В процессе промышленного производства сплавов нередко возникают разного вида дефекты, в числе которых особенно распространены газового происхождения. К таким относятся газовая пористость и раковины.
Что это такое?
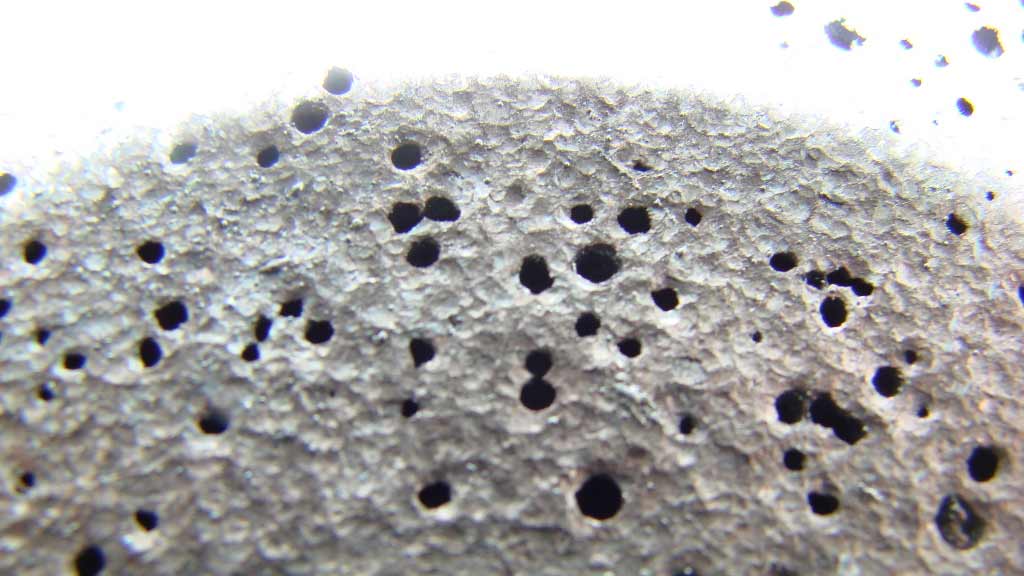
Газовой пористостью называется дефект, который представлен в виде мелких пор, образовавшихся в отливке за счет «застрявших» частиц газов, не успевших выделиться из затвердевающего сплава. Суть в том, что при начале охлаждения, кристаллизации и до застывания из жидкого расплава происходит выделение газов, это нормальное явление, но может так произойти, что они останутся в металлической полости.
Данный вид дефектов возникает в целом по причине происходящего механического выделения в жидкий расплавленный металл из внешней среды газовых пузырьков, что происходит во время заполнения литейной формы расплавом, а затем процесса охлаждения в ней сплава.
Дефект негативно отражается на эксплуатационных свойствах различных деталей, получаемых методом литья, а также снижают прочностные качества сплава.
Почему возникает дефект и как можно снизить возможность его образования?

Возникновение такого дефекта, как газовые пузырьки (пористость), напрямую связано с грубым нарушением технологического процесса литья (норм по осуществлению плавки, правил по обработке расплавов). Исследовательски-практическим путём выведены некоторые меры, которые способны предотвратить образование дефектов.
- Известно, что повышение газовой пористости может произойти как следствие:
- использования окисленной шихты;
- применения влажных присадок;
- чрезмерного перегрева расплава;
- недостаточной, слабой прокалки футеровок ковша для разливки металла или металлургической печи.
Для того чтобы предупредить негативную проблему в виде образования пористости, следует придерживаться ряда рекомендаций:
- правильно проводить подготовку шихты, не игнорируя процессы очистки от окислов;
- хорошо просушивать присадки, соблюдая продолжительность выдержки их в сушильных агрегатах;
- уделять повышенное внимание соблюдению температурных режимов, не допуская перегревания металла;
- обязательно после проведения футеровочных работ в печи или ковшах, проводить их просушивание и прокалку.
- Нередко газовая пористость является результатом некачественного раскисления. Также не стоит забывать, что есть ряд металлов, характеризующихся повышенной склонностью к активному газопоглощению. В этих случаях для недопущения образования данного дефекта в отливках рекомендуется в обязательном порядке проводить отдельную печную и внепечную обработку расплавленного металла, а именно:
- рафинирование (очищение) сплава;
- раскисление металла (это делают как в процессе плавки, так и перед разливкой по формам);
- в некоторых случаях осуществлять плавку в инертной среде (в инертных газах).