На рудный двор для складирования и усреднения поступают железная, марганцевая руды и скрап.
После усреднения указанные материалы отгружаются рудным перегружателем в бункера доменного цеха или отправляются на агломерационную фабрику для агломерации.
Современные рудные дворы доменных цехов большей частью оснащены только козловыми кранами-перегружателями и вагоноопрокидывателями.
Краны-перегружатели. Применяемые на рудных дворах доменных цехов краны-перегружатели козловые краны представляют собой, оснащенные грейферными тележками. До недавнего времени машиностроительные заводы поставляли металлургическим предприятиям краны-перегружатели, изготовленные из элементов решетчатого сечения клепанной конструкции. В настоящее время такие краны-перегружатели не изготовляются. С 1970 г. Германской Демократической Республикой для металлургических предприятий Советского Союза поставляются краны — перегружатели новой конструкции. Фирма, изготовляющая указанные краны, специализировалась на выпуске кранов-перегружателей поточным методом.
На рис. 1 представлена новая конструкция кранов-перегружателей, которыми в настоящее время оснащаются металлургические предприятия.
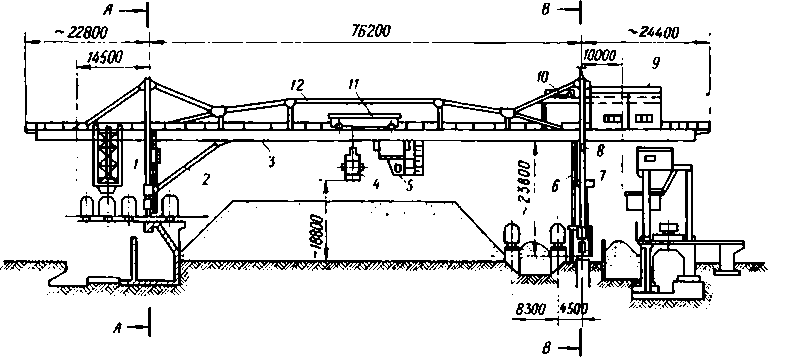
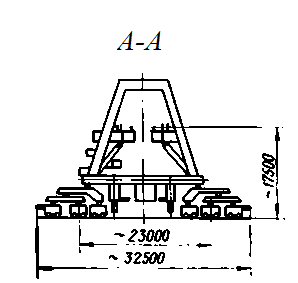
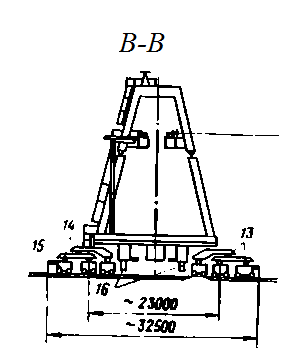
Рис. 1 — Общий вид крана-перегружателя
Все несущие элементы кранов выполнены коробчатого сечения из листового металла. Мост крана состоит из: ездовых балок 3, несущая способность которых увеличена шпренгелями 12 жесткой опоры 1, соединенной с ездовыми балками при помощи подкосов 2 гибкой опоры 7, снабженной шарнирами 8. Обе опоры соединены с ходовыми тележками 15 системой траверс 14 и шарниров 13. На грейферной тележке 11 установлены кабина управления 5, грейфер 4 и помещение для мотор-генератора и электропанелей. Каждая ходовая тележка имеет индивидуальный электропривод.
Обе ноги крана оснащены противоугонными устройствами, автоматически срабатывающими и удерживающими кран на месте при ветре свыше 15 м/с. Противоугонные устройства с машинным приводом включаются автоматически от датчика скорости ветра и имеют ручное дистанционное управление из кабины машиниста.
На гибкой ноге установлено устройство 6, сигнализирующее о забеге одной опоры относительно второй и автоматически выключающее привод хода моста при превышении предела перекоса. Грейферная тележка крана-перегружателя выполнена по обычной схеме и ничем не отличается от тележек, работающих на кранах старой конструкции. Кран оснащен ремонтным краном 10 грузоподъемностью 12,5 т, смонтированном в специальном помещении 9.
Техническая характеристика крана-перегружателя
Грузоподъемность грейферной тележки, т 32
Скорость подъема грейфера, м/мин 80
Скорость передвижения тележки, м/мин 200
Скорость передвижения крана, м/мин 30
Грузоподъемность ремонтного крана, т 12,5
Скорость подъема ремонтного крана, м/мин 5,75
Масса крана, т 1300
Вагоноопрокидыватели. Вся поступающая в доменный цех руда может быть разгружена через откидные днища полувагонов непосредственно на рудный двор как со стороны доменной печи, так и со стороны гибкой опоры крана. Кроме того, руда может быть разгружена в специальную траншею при помощи вагоноопрокидывателей.
В настоящее время на рудных дворах доменных цехов используются вагоноопрокидыватели двух типов: башенные и роторные, и те и другие могут быть стационарными и передвижными. Стационарные осуществляют разгрузку в одном месте, а передвижные — вдоль всего разгрузочного фронта рудного двора. Башенный вагоноопрокидыватель с боковой разгрузкой состоит из следующих основных элементов: опорной металлической башни, люльки, накатов, механизма зажима вагонов, механизма опрокидывания и толкателя вагонов. Башня представляет собой металлическую конструкцию, в которой размещены все механизмы вагоно- опрокидывателя. Башня опирается при помощи балансирных устройств на восемь спаренных ходовых тележек, имеющих индивидуальные электроприводы. При помощи этих тележек вагоноопрокидыватель передвигается вдоль всего фронта разгрузки на рудном дворе.
