Литье под давлением является процессом, включающим много технологических нюансов. Он требует от литейщика мастерства, опыта, повышенной внимательности и аккуратности. Дело в том, что малейшая ошибка, неточность, спешка – все они способны привести к очень серьёзному браку литья, который сложно, а порой и невозможно устранить. К ним относятся:
- различные дефекты поверхности отливок (спаи, ужимины);
- недолив;
- трещины и многие другие.
Для того чтобы не допустить брака, и успешно бороться с проблемами, нужно понимать, какими причинами они могут быть вызваны.
Дефекты поверхности

Группа дефектов поверхности отливок – самая обширная из всех. Рассмотрим несколько самых распространенных.
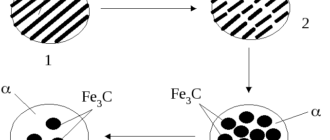
- Спаи (они же неслитины). Их образование возникает в результате соприкосновения двух потоков охлажденного металла. Дело в том, что при контакте с воздухом и охлаждении металл покрывается оксидной плёнкой, которая мешает слиянию. Избежать проблемы можно только сокращением времени заливания расплава в формы и использование формовочных материалов, обладающих пониженной теплоаккумулирующей способностью.
- Корольки. Так называются дефекты, которые были образованы брызгами металла во время его заливки в форму. Разбрызгивание может быть следствием неправильного процесса заполнения формы или конструкции литниковой системы. Из брызг образуются шарики, быстро затвердевают и уже не способны идеально слиться с металлом.
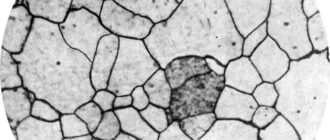
- Ужимины. Они являются следствием разрыва слоя формовочной смеси под негативным влиянием скопившегося конденсата и появляются после затекания в полость разрыва металла. Избежать их можно при использовании строго сухих форм для заливки и применении смесей с низкой влажностью.
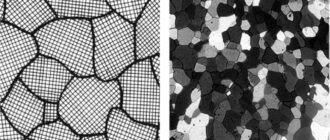
- Складчатость. Появление множества «морщин» на поверхности связывают с повышенным скоплением углерода на поверхности формы, который выделяется из связующих материалов путем температурного разложения. Устраняется снижением использования в технологии органических смесей.
Трещины
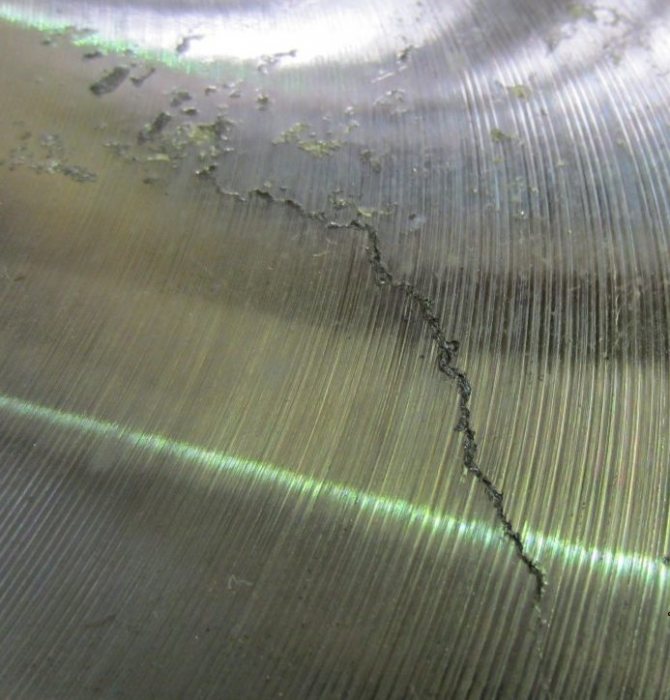
В отливках в процессе затвердевания могут образоваться трещины. Есть горячие, холодные, межкристаллические. Как правило, это результат внутреннего усадочного напряжения. Их возникновение негативно отражается на прочности литого изделия. Избежать появления горячих трещин можно путем создания оптимальной литейной формы, устранение некоторых делается путем обработки поверхности отливки. Внутренние межкристаллические трещины предотвращают путем снижения в стали серы и азота.
Приливы, заливы и недоливы
К частым видам брака литья под давлением относятся также приливы и заливы — утолщения на отливках, которые не соответствуют чертежу. Также к этой группе браков относится подутость, которая может происходить от влияния статического давления металла на стенки формы, оказавшейся недостаточно уплотненной. Не менее частые — просечки и заусеницы, неизбежно появляющиеся при использовании формы с трещинами, в которые затекает металл. Недоливами называют неточность размеров отливки, возникшие при завышенной её площади, при гидравлическом ударе, при запрессовке.