Прокатное производство в черной металлургии на сегодняшний день получило огромную востребованность. Применение проката наблюдается во всех сферах, а без заготовок и изделий, полученных таким путём, сложно представить современное…
Прокатное производство в черной металлургии на сегодняшний день получило огромную востребованность. Применение проката наблюдается во всех сферах, а без заготовок и изделий, полученных таким путём, сложно представить современное…

Прокатка профиля сегодня является одним из самых востребованных в мире процессов. Такая продукция нашла широкое применение в современном строительстве, ремонте и абсолютно разных сферах. Общие понятия Для начала…

Прокаткой называют металлургический процесс, во время которого происходит пластическое деформирование стали и металла на специальном стане под воздействием совершающих вращение валков (они в свою очередь могут быть как…
Если немного углубиться в историю, то можно отметить, что создателем первого стана для прокатки принято считать Леонардо да Винчи. Безусловно, оборудование тех лет было максимально простым, представляло собой деревянный станок с двумя железными валками. Схема современного прокатного стана сложнее/

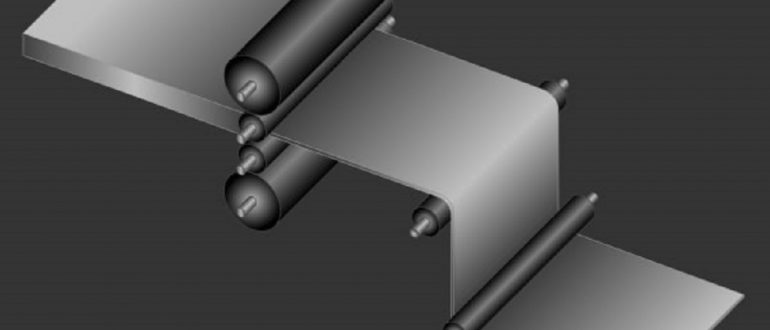
Суть процесса проста. Заготовка обжимается, подвергается сдавливанию, проходя через зазор между двумя вращающимися валами, отлитыми из прочного, твердого, износостойкого металла. Во время такой обработки происходит определенная деформация, и она уменьшается в толщине, но увеличивается в длину. Форму поперечного сечения называют профилем.
Для фиксации валков применяются подшипники скольжения, качения и жидкостного трения. Подшипники скольжения Подшипники скольжения выполняются открытого и закрытого типов (ПЖТ). Подшипники открытого типа выполняются в виде вкладышей из…
Сортаментом продукции станов холодной прокатки является тонкая полоса в рулонах и лист толщиной менее 1,5 мм, тонкий лист с точными размерами по толщине и ширине, и наконец, тонкий…
Агрегаты обжимных станов В обжимных станах слитки нагревают в специальных колодцевых печах и затем клещевыми кранами подают на кольцевую слиткоподачу. Далее слитки попадают на приемный рольганг, оборудованный весовым…
Главную рабочую линию прокатных станов составляют прокатная клеть, передаточные устройства и двигатель. Для современных прокатных станов характерны три способа передачи крутящего момента к рабочим валкам. Момент подается на…
Прокатный стан — это комплекс машин и агрегатов, предназначенных для осуществления пластической деформации металла в валках для получения изделий широкого ассортимента. Прокатную продукцию в зависимости от формы сечения…
К особенностям развития этих станов относится расширение их сортамента вследствие экономических строительных профилей: облегченных и тонкостенных балок, швеллеров, угловой стали. Полунепрерывные и непрерывные среднесортные станы прокатывают различные профили…
Крупносортный стан 500 (рис. 168) рассчитан на производительность 1 млн. т/год. В состав стана входит следующее оборудование. Для приема заготовок установлены стеллажи шлепперного типа. Нагрев заготовок осуществляют в…
Сортамент Массовым видом прокатной продукции являются сортовые профили. Сортовую сталь подразделяют на крупно-, средне- и мелкосортную. Соответственно и прокатные станы делят на крупно-, средне- и мелкосортные. В табл….
Процесс профилирования принципиально отличается от процессов прокатки и гибки в штампах. Основные различия между этими процессами следующие: 1. При прокатке полоса за каждый проход обжимается валками. Толщина, высота…
Требования к качеству гнутых сортовых и гофрированных профилей определяются условиями изготовления и службы изделий, для которых они назначаются. Сортовые и гофрированные гнутые профили из углеродистой стали обыкновенного качества…
Преимущества гнутых профилей Изготовление гнутых профилей на профилегибочных станах является высокопроизводительным процессом (скорость выхода готового профиля составляет до 150 — 180 м/мин). Горячая прокатка часто ограничивает, иногда и…
Для успешного ведения процесса прокатки очень важно иметь правильный вход и выход полосы из валков. Это обеспечивает валковая арматура. Сюда следует отнести все виды устройств и приспособлений, которые…
Профили, оси отдельных элементов которых расположены друг к другу под разными углами, называются фасонными. Сюда относят профили общего назначения (уголки, швеллеры, двутавровые балки, рельсы); специальные профили для строительства…
Биметаллический и многослойный прокат (проволока, трубы и листовая сталь) в настоящее время широко применяют в различных отраслях народного хозяйства. Например, в электротехнике и радиотехнике для изготовления провода применяют…
Станы винтовой прокатки в винтовых калибрах На стане осуществлена деформация исходного круглого прутка путем его ввинчивания в межвалковое пространство, образованное двумя или тремя вращающимися валками с винтовыми калибрами….
При непрерывной прокатке полоса находится одновременно в нескольких клетях (рис. 95). Такая прокатка может осуществляться только при условии, если соблюдается постоянство секундных объемов прокатываемого металла. При отклонении от…
Характеристика станов Заготовочные станы предназначены для прокатки заготовок для сортовых, проволочных, штрипсовых и трубных станов. Современные высокопроизводительные заготовочные станы устанавливают, как правило, за блюмингами, на одной оси с…
При прокатке на блюмингах, слябингах, обжимных и заготовочных станах имеют место потери металла в виде угара и обрезков. Угар — потери со шлаком и окалиной, образующейся при нагреве и…
На блюмингах и слябингах прокатку производят из слитков, различных по размерам и массе, что определяется марочным сортаментом стали, изготавливаемым на заводе. Время доставки составов со слитками к нагревательным…
Для удаления поверхностных дефектов блюмов и слябов в потоке на станах между реверсивной клетью и ножницами горячей резки устанавливают машины огневой зачистки (рис. 154). В этом случае зачистку…
Исходным продуктом прокатного производства являются слитки различной формы, размеров и массы. Из слитков получают полупродукт в виде блюмов, слябов, заготовок и сутунки, которые в свою очередь служат исходным…
Расположение оборудования в прокатных цехах По сортаменту выпускаемой продукции прокатное производство подразделяют на следующие виды: прокатку сортовой и листовой стали; производство труб; прокатку специальных видов продукции. Сортамент продукции…
Сварные трубы изготавливают различными способами электросваркой (с прямым швом, со спиральным швом), печной сваркой, электросваркой сопротивлением и т. д. Современными высокопроизводительными станами или агрегатами для производства сварных труб…
Трубы в холодном состоянии обрабатывают для достижения высокого качества их поверхности, а также когда невозможно получить трубы заданных размеров другими способами. Холодной обработкой производят трубы диаметром менее 0,1…
Бесшовные трубы изготавливают горяче- и холоднокатаными, а также холоднотянутыми из различных углеродистых, легированных и высоколегированных марок стали: хромоникелевых, хромомолибденовых, марганцовистых, коррозионно-стойких и других, удовлетворяющих требованиям жаропрочности, кислотоупорности и…