Агрегаты обжимных станов
В обжимных станах слитки нагревают в специальных колодцевых печах и затем клещевыми кранами подают на кольцевую слиткоподачу. Далее слитки попадают на приемный рольганг, оборудованный весовым устройством, и задаются в универсальную рабочую клеть слябинга 1250.
При необходимости получения слябов правильной прямоугольной формы в универсальной клети слябинга установлены вертикальные валки. У блюмингов, как правило, вертикальные валки отсутствуют. Для управления положением слитка при прокатке используют манипулятор и кантователь. После прокатки поверхность сляба зачищают машиной огневой зачистки и режут его на мерные длины на ножницах горячей резки с усилием 28 МН. Для уборки отходов имеется конвейер обрези. Там же установлены контрольные весы, клеймитель и устройство для транспортировки слябов на склад или для передачи их к непрерывному широкополосному стану 2000 горячей прокатки.
Агрегаты заготовочных станов
Заготовочные станы поставляют заготовки на сортовые, проволочные и трубопрокатные станы.
Непрерывные заготовочные станы с одной группой клетей (например, стан 700) катают блюмы сечением от 140 х 140 до 200 х 200 мм или крупные заготовки размером от 125 х 125 до 140 х 140 мм. Непрерывные заготовочные станы с двумя группами клетей (например, стан 700/500) выдают из первой группы блюмы сечением от 140 х 140 до 200 х 200 мм и заготовки размером от 120 х 120 до 140 х 140 мм. Из второй группы клетей получают готовую заготовку размером от 60 х 60 до 100 х 100 мм. На трубозаготовочных последовательных станах получают круглую заготовку диаметром 75-300 мм для прошивных станов.
Рассмотрим компановку агрегатов непрерывного заготовочного стана 900/700/500, состоящего из 14 двухвалковых клетей, установленных в трех группах. Первая группа состоит из двух клетей с диаметром валков 900 мм, вторая черновая группа включает шесть клетей — 900/1300 в первой и второй клетях и 730/1300 в остальных. Чистовая третья непрерывная группа состоит из шести клетей с диаметром валков 530/900 мм. Предусмотрено чередование горизонтальных и вертикальных валков, начиная с 5-ой клети.
После резки на мерные длины горячие блюмы по рольгангу поступают в первую группу, установленную отдельно от второй группы. Расстояние между первой и второй группами позволяет установить кантователь на рольганге для свободной кантовки блюмов.
Вторая группа позволяет получать из 4-ой, 6-ой и 8-ой клетей заготовки с соответствующими размерами 200 х 200, 170 х 170 и 150 х 150 мм.
Готовые заготовки отводятся поперечными транспортерами на боковой рольганг, где они ножницами с усилием 10 МН режутся на мерные длины и отправляются на холодильник. Заготовки 150 х 150 мм по рольгангу перемещаются к чистовой группе.
Здесь также можно на выходе из 10-ой, 12-ой и 14-ой клетей получать заготовки сечением соответственно 120 х 120, 100 х 100 и 80 х 80 мм. Для установления постоянной температуры у раската перед девятой клетью заготовки с помощью упоров некоторое время выдерживаются. В системе подачи установлены кантователи. Для обрезки неровных концов используют ножницы, после чего заготовки направляют на холодильник.
Агрегаты листовых станов
Основным параметром листового или полосового стана является длина бочки валков последней клети.
Находят применение станы:
- Широкополосные с длиной бочки валков от 1400 до 2500мм с двумя группами клетей — с последовательной черновой и непрерывной чистовой.
- Одно-двухклетевые реверсивные толстолистовые станы с длиной бочки от 2000 до 5000 мм и более, иногда с установкой вертикальных валков перед горизонтальными. Кроме листов на этих станах можно выкатывать слябы.
- Полунепрерывные широкополосные станы с длиной бочки в чистовой группе от 1200 до 3000 мм. Для горячей прокатки электротехнической стали применяют реверсивные четырехвалковые станы.
