Заливка форм
Перед заливкой металла в форму ее собирают. Сначала сжатым воздухом из формы выдувают пыль и сор. Устанавливают стержни. Нижнюю полуформу накрывают верхней. Опоки скрепляют друг с другом или на верхнюю опоку устанавливают груз, после чего форма готова к заливке.
Заливка в зависимости от технологического процесса производства отливок может производиться в неподвижную форму или форму, движущуюся по конвейеру. На движущемся конвейере заливку осуществляют со специальной платформы, которая движется синхронно и параллельно с конвейером. Жидкий металл заливают в форму из литейных ковшей, как правило, чайникового типа или через заливочно-дозирующие устройства.
В зависимости от размера отливаемых деталей ковши имеют емкость: ручные до 60 кг, монорельсовые до 1 т, крановые 3 – 100 т. На рис. 153 представлена схема поворотного ковша ручного типа.
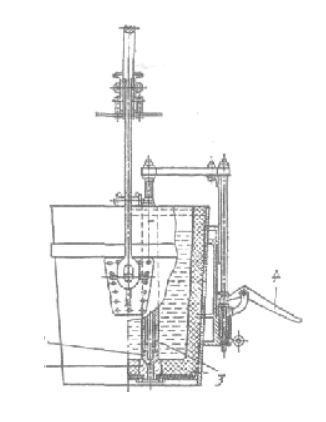
Ковш подвешен на траверзе подъемного устройства, которое перемещает ковш от плавильной печи к участку заливки. Ковш имеет носок 1, через который струя металла поступает в форму. Наклон, поворот ковша осуществляется с помощью ручного штурвала 2 с червячным самотормозящимся механизмом 3. Для того чтобы задержать при разливке шлак и не допустить попадания его в форму, перед носком в ковше устанавливают перегородку, задерживающую шлак.
На рис. 154 представлена схема стопорного ковша. Такие ковши могут иметь значительную емкость. В днище ковша установлен стопорный стакан с отверстием 2, на стопорном стержне 3, защищенном от воздействия расплава огнеупорными стопорными катушками, на конце навинчивается стопорная пробка 1, достаточно плотно притертая к стопорному стакану.
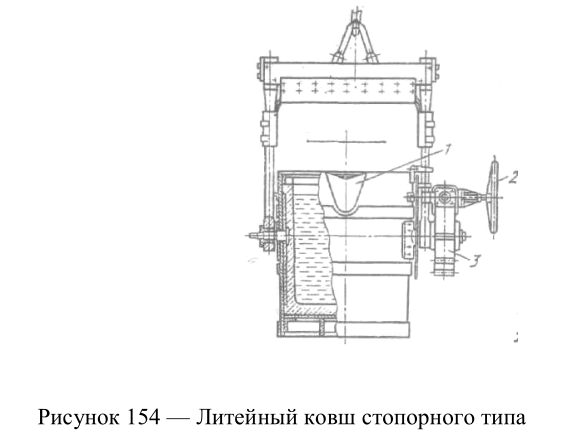
При нижнем положении стопорное отверстие плотно закрыто и не допускает вытекания жидкого металла. При подъеме стопорного стержня вверх, который осуществляется вручную с помощью рычажного механизма 4, открывается проход для расплава, и металл поступает из ковша в форму.
При разливке из стопорного ковша в форму поступает струя металла без шлака, так как шлаковый слой располагается над металлом. Еще более совершенным является ковш с шиберным затвором, располагающимся под днищем ковша. Основой шиберного затвора являются две огнеупорные плиты, одна из которых неподвижная, другая подвижная. В одном положении отверстия в плитах не сообщаются друг с другом и затвор в этом случае закрыт, в другом случае отверстия сообщаются друг с другом и затвор открыт. Подробнее об устройстве такого ковша сказано в разделе сталеплавильного производства (разливка стали). При производстве мелкого литья на конвейере металл из печи выпускают в раздаточный ковш большой емкости, а из него уже по мере надобности переливают в разливочные небольшие ковши.
