Преимущества гнутых профилей
Изготовление гнутых профилей на профилегибочных станах является высокопроизводительным процессом (скорость выхода готового профиля составляет до 150 — 180 м/мин).
Горячая прокатка часто ограничивает, иногда и вовсе не дает возможности получить необходимые и наиболее выгодные, с точки зрения прочности, профили, а также профили с тонкими стенками. Метод гибки в валках дает возможность получать профили с наиболее рациональным распределением металла по сечению, в связи с чем могут быть достигнуты максимальные прочность и жесткость при минимальном расходе металла. Применение гнутых профилей в различных отраслях народного хозяйства обеспечивает 10-—75, а в среднем 25 % экономии металла.
На профилегибочных станах можно получить профили, которые позволят одним специальным гнутым профилем заменить конструкции, состоящие из двух и более горячекатаных профилей. Это обеспечивает значительную экономию металла, а в процессе монтажа резко сокращает необходимость в операциях клепки, сварки и сборки, что приводит к уменьшению трудовых затрат.
Горячекатаные профили имеют неодинаковую толщину (большую в углах и меньшую у кромок) и резко выраженные наружные грани углов, поэтому эти профили труднее поддаются изгибу, сварке и другим сборочным операциям. Применение в конструкциях гнутых профилей с одинаковой толщиной по всему сечению и закруглениями внешних углов создает идеальные условия для сварочных работ, и благодаря тому, что полки гнутых профилей имеют прямые кромки, облегчается выполнение технологических операций по сборке и монтажу изделий.
Изготовление деталей методом профилирования уменьшает, а зачастую и устраняет значительные затраты на механическую обработку и большие потери металла при изготовлении их другими способами. При профилировании коэффициент использования металла составляет 99,5 — 99,9 %, а величина брака в 8— 10 раз меньше, чем при горячей прокатке на сортовых станах.
Холодное профилирование металла сопровождается наклепом, при этом исходный материал упрочняется и повышается предел текучести готовых профилей на 10 —15%, благодаря чему можно дополнительно уменьшить массу машин.
Гнутые профили, изготовленные на профилегибочных станах, не требуют последующей правки, так как при соответствующей настройке стана могут быть устранены изгибы полос в вертикальной и горизонтальной плоскостях, а также скручивание их.
Профилирование можно объединить в одну непрерывную линию с другими производственными и отделочными операциями: сваркой, резкой металла на мерные длины, пробивкой отверстий и т. д. Сочетание профилирования с другими технологическими процессами способствует резкому увеличению производительности труда, улучшению качества готовой продукции, уменьшению затрат вспомогательных материалов и т. д.
Гнутые профили можно изготовлять из самых разных материалов: горячекатаной и холоднокатаной листовой углеродистой и легированной стали, титана, алюминия, меди, латуни, других материалов и сплавов.
Оборудование для профилирования менее сложно и дешевле в изготовлении, чем прокатное и прессовое. Изготовление рабочего инструмента профилегибочных станов (валков, роликов, проводок) значительно дешевле изготовления штампов даже для простых профилей.
Точность размеров профилей значительно выше, чем при горячей прокатке. Профили малых размеров можно изготовлять в пределах второго класса точности. Точность в размерах профилированных элементов обеспечивает их взаимозаменяемость и возможность получения профилей, соединяющихся между собой замками.
Высокое качество поверхности, хороший внешний вид гнутых профилей обеспечили широкое применение их для различных отделочных и декоративных элементов в строительстве и машиностроении. Меньшее число дефектов на поверхности гнутых профилей обеспечивает также большую коррозионную стойкость и высокую конструкционную прочность.
Процесс профилирования позволяет изготовлять профили из заготовок с предварительно обработанной поверхностью или поверхностью с покрытием без нарушения ее качества. Капитальные и трудовые затраты при изготовлении гнутых профилей невелики.
Характеристика исходных материалов для гнутых профилей
Для изготовления гнутых профилей различных форм и размеров используют горячекатаную и холоднокатаную легированную сталь, цветные металлы, а также биметаллические или плакированные материалы (окрашенные, оцинкованные, никелированные, хромированные). Успешно изготовляют гнутые профили также из магния, при формовке которого необходим небольшой подогрев.
Материал для изготовления сложных профилей не должен иметь структурно свободного цементита и резко выраженного предела текучести, так как возможно появление соответственно трещин в местах изгиба полосы или рябизны на поверхности готового профиля. Гнутые профили в холодном состоянии изготовляют в основном из стали с временным сопротивлением разрыву до 590 МПа. При профилировании с нагревом мест изгиба сортамент стали для изготовления гнутых профилей значительно расширяется. Пригодность для профилирования высокоуглеродистых и легированных марок стали определяется их пластичностью и твердостью. Стали, применяемые для массового производства гнутых профилей, по их химическому составу и механическим свойствам разделяют на три группы: сталь обыкновенного качества, качественную и низколегированную.
Травленый металл и нержавеющие стали следует профилировать с меньшей скоростью, применять смазки, подбирать соответствующий материал валков, так как при больших скоростях возможно образование задиров на поверхности профилей и налипание металла на валки. Выбор материала определяется также толщиной стенок сечения, формой и назначением профиля.
Качество заготовки существенно влияет на стабильность процесса профилирования и качество готовой продукции. В связи с этим к заготовке предъявляют соответствующие технические требования, учитывающие точность исходной заготовки перед роспуском и технические возможности профилегибочного агрегата.
В качестве исходных заготовок при производстве гнутых профилей применяют полосы, ленты и листы с обрезанными кромками. Материалом для профилирования обычно служит сталь не только потому, что она пластична и легко деформируется, но и потому, что имеет наибольшее распространение.