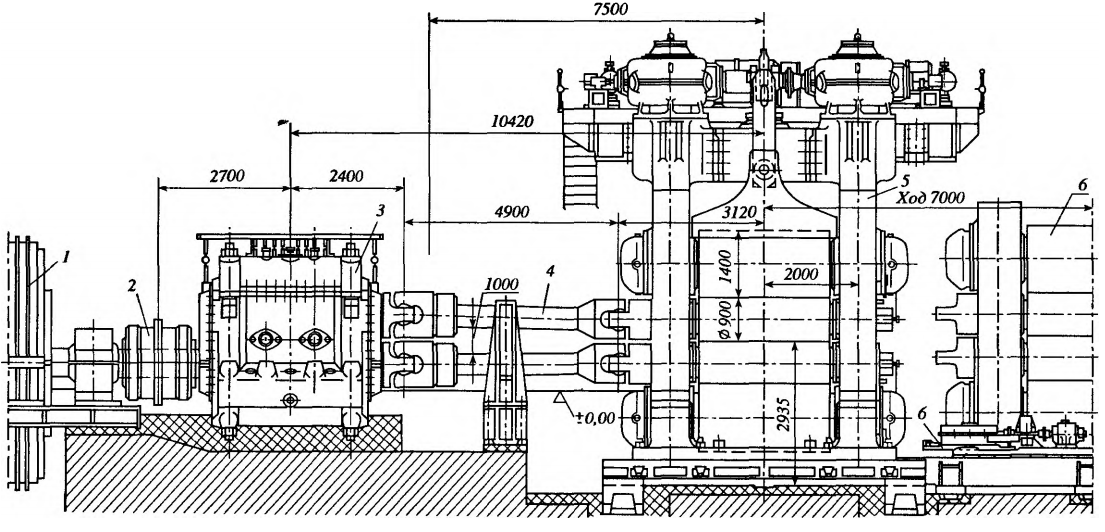
Оборудование непрерывного четырехвалкового стана 2800 включают нагрев литых слябов в нагревательных печах с предварительной зачисткой поверхности на фрезерных станках и последующей мойкой. Поступающая по рольгангу заготовка задается в стан 2800, состоящий из двух черновых клетей — первая четырехвалковая клеть 900/1400 х 2800 (рисунок 1), вторая — 750/1400 х 2800 и пяти чистовых клетей 650/1500 х 2800мм (рисунок 2).
Черновая клеть (рисунок 1) состоит из главного двигателя 1, зубчатой муфты 2, шестеренной клети 3, универсального шпинделя 4 и клети 5 с рабочими валками диаметром 900 мм, опорными 1400 мм и длиной бочки 2800 мм. Кроме того, клеть снабжена механизмом смены валков 6.
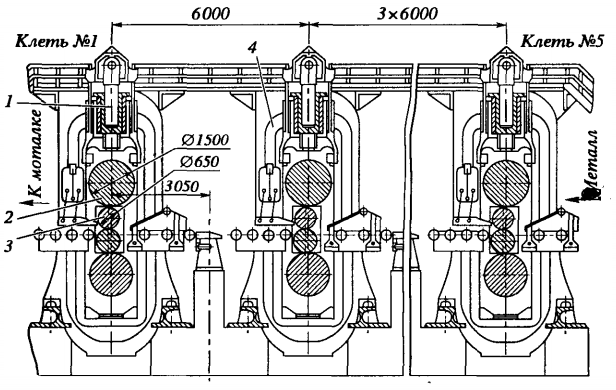
На рисунке 2 показана чистовая группа клетей 4 с рабочими 3 валками 650 мм, опорными 2 — 1500 мм и длиной бочки 2800 мм; расстояния между осями клетей 6000 мм. Для уменьшения разнотолщинности все чистовые клети снабжены гидромеханическими устройствами протовоизгиба. Рабочие валки установлены на подшипниках качения, опорные — в подшипниках жидкостного трения. Применяется гидравлическое уравновешивание валков и шпинделей 1.
За последней чистовой клетью расположены дисковые ножницы с кромкокрушителем для обрезки боковых кромок и две барабанные моталки с натяжением до 6 кН для смотки ленты в рулоны. Далее рулоны специальной тележкой кантуются, взвешиваются и после обвязки передаются на конвейер к термическим печам.