Башенные вагоноопрокидыватели с боковой разгрузкой по конструкции являются весьма сложным сооружением. Практика работы башенных вагоноопрокидывателей выявила их неудовлетворительные эксплуатационные качества. Эти вагоноопрокидыватели оснащены канатоемкими механизмами (механизм прижима полувагонов и механизм опрокидывания), канаты сильно нагружены, имеют значительные перегибы и поэтому часто выходят из строя, нарушая ритм работы по разгрузке вагонов. Кроме того, эти вагоноопрокидыватели оснащены энергоемким электрооборудованием (подъем каждого полувагона вверх и в сторону). Учитывая указанное, башенные вагоноопрокидыватели в на-стоящее время не изготовляют.
На всех вновь строящихся металлургических предприятиях устанавливаются только роторные вагоноопрокидыватели как более рациональные по конструкции, менее энергоемкие и более надежные в работе.
На рис. 2 представлена схема расположения механизмов стационарного роторного вагоноопрокидывателя. Он представляет собой конструкцию, состоящую из четырех дисков 10 с бандажами, соединенных между собой продольными балками и трубчатыми связями 8. На два крайние диска, кроме бандажей, насаживаются зубчатые венцы 3.
В нижней части ротора продольные балки 17 образуют мост, на который свободно опирается люлька, в поперечном сечении представляющая собой полураму 14, изготовленную из швеллеров. К люльке на тягах 16 шарнирно прикреплена общая для всего ротора платформа 15 с уложенными на ней железнодорожными рельсами. В нижней части люлька связана с роторными дисками шарнирными тягами 4. В верхней части к люльке приварены продольные швеллеры с вмонтированными между ними привалочными брусьями 13 с пружинными амортизаторами 12, предназначенными для предохранения стен вагонов от повреждения при ударе.
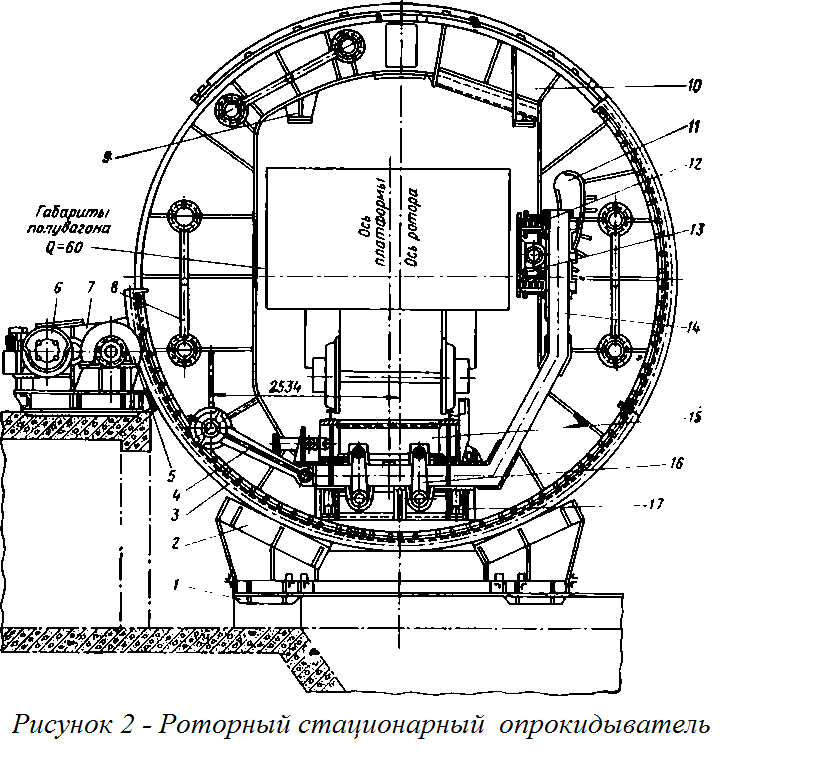
Для свободного движения люльки с полувагоном до верхнего упора 9 на концах продольных балок прикреплены цапфы, которые перемещаются на роликах в пазах 11 дисков роторов.
Ротор вагоноопрокидывателя вращается на роликовых опорах 1 балансирного типа, закрытых кожухами 2. Привод машины состоит из двух электродвигателей 6, двух цилиндрических двухступенчатых редукторов 7, выходные валы которых при помощи зубчатых муфт соединены с валами шестерен 5, находящихся в зацеплении с зубчатыми вецами концевых дисков.
Выгрузка полувагонов осуществляется в следующей последовательности. При повороте ротора на 10—15° платформа 15 с груженым полувагоном под действием собственного веса и усилия пружин прижимает полувагон к привалочным брусьям вагоноопрокидывателя. Ротор продолжает вращаться. При достижении угла поворота ротора 65—70° платформа 15 с люльками и полувагоном перемещается до соприкосновения полувагона с верхними упорами.
При дальнейшем вращении ротора до угла поворота в 175° происходит высыпание груза. В опрокинутом положении полувагона люлька и платформа вагоноопрокидывателя опираются на колесные пары полувагона.
Вагоноопрокидыватель оборудован двумя системами густой централизованной смазки: одна предназначена для смазки приводных механизмов, другая — для смазки трущихся частей люльки.
Техническая характеристика роторного вагоноопрокидывателя
Диаметр ротора, мм 7300
Длина ротора, мм 17020
Производительность, вагонов в час 30
Скорость вращения ротора, об/мин 1,3
Угол поворота ротора, град 175