Для горяче- и холоднокатаных заготовок с дрессировкой допуск по ширине составляет ±2,5 мм. Разнотолщинность заготовки по ширине на участках шириной 40 мм у кромок и на середине заготовки не должна превышать 0,1 мм.
Поверхность заготовки должна удовлетворять требованиям стандартов:
- ГОСТ 16523 — 70 и ГОСТ 14637 —69 —для горячекатаной нетравленой заготовки из углеродистой стали толщиной соответственно до 4 мм и ≥4 мм;
- ГОСТ 16523 — 70 (третья и четвертая группы) и ГОСТ 14637 — 69 — для горячекатаной травленой заготовки из углеродистой стали толщиной соответственно до 4 мм и ≥ 4 мм;
- ГОСТ 16523 — 70 (вторая и третья группы)—для холоднокатаной заготовки из углеродистой стали толщиной до 4 мм.
Волнистость и коробоватость на 1 м длины не должна превышать: 15 мм для горячекатаной и 10 мм для холоднокатаной дрессированной стали толщиной 1 — 2 мм. Ребровая кривизна (серповидность) заготовок не должна превышать 1 мм на 1 м длины полосы. Общая кривизна не должна превышать произведения нормы кривизны для 1 м на длину полосы в метрах.
Заготовку в рулонах принимают и передают только партиями. Разрыв партии не допускается. Партией считают рулоны только одной плавки, одной толщины, одной ширины, при одинаковом режиме термической обработки.
Рулоны, поставляемые в цех гнутых профилей, обвязывают одной упаковочной полоской по окружности, связку рулонов увязывают через их отверстия одной или двумя упаковочными полосками или проволокой. Каждый рулон маркируют краской с нанесением номера плавки, марки стали, размера заготовки и номера бригады.
Характеристика и сортамент гнутых профилей
Гнутые профили проката относятся к одному из новых экономичных видов металлопродукции, которые изготовляют методом последовательного формоизменения полос и листов в валках профилегибочных станов. Эти профили могут иметь поперечное сечение самой различной конфигурации, быть замкнутой и полузамкнутой формы. Гнутые профили получают из цветных металлов и сплавов, углеродистой, низколегированной и легированной марок стали.
Гнутые профили профилированием можно получать не только с поперечным сечением сложной конфигурации, но и с продольными и поперечными гофрами, сварные и завитые по дуге, перфорированные с элементами двойной толщины, плакированные пластиками и другими покрытиями.
На профилегибочных станах изготовляют гнутые профили толщиной 2 — 8 мм из заготовки шириной до 600 мм и 1 — 4 мм из заготовки шириной до 1500 мм.
Классификация гнутых профилей
Холодногнутые профили всех типов (рис. 218), несмотря на их большое разнообразие, можно разделить на две группы: гофрированные и сортовые.

Гофрированные профили независимо от числа гофров, их формы и размеров можно разбить также на две группы: профили с открытыми гофрами (длина гофров равна длине профиля) и профили с периодически повторяющимися гофрами (по длине гофры периодически повторяются и отделены один от другого плоскими участками).
Профили с периодическими гофрами можно разделить на подгруппы: с продольными гофрами, с поперечными, с продольными и поперечными. К сортовым холодногнутым профилям относят сталь угловую равнобокую и неравнобокую, швеллеры равнополочные и неравнополочные, С-образные профили, сталь корытную, профили замкнутые и специальные.
Сортаментом называют совокупность профилей и их размеров, получаемых профилированием на одном или на группе профилегибочных станов. Сортамент стальных гнутых профилей, определен соответствующими ГОСТами и каталогом гнутых профилей. В эти стандарты включены следующие профили: сталь угловая равнобокая и неравнобокая, швеллеры равнополочные и неравнополочные, С-образные профили, сталь корытная равнополочная, профили стальные гнутые листовые с трапециевидным гофром, специальные профили для вагоностроения, профили для оконных и фонарных переплетов и оконных панелей промышленных зданий, сталь холодногнутая для железнодорожных платформ и полувагонов, сталь листовая гофрированная холодногнутая.
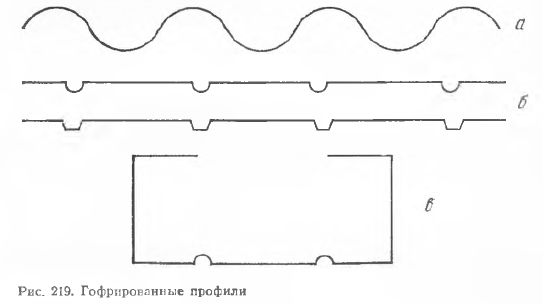
Используемые в народном хозяйстве гофрированные профили с открытыми продольными гофрами по их форме, размерам и расположению в поперечном сечении можно разделить на три группы: профили, все поперечное сечение которых (или значительная часть его) гофрировано и между гофрами нет прямолинейных участков (рис. 219,а); профили в поперечном сечении которых гофры отделены один от другого прямолинейными участками (рис. 219,6); профили сортовые с гофрами (рис. 219, в). Перечисленные профили могут иметь гофры различной формы (полукруглые, прямоугольные, треугольные и т. д.), разной высоты, ширины и с разным межцентровым расстоянием.
Широкий сортамент сортовых и гофрированных профилей, применяемых до последнего времени, явился следствием того, что потребители изготовляли их для собственных нужд на имеющемся оборудовании. При этом для производства профилей, различающихся между собой формой, шириной и высотой гофров и другими размерами, требовалось большое число профильных валков, на изготовление которых расходовалось много дорогостоящей стали. С целью уменьшения числа профилеразмеров и сокращения расходов на освоение их производства были проведены унификация и стандартизация всех гнутых профилей.