Агрегаты широкополосных станов
Широкополосный стан 2000 предназначен для прокатки полос толщиной до 16 мм и шириной що 1850 мм в рулонах с массой 36 т из слябов толщиной от 150 мм.
В состав стана входят нагревательные печи, черновая группа клетей, промежуточный рольганг, чистовая группа клетей, отводящий рольганг, моталки и вспомогательное оборудование. Нагретые слябы после осмотра и зачистки поступают на приемный рольганг черновой группы стана. Черновая группа представляет двухвалковые вертикальные клети с диаметром валков 1200 мм и длиной бочки 650 мм и предназначена для обжатия боковых граней слябов с разрушением окалины. За ней следует двухвалковая горизонтальная клеть с валками 1400 х 2000 мм и затем четыре универсальные четырехвалковые клети с горизонтальными валками 1180/1600 х 2000 мм. За каждый проход обжатие составляет до 60 мм. В черновую группу входят также агрегаты для гидравлического сбива окалины, рольганги, линейки, сбрасыватели раскатов в случае понижения их температуры.
Перед чистовой группой клетей расположены летучие ножницы для обрезки концов подката и двухвалковый окалиноломатель. Между чистовыми клетьми располагаются петледержатели, гидросбивы окалины, линейки, проводки, моталки. После прокатки полоса поступает на рольганг, где ее снизу и сверху специальными душирующими установками охлаждают, после чего сматывают в рулоны для передачи в цех холодной прокатки или в отделение горячекатаных рулонов.
Агрегаты толстолистовых станов
Стан 3600 предназначен для горячей прокатки листов толщиной до 50 мм, шириной до 3200 мм и длиной от 6 до 28 м из слябов и плит толщиной до 200 мм, шириной до 3200 мм и длиной до 12 м.
После нагрева слябов в методических печах или слитков в колодцах заготовки по рольгангу подаются к стану.
Стан состоит из вертикальной двухвалковой клети 900 х 1400 и двух реверсивных четырехвалковых клетей: черновой 1130/1800 х 3600-3400 и чистовой 1030/1800 х 3600-3400.
В вертикальной клети сляб калибруют по ширине и сбивают окалину. После чего подкат кантуют на 90° и направляют в черновую клеть. При реверсивной прокатке в черновой четырехвалковой клети получают раскат ( при этом используют вертикальные клети) толщиной от 20 до 75 мм, который по рольгангам подается к чистовой четырехвалковой клети. Здесь полоса раскатывается до толщины 5-50 мм за несколько реверсивных проходов. Особенностью клетей является индивидуальный электродвигатель для каждого валка.
В черновой и чистовой группах стана усилие прокатки составляет 46 МН. Для обрезки переднего и заднего концов готового проката на отходящем рольганге установлены ножницы усилием 19 МН. Эти же ножницы используют для порезки проката на мерные длины. После ножниц прокат направляют по одному из следующих маршрутов:
- листы с большой коробоватостью подвергают горячей правке на роликовой машине и затем направляют на отделку;
- листы толщиной до 50 мм охлаждают и правят в полугорячем режиме на правильной машине и затем окончательно охлаждают;
- листы толщиной до 20 мм по шлепперу подают в печи для нормализации, затем их правят, охлаждают и передают на окончательную отделку;
- листы поступают на роликовую закалочную машину и далее идут на отделку.
После обработки листы подлежат дефектоскопии, зачистке и термообработке. Затем идет тщательный контроль и клеймение, укладка листов в пакеты на столе штабелирующего устройства и передача пакетов на участок резки и охлаждения.
Агрегаты сортовых станов горячей прокатки
Сортамент сортовых станов горячей прокатки включает профили:
- круг до 350 мм, угловую сталь с шириной полки до 250 мм, швеллеры высотой до 450 мм, широкополосные балки высотой до 1100 мм, рельсы;
- проволока;
- лист, полоса.
