Сортаментом продукции станов холодной прокатки является тонкая полоса в рулонах и лист толщиной менее 1,5 мм, тонкий лист с точными размерами по толщине и ширине, и наконец, тонкий лист с заданными механическими свойствами. На станах холодной прокатки в качестве заготовки используют горячекатаные рулоны толщиной до 6,0 мм, поступающие с широкополосного стана горячей прокатки. На поверхности горячекатаного подката при нагреве образуется окалина, нарушающая стабильное течение прокатки и разрушающая валки. Поэтому первой операцией перед прокаткой полосы является травление в специальных кислотных растворах.
Для повышения производительности станов концы рулонов горячекатаной заготовки непрерывно свариваются между собой, что обеспечивает непрерывность травления в травильных агрегатах и при последующих обработках на станах, в машинах очистки, отжига, резки и т. п. Для снятии внутренних напряжений и получения необходимой структуры после холодной прокатки применяют отжиг. Предварительно для получения качественной поверхности полосу подвергают электролитической очистке в щелочных растворах. Также применяется прокатка с небольшими обжатиями — дрессировка, повышающая уровень механических свойств и штампуемости полосы.
Холодная прокатка рулонной полосы осуществляется в непрерывных трех-, четырех-, пяти- и шестиклетевых и реверсивных четырехвалковых и многовалковых станах.
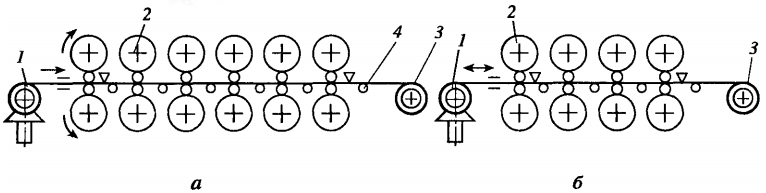
На рисунки 1,а показана схема непрерывного стана холодной прокатки с неменяющимся направлением прокатки. Лента с разматывателя 1 проходит через несколько клетей 2 и наматывается на моталке 3. Измеритель натяжения 4 следит за натяжением полосы. В случае реверсивного стана (рисунок 1, б) направление прокатки меняется за счет изменения направления вращения разматывателя 1, валков 2 и моталки 3. В указанных станах применен индивидуальный привод каждой клети.
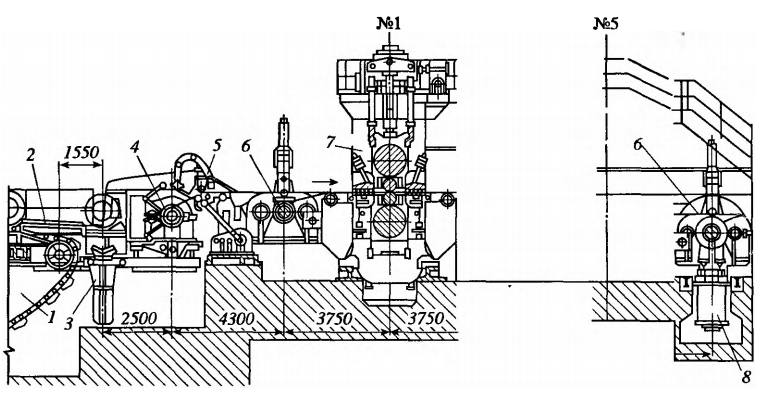
Цех холодной прокатки с реверсивным пятиклетевым четырехвалковым станом 1700 (рисунок 2) предназначен для прокатки листов и полос в рулонах толщиной 0,4-2,0 мм и шириной до 1550 мм из стали с временным сопротивлением до 650 МПа (горячекатаная полоса толщиной до 6,0 мм и шириной до 1550 мм). К непрерывному травильному агрегату горячекатаные полосы поступают в рулонах массой до 23 т. На стане рулон цепным транспортером 1 подается на наклонный стол 2, где с помощью подъемной тележки 3 он перекатывается на подъемный стол. Подъемный стол перемещается вправо и устанавливает рулон по оси разматывателя. После зажима рулона в разматывателе его конец отгибается скребковым отгибателем 5. Минуя левую моталку 6, конец рулона заводится в первую клеть 7 и после выхода из последней клети заводится в захватное устройство моталки 6. Начинается прокатка рулона. Для дальнейшей прокатки изменяется вращение валков клети на обратное; моталки заменяются разматывателями. После окончании прокатки готовый рулон взвешивается, маркируется и обвязывается. Затем рулон вилочным снимателем с помощью подъемника рулонов 8 передается на склад (стеллаж) готовой продукции.
Непрерывный стан 2000 состоит из пяти клетей 630/1600 х 2000. Загрузочное устройство стана состоит из шагового транспортера на пять рулонов, с которого тележка подъема вертикально перемещает и подает рулон на ось разматывателя. Здесь же расположены тянуще-правильные ролики для центрования полосы и создания заднего натяжения. После зажима рулона в разматывателе конец ленты заводится в первую клеть и далее перемещается до выхода из последней клети. Затем конец ленты зажимается в приемной моталке. Все рабочие клети имеют одинаковую конструкцию. Рабочие валки установлены на конических четырехрядных подшипниках, опорные валки — на ПЖТ в комбинации с двухрядными коническими роликоподшипниками. Диаметр нажимного винта 560 мм. Для регулирования точности толщины полосы все клети снабжены механизмом противоизгиба. Привод клети образуют два двигателя и редуктор.
Диаметр и конструкция барабана моталки зависит от толщины листа. При прокатке ленты толщиной свыше 1,5 мм используется барабанная моталка с захватной щелью и зажимом конца полосы. Непрерывность процесса прокатки обеспечивает стыкосварочное устройство осуществляющее постоянную сварку нового рулона с рулоном, находящимся в процессе прокатки. В момент сварки при неподвижных барабанах «питание» стана осуществляется выборкой полосы из петлевого аккумулятора.
Стан оборудован месдозами для измерения усилия прокатки, усилия на нажимных винтах, измерителями температуры и давления масла. Готовые рулоны обвязываются, взвешиваются, отжигаются и отправляются на склад готовой продукции, а также к правильной машине или в отделение отжига. В отделении отделки используются ножницы для обрезки боковых кромок листов. После обрезки рулон пропускается через 13-ти или 17-ти роликовую правильную машину. Для правки могут использоваться правильные машины с растяжением. После этого листы маркируют, промасливают и транспортируют на склад готовой продукции.
При необходимости прокат поступает на агрегат термообработки, после которого идет дрессировка на двухвалковом стане 900 х 2800, правка на растяжной и роликовой машинах.