Небольшие ковши емкостью до 500 кг футеруют обмазкой огнеупорным составом из кварцевого песка и глины или из кварцевого и шамотного порошка и глины. Ковши большей емкости футеруются шамотным кирпичом.
Автоматические заливочно-дозирующие устройства
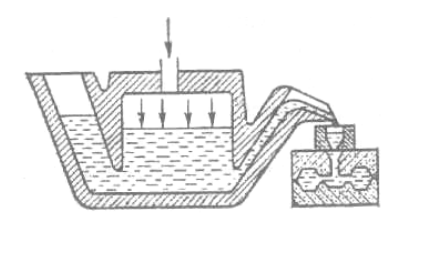
Эти устройства одновременно выполняют заливку металла и дозирование порции расплава. В электромеханических устройствах дозирование порций металла регулируют наклоном ковша или открыванием стопора или шибера. В пневматических устройствах порцию расплава вытесняют из промежуточного ковша-копильника сжатым воздухом. Изменяя давление газа, регулируют объем заливаемого в форму металла, рис. 155.
Большое значение при заливке металла имеет температура расплава. Заливаемый в формы металл всегда перегрет над температурой ликвидуса, т.е. температурой начала кристаллизации. Величина перегрева зависит от его влияния на структуру и механические свойства готового металла, от толщины стенок и размера отливки, свойств материала формы, жидкотекучести сплава. Основное требование состоит в том, чтобы расплав заполнил все полости формы. Для низкоуглеродистых и углеродистых сталей достаточен перегрев в 30 – 60 °С, для тонкостенных отливок он увеличивается до 100 °С, еще выше перегрев для высоколегированных сталей. В среднем температура заливки стали изменяется от 1520 °С до 1620 °С.
При отливке чугунных деталей температура разливки 1300 – 1450 °С, перегрев составляет сотни градусов; при отливке деталей из ковкого и высокопрочного чугуна перегрев выше на 60 – 70 °С. Латунные и бронзовые отливки отливают из металла, перегретого на 100 – 200 °С при 1000 – 1200 °С, а алюминиевые и магниевые сплавы при 700 – 800 °С.
Охлаждение отливок и их обработка
После окончания заливки отливка охлаждается в форме. Время охлаждения определяется процессами затвердевания металла, видом сплава, массой отливки, толщиной сечений. Стальные отливки охлаждают в форме до 500 – 700 °С, чугунные до 400 – 500 °С, отливки из цветных сплавов до более низких температур.
Для выбивки отливки форму устанавливают на выбивную решетку, которая приводится в движение механизмом и совершает колебательные движения вверх и вниз. В каждом цикле колебаний форма подбрасывается вверх и при падении ударяется об опорную раму. При ударе набивная масса высыпается, и отливка освобождается от набивной смеси. На конвейерных линиях отливки выдавливаются из формы, а потом освобождаются от остатков земли на выбивных решетках. Остатки стержней либо вырубают из отливок пневмозубилами или удаляют на специальных вибрационных машинах или электрогидравлических установках.
Прибыли и литники отделяют от отливки зубилами, абразивными кругами, ленточными пилами или с помощью газовой, электродуговой резки.
Для очистки поверхности отливок применяют метод барабанной очистки. В барабан вместе с отливками иногда загружают звездочки из чугуна. При вращении барабана отливки трутся друг о друга и о звездочки, при этом удаляется прилипшая к отливкам формовочная смесь.
Другим способом очистки является дробеструйная или дробеметная очистка. На поверхность отливки подается под давлением струя воды или воздуха совместно с чугунной дробью. Операцию проводят в барабанах или в специальных камерах. Очистка может производиться периодически или в камерах непрерывного действия. Мелкие отливки очищают вибрационным методом. Отливки и абразивный наполнитель загружают в контейнер и подвергают встряхиванию с частотой до 3000 колебаний в минуту.
Окончательную зачистку поверхности производят с помощью абразивных кругов, а небольшие отливки зачищают на шлифовальных станках.
Литые детали имеют крупнозернистую структуру, высокую твердость, низкие прочностные свойства.
Для получения необходимой структуры и свойств отливки подвергают термической обработке: отжигу, нормализации, закалке.