Основным параметром сортового стана является диаметр бочки валков рабочей клети (для многоклетевых станов у последней клети)
Агрегаты рельсобалочных станов
На рельсобалочном стане 950/800 линейного типа производят железнодорожные рельсы массой до 75 кг/м, двутавровые балки крупного сечения высотой до 600 мм, швеллеры высотой до 400мм, уголковую сталь с шириной полки до 250 мм и круглую заготовку диаметром до 350 мм и длиной до 8м. В качестве исходной заготовки применяют блюмы сечением до 350 х 350мм и длиной до 6 м.
От блюминга 1150 блюмы шлеппером подаются к нагревательным печам и после контроля и зачистки поступают на первую линию стана, которая состоит из реверсивной двухвалковой клети 950 х 2350. Здесь, как правило, за пять пропусков получают грубо профилированную полосу длиной до 12м. Затем рольгангами полосу передают к первой рабочей трехвалковой клети 800 х 1900 черновой линии. На этой линии полосе придается более точный профиль и она за четыре пропуска раскатывается на длину до 30 м. Во вторую трехвалковую клеть этой же линии полосу задают с помощью рольгангов и цепного шлеппера. Здесь полосе с помощью калибровок придается за 3-4 пропуска надлежащий профиль и она раскатывается до 100м.
Полуфабрикат передается в чистовую двухвалковую клеть 850 х 1200 рольгангами и цепными шлепперами, где за один пропуск полуфабрикату придается окончательный профиль.
Далее в зависимости от назначения проводится доработка полосы на следующих агрегатах.
При прокатке рельсов полосу из чистовой клети 850 х 1200 рольгангами передают к пилам горячей резки для разрезки на мерные заготовки длиной 25 м. Затем полуфабрикат проходит контроль, маркируется и направляется для правки в правильную машину. После правки рельсы рольгангами и шлепперами перемещают на холодильник для охлаждения.
Охлажденные рельсы направляют в печи изотермической выдержки и нормализации.
Затем их правят в роликоправильных машинах по нижнему основанию; окончательная правка в другой плоскости осуществляется на вертикальных правильных прессах. После этого рельсы попадают на автоматические линии, где фрезеруют их торцы, сверлят монтажные отверстия и проводят закалку поверхности головок. После автоматических линий рельсы поступают на контрольный стол, где проводится всесторонняя проверка их качества и исправление дефектов. Готовая продукция поступает на склад.
При прокатке двухтавровых и тавровых балок, швеллеров и угловой стали прокатанный полуфабрикат из чистовой клети 850 х 1300 рольгангом задают на участок резки, где его режут на мерные длины по 25 м. Затем полуфабрикат маркируют и направляют на холодильник, который имеет кантователь для поворота полуфабриката с тем, чтобы охлаждение проводилось более равномерно. Охлажденный полуфабрикат рольгангами передается на правильный участок, где его правят в однойплоскости роликоправильными машинами и после кантования в другой плоскости — правильным прессом. Выправленный прокат направляется на участок разбраковки с последующей передачей на склад готовой продукции.
Бракованные участки подлежат обрезке с помощью пилы холодной резки. Для повышения точности проката вместо чистовой клети используют универсальную клеть с вертикальными и горизонтальными валками.
Агрегаты для прокатки круглых профилей включают нагревательное оборудование, рольганги, шлеппера и две группы клетей: черновую, состоящую из одной двухвалковой клети 950 х 2350 и двух трехвалковых клетей 800 х 1900, и чистовую — двухвалковая клеть 850 х 1200. После маркирования и контроля круглый прокат рольгангами подают к пилам для резки на мерные длины, затем на холодильник и на склад готовой продукции.
Агрегаты крупно-, средне- и мелкосортных станов
Крупносортный стан 600 предназначен для производства двухтавровых балок высотой до 200 мм, угловой стали с шириной полок до 160 мм, круглой стали диаметром до 120 мм, квадратного профиля сечением до 100 х 100 мм, полос шириной до 200 и высотой до 50 мм и рельс массой до 24 кг/м. Заготовкой служит блюм сечением 300 х 300 мм и длиной 6 м.
