Литье в металлические формы-кокили
Особенностью этого способа литья является то, что кокиль используется многократно. Для формирования внутренних полостей используются разовые стержни из формовочных масс.
Перед заливкой металла кокиль изнутри окрашивается специальной краской, состав которой определяется видом сплава. Таким способом отливают чугунные, стальные детали и детали из медных, алюминиевых и магниевых сплавов. В одном кокиле можно получать несколько сотен отливок. Практически все операции механизированы и автоматизированы. Вследствие быстрого затвердевания отливки имеют мелкозернистую структуру, высокую точность размеров и чистую поверхность, не требующую дальнейшей обработки. Масса кокильных стальных отливок может достигать 5 тонн.
Кокили могут быть разъемными и неразъемными. Кокильное литье имеет существенные экономические преимущества перед литьем в песчаные формы: сокращаются затраты труда на изготовление форм, выемку отливок, их очистку. Кокили могут быть изготовлены методом литья, для производства сложных и точных деталей – механической обработкой заготовок.
Литье под давлением
В этом способе металлическую пресс-форму под давлением заполняют расплавом. Таким способом получают сложные тонкостенные отливки из сплавов алюминия, цинка, меди. Литье производится на машинах под давлением до 1 МПа с подачей металла со скоростью до 160 с м/ . Можно получать очень сложные детали со стенками толщиной 1 – 7 мм, точными размерами (1 – 3 класс точности), с чистой поверхностью и готовыми отверстиями диаметром до 1 мм или с резьбой. Основную массу изделий составляют детали из цинковых, алюминиевых и медных сплавов для точного приборостроения, автомобильной и электротехнической промышленности и бытовой техники. Таким образом отливают, например, корпуса карбюраторов, картеры водяного и масляного насосов и другие детали двигателей. Отливка производится на специальных машинах. Металлическая пресс-форма состоит из двух частей, прижимаемых друг к другу. Перед заливкой поверхность пресс-формы и камеры прессования смазывают. В камеру прессования заливают порцию сплава.
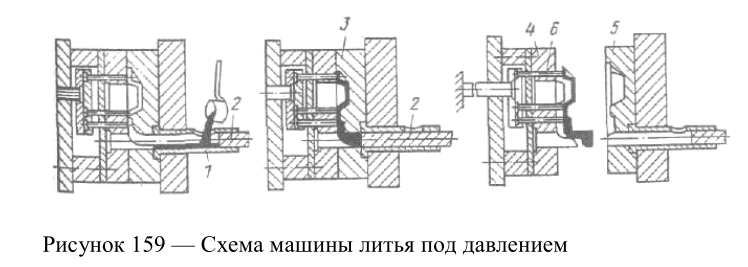
На рис. 159 приведена схема машины для отливки под давлением с горизонтальной холодной камерой прессования. Жидкий металл мерной ложкой или с помощью автоматического дозатора заливают в камеру прессования 1 и металлическим плунжером 2 запрессовывают в пресс-форму 3. Пресс-форма состоит из подвижной половины 4 и неподвижной 5. Извлечение отливки производится толкателем 6. Отливки выталкиваются из пресс-формы, падают в коробку и по конвейеру подаются в отделение обрезки и отделки. В настоящее время работают автоматизированные комплексы по безлюдной технологии.





