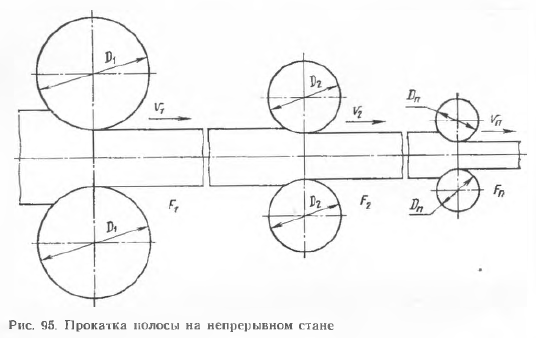
При непрерывной прокатке полоса находится одновременно в нескольких клетях (рис. 95). Такая прокатка может осуществляться только при условии, если соблюдается постоянство секундных объемов прокатываемого металла. При отклонении от этого принципа металл накапливается между клетями (образуется непрерывно увеличивающаяся петля) или возникает натяжение полосы, которое приводит к искажению размеров профиля и появлению дополнительных напряжений в деталях рабочих клетей.
Математически постоянство секундных объемов выражается уравнением
![]()
где v — скорость выхода полосы из валков; F — площадь поперечного сечения.
Подставляя вместо v ее значение через D и n учитывая опережение і, получим
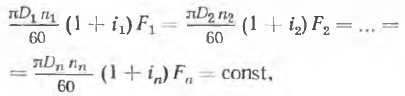
или после сокращения на постоянную величину π/60

Произведение FDn (1+i) называют постоянной непрерывного стана или константой калибровки. Точное соблюдение константы калибровки обеспечивает прокатку без натяжения и петлеобразования.
На практике осуществить такую прокатку обычно не представляется возможным, так как условия деформации непрерывно изменяются (меняется температура полосы, коэффициент трения, зазор между валками и другие факторы, влияющие на i и F). В тех случаях, когда это необходимо и возможно, прокатку ведут с небольшим петлеобразованием, поддерживая примерно постоянную величину петли непрерывным регулированием частоты вращения валков или какими-либо иными способами. При прокатке же профилей, не допускающих образования петель, а также при прокатке на станах, не имеющих регулировки частоты вращения валков, приходится мириться с некоторым натяжением полосы между клетями, которое стремятся иметь минимальным.
Авторы некоторых руководств по калибровке рекомендуют при расчетах несколько увеличивать константу калибровки по ходу прокатки, обеспечивая натяжение несовпадением скоростей полосы и валков. Однако тот же результат может быть достигнут значительно проще, без усложнения расчетов, если учесть, что величина опережения по мере уменьшения толщины полосы увеличивается. Считая in несколько больше i1 и (обычно эта разница очень незначительна), употребим имеющиеся вследствие роста опережения увеличение скорости выхода полосы на создание натяжения между клетями. Тогда уравнение (177) примет вид
![]()
Полученным равенством (178) можно пользоваться во всех случаях, за исключением тех, когда опережение составляет значительную величину (например, при прокатке тонких полос опережение достигает 5—10 %).
В зависимости от конструкции стана соблюдение константы достигается по-разному. На станах, имеющих индивидуальный привод для каждой клети, соблюдение равенства (178) не представляет обычно затруднений и достигается в процессе настройки стана регулированием частоты вращения валков. Сложнее обстоит дело на станах с групповым приводом клетей, где частота вращения валков по клетям определяется передаточными числами редуктора, которые не поддаются изменению. В этом случае задача соблюдения равенства (178) ложится целиком на калибровщика, создавая определенные трудности при расчете калибровки для непрерывных станов.
Различают два принципиально разных случая калибровки непрерывных станов с групповым приводом клетей. В первом случае калибровка проектируется для строящегося стана. Передаточные отношения редуктора привода еще не определены и могут быть выполнены по результатам, полученным из расчета. Калибровку в таких условиях ведут обычным методом. После расчета размеров всех калибров и определения константы (например, по первой или последней клети) частоту вращения валков остальных клетей находят из уравнения
![]()
Несколько сложнее обстоит дело во втором случае (более часто встречающемся на практике), когда калибровку проектируют для уже имеющейся непрерывной группы клетей с зафиксированными передаточными отношениями от двигателя к каждой клети. В этих случаях соблюдение константы калибровки изменением частоты вращения не представляется возможным. Задача может быть решена только соответствующим подбором формы и площадей калибров и катающих диаметров валков. Решение осложняется еще и тем, что размеры профиля и Dk связаны между собой уравнением Dk=D—(Е/В), где В — ширина калибра.
В общем случае уравнение для определения размеров профиля с учетом равенства (179) можно представить в виде
![]()
причем для калибров различной формы оно будет решаться по-разному. Так, для квадратов, получаемых в ящичных калибрах: F=а2; DК=D—а, где D — диаметр стана или средний начальный диаметр; а — сторона квадрата.
После подстановки значений F и Dк в уравнение (180) получим а2= (D—а) =С/n, откуда а2D-а3=C/n. (181)
Решая это кубическое уравнение относительно а, получаем необходимые размеры профиля, удовлетворяющие константе калибровки (подобные уравнения легче всего решать подбором).
Для квадратов, врезанных на ребро: F=а2; DК=D — (а2/1,41а). После подстановки этих значений в уравнение (181) получим а2[D—(а2/1,41 а)]=С/n, или а2D—(а3/1,41) =С/n. (182)
Для круглых калибров

После подстановки значений Е и Dk, в уравнение (182) получаем