Стан состоит из 17 рабочих клетей, установленных по трем параллельным линиям. Линии связаны пятью шлепперами, что позволяет миновать некоторые клети. Для кантовок используют кантователи с углом поворота 45 и 90°. Последняя клеть может быть выполнена универсального исполнения. Из этих клетей пять (2—6) и три (8-10) объединены в две группы, остальные расположены последовательно и в шахматном порядке:

Заготовки из нагревательных печей согласно технологическому циклу после сбива окалины поступают в соответствующие клети стана. Как и для предыдущих агрегатов широко используются ножницы, пилы, толкатели, манипуляторы, правильные машины и правильные прессы. Для обработки концевых элементов профилей применяют механическое оборудование, клеймители и закалочные устройства.
Непрерывный среднесортный стан 450, состоящий из 16 клетей, предназначен для производства следующих профилей: круг диаметром до 60 мм, квадрат со стороной до 55 мм, полоса шириной до 200 мм и толщиной до 22 мм, а также уголок с шириной полок до 125 мм, двутавр и швеллер высотой до 300 мм. В качестве заготовки используют раскат сечением до 200 х 250 мм и длиной до 12 м. После заготовочного стана 850/700/500 заготовки поступают в две нагревательные печи с шагающими балками. После нагрева заготовки поступают по рольгангу к ножницам для обрезки переднего и заднего концов и к гидросбиву окалины. Далее металл передается к непрерывной черновой группе рабочих клетей стана, состоящей их девяти двухвалковых клетей 630 х 1300, из них №1, №3, №4, №6, №7 и №9 — горизонтального исполнения и №2, №5 и №8 — комбинированного исполнения могут иметь как вертикальные, так и горизонтальные валки. Клети разбиты на три группы по три клети в каждой с двумя горизонтальными и одной комбинированной клетью между ними. По промежуточному рольгангу раскат направляется в чистовую группу, содержащую семь клетей: три (№10, №13 и №15) — комбинированного типа 530 х х 630 и четыре (№11, №12, №14 и №16) — универсального типа с горизонтальными валками 530 х 630 и с вертикальными холостыми валками 900 х 600.
Практика показывает, что хороший вариант при прокатке балок, швеллеров и штрипсов создают применение комбинированных клетей с горизонтальными валками и окончанием прокатки в универсальной клети. Уголок прокатывают совместным воздействием на раскат комбинированных и универсальных клетей.
Перед чистовой группой устанавливают летучие ножницы для обрезки концов раската и гидравлические ножницы для его резки на мерные длины. После чистовой прокатки готовый профиль направляют на холодильник, клеймение, резку и склад готовой продукции.
Мелкосортный стан 250 предназначен для производства сортовых профилейв бунтах массой до 2,1т. Исходной заготовкой служит квадрат сечением 150 х 150мм и длиной до 12м. Выпускаемая продукция включает: круглую сталь диаметром до 42 мм, квадратную сечением до 36 х 36мм и шестигранную. В составе стана 20 клетей с чередующимися горизонтальными и вертикальными валками; клети объединены в три непрерывные группы. Нагрев заготовок осуществляется в печи с шагающим подом. Прокатанный и охлажденный металл сматывается на трех моталках. В отделении отделки установлены правильные машины, дефектоскопы и машины абразивной зачистки.
