Двухванные сталеплавильные печи радикально отличаются от мартеновских по принципу действия и по производительности приближаются к конвертерам.
Печь обогревают природным газом только в период заправки, а в последующие периоды нагрев ее осуществляют теплом технологических газов, выделяющихся при продувке ванны и поступающих в ванну нагрева. Дожигание газов производится кислородом, который подают через сводные фурмы. В смежную ванну заливают чугун, изменяют направление движения дымовых газов, а из первой ванны выпускают металл.
Проводимая сейчас реконструкция мартеновских печей на двухванные осуществляется без больших затрат, так как габариты действующих мартеновских печей и технологическая схема не требует замены существующего оборудования. Кроме того весь процесс управления сталеплавильным агрегатом можно легко автоматизировать.
Отличием конструкции сталеплавильных двухванных печей по сравнению с мартеновскими является то, что под общим сводом размещается две ванны, разделенные общей перегородкой (подпором) в середине печи. При этом необходимость в регенераторах отпадает. Каждая ванна работает реверсивно с последовательной кислородной продувкой в одной рабочей полости и предварительным подогревом нерасплавленной шихты. В это время в другой рабочей полости происходит сгорание оксида углерода, поступающего из рабочей полости с расплавленным металлом и дополнительным топливом.
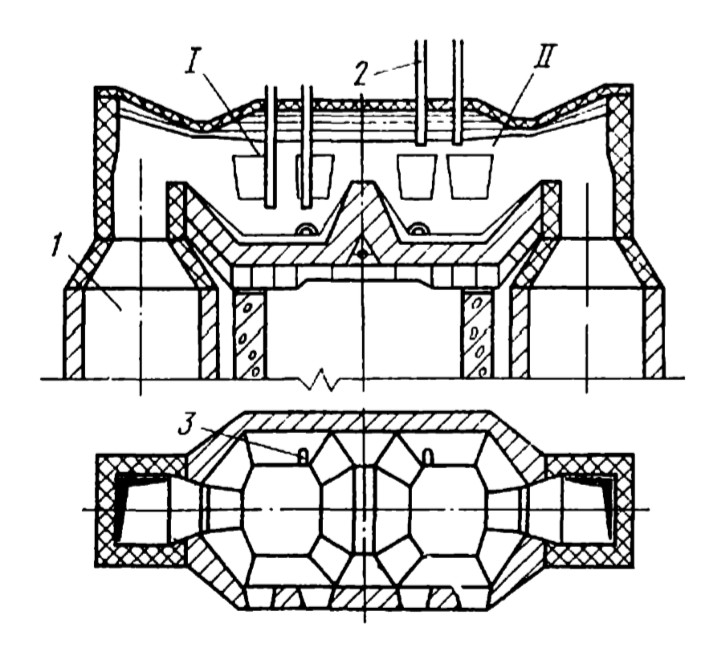
Продукты сгорания выпускаются через котел-утилизатор теплоты отходящих газов в установку для очистки газа. В каждой ванне печи установлено три фурмы 1 для подачи кислорода и шесть газокислородных горелок 2 в своде для отопления печи. Расплавленный металл продувается кислородом при помощи кислородных фурм. Оксид углерода сгорает в другой рабочей полости с кислородом, поступающим через газокислородные горелки или фурмы. Подъем и опускание газокислородных горелок и фурм осуществляется лебедками.
Когда в первой ванне заканчивается процесс сталеварения, осуществляется выпуск стали, затем производится заправка ванны, завалка твердых шихтовых материалов и их прогрев за счет в основном теплоты реакции окисления, выделяемой через сводовые горелки. В это время во второй ванне металл продувается кислородом.
Из принципа действия двухванной сталеплавильной печи видно, что первая половина процесса (загрузка печи, завалка шихтой, прогрев печи, заливка чугуна) производится так как и в мартеновской печи, но за более короткий промежуток времени. Вторая половина процесса плавки — окисление и рафинирование производятся как в кислородном конвертере, но с меньшей интенсивностью продувки кислородом.
Печные газы проходят из рабочей полости в вертикальные трусы. После поступления в шлаковик топок газов они сбрызгиваются водой при помощи пульверизаторов, чтобы улучшить оседание пыли и понизить температуру газа. Конечное снижение температуры топочных газов до 700 °С перед их подачей в установи у для очистки газа обеспечивается воздухом, который подается в шлаковик дымовым эксгаустером. Скорость воздуха регулируется направляющим устройством газового эксгаустера. Все сводовые фурмы и подвижные горелки оборудованы индивидуальными отсечными клапанами и клапанами для подачи кислорода.
Габаритные размеры, металлические конструкции и подвесная система сводов двухванной сталеплавильной печи каким-либо изменениям по сравнению с обычной мартеновской печью не подвергалась. Новшеством является лишь охлаждение фасонных ригелей сводов коробки, соединенных с общим коллектором, к которому воздух подводится дымовым эксгаустером. Это позволяет предотвратить ригели от прожигания при перегреве сводов. Кроме того, дымовой эксгаустер может быть быстро подсоединен к магистрали технологического эксгаустера, если последний выходит из строя. Печь оборудована также демпферными подъемными лебедками, двумя шлакоотделителями, полуавтоматическими дозаторами для раскисления стали в ковше.
Все оборудование с высокой автоматизацией ведения плавки в двухванных сталеплавильных печах дает возможность выпускать качественную сталь высокоскоростным методом.
Ритмичная работа двухванных печей и увеличение выплавки стали позволили более равномерно разгрузить оборудование без увеличения числа завалочных машин, заливочных и разливочных кранов. Оптимизация конструкции и режима эксплуатации двухванновых печей позволила также снизить удельные затраты на производство стали, повысить экономическую эффективность сталеплавильного производства. Годовая производительность двухванного сталеплавильного агрегата вместимостью 260—300 т составляет 1—1,5 млн. т.
Двухванная сталеплавильная печь по сравнению с мартеновской обладает следующими преимуществами: простота конструкции, поскольку отпадает надобность в регенераторах; уменьшается продолжительность плавки (всего 3—4 ч), увеличивается производительность печи; снижается объем ремонтных работ и расход огнеупорных материалов; понижается себестоимость стали.
К недостаткам относятся: больший расход чугуна (66—67 % против 53—55 % в мартеновской печи); меньшая возможность переработки лома, поэтому двухванные печи стоят ближе к конвертерам; условия труда по обслуживанию двухванных печей хуже, чем конвертеров.