Агрегаты проволочных станов
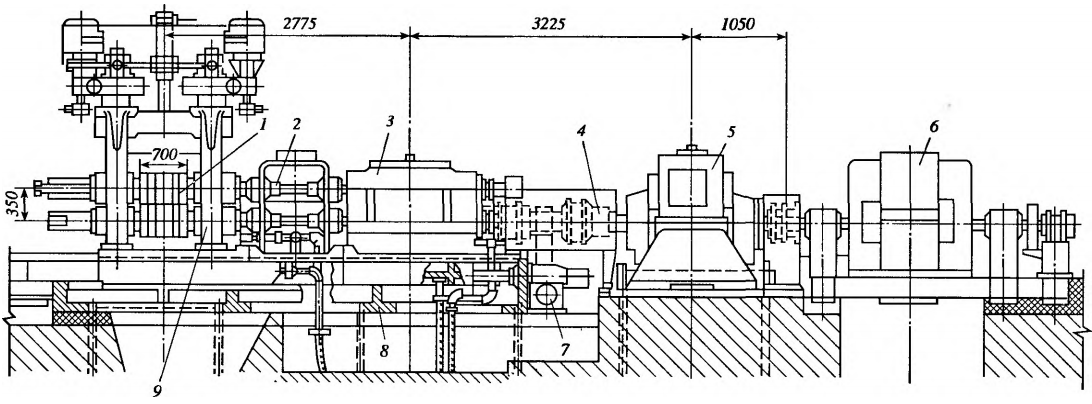
Непрерывный стан 250 предназначен для горячей прокатки алюминиевой катанки диаметром 7—11 мм. Исходной заготовкой служит литая заготовка сечением 300 х 300 мм и длиной до 3 м. Стан состоит из 20 рабочих клетей, разбитых на три группы: черновая группа имеет шесть клетей 400 х 700 и две клети 350 х 700 (рисунок 3), две промежуточные группы — две рабочие клети 300 х 700 и две чистовые группы — четыре последовательно расположенные вертикальные клети 250 х 400 (рисунок 4).
Прокатку в черновой и двух промежуточных группах осуществляют в две нитки, в чистовой — в одну нитку.
В трех проходных печах заготовки нагревают до заданной температуры и затем поочередно задают в правый и левый калибры черновой группы клетей, где их прокатывают до квадрата сечением 22 х 22 мм. Конструктивно черновые клети оформляются как все станы горячей прокатки. От электродвигателя 6 вращение передается через редуктор 5, зубчатую муфту 4, шестеренную клеть 3, универсальные шпиндели 2 на валки 1 клети 9. Для поддержания шпинделей установлены специальные поддерживающие устройства 7. Клеть, шпиндели и шестеренная клеть смонтированы на жесткой плитавине 8. Примерно такая конструкция у всех горизонтальных клетей черновой группы. За последней черновой группой установлены летучие ножницы для обрезки на ходу переднего конца проката перед задачей его в чистовые группы. Между промежуточными группами клетей и между последней промежуточной и чистовой группой предусмотрены специальные петлеобразователи, служащие для поддержания непрерывной работы агрегата при не согласовании скоростей соседних клетей.
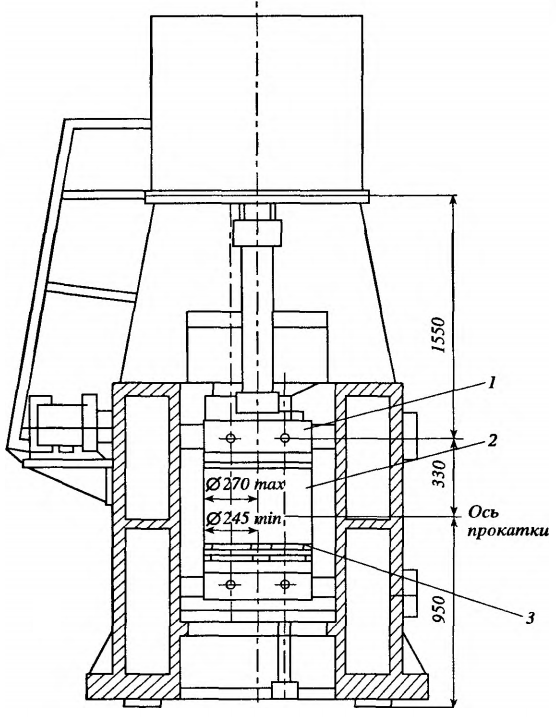
На рисунки 4 представлена чистовая клеть с вертикальными валками стана 250. Она состоит из вертикальных валков 2, установленных в подушках 1. В калибрах 3 валков формируется катанка. На выходе из последней чистовой клети катанка сматывается в бунты на одной из двух моталок. Затем сформированный бунт толкателем сталкивается на транспортер и перемещается для связки к пакетировщику, а затем на склад готовой продукции.




