Технология создания изделий различных форм с помощью пресса подразумевает использование специальных устройств. Пуансон и матрица – это устройства, с помощью которых из металла, пластика, и прочих материалов можно получать детали определенной конфигурации. Чем точнее геометрия формообразующей оснастки — тем качественнее изготавливаемые изделия.
Определения, назначение матрицы и пуансона
Рассматривая разнообразные виды пресс-форм, необходимо знать, что собой представляет каждая из них: определение, особенности, конструкция, что характерны для каждой формующей установки. Что такое пуансон и матрица, какова их конструкция и как используется эта оснастка в прессовочном и штамповочном оборудовании?
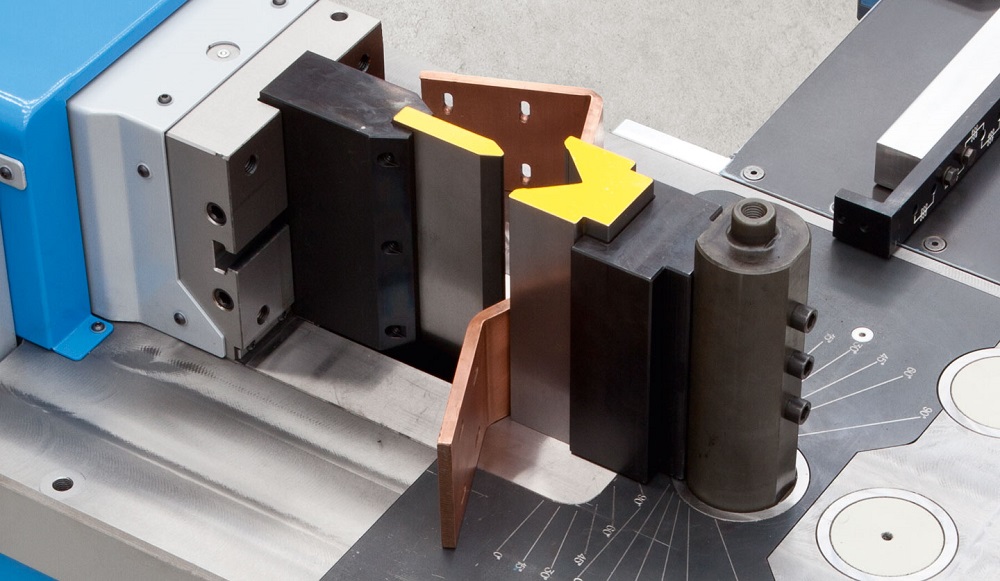
Определение матрицы звучит следующим образом — это короб, определяющий форму будущей детали. В металлургии пресс-форма — это две стальные плиты на направляющих колонках с втулками, при совмещении образующие углубление. Применяется для отливки крупных деталей. Для охлаждения между основанием вставок и пресс-формой устанавливаются медные трубки.
Конструкция стандартной пресс-формы представляет собой полость с параллельными стенками без крышки. Классифицируется эта оснастка как:
- простая — формирующая одну деталь;
- сложная и комбинированная — для нескольких изделий.
Теперь о том, что такое пуансоны. Это вставка, совпадающая с конфигурацией оснастки, формирующая верхнюю часть изделия и выполняющая три операции:
- прессование;
- штампование;
- маркировка.
Для чего нужен пуансон: основные сферы применения: металлообработка, производство стройматериалов и др. Конструкционно пуансоны делятся на:
- пробивные;
- просечные;
- прошивные;
- вырубные.
В технологическом процессе использования пресс-формы упоминаются также такие термины, как: литниковая втулка — транспортировочный канал, по которому сырье через отверстие подается в матрицу; формующая полость — пространство между матрицей и пуансоном, определяющая конфигурацию изделия; линия разъема пресс-формы — точки схождения деталей оснастки.
Изготовление пресс-форм
Принцип действия этой пары заключается в следующем: в форму помещается сырье, из которой делаются детали или заготовки для них, после чего она накрывается пуансоном, который выдавливает через матрицу изделие необходимой конфигурации.
Для эффективного продавливания заготовки, особенно если обработка деталей осуществляется под высоким давлением и при критически высоких температурах, используются следующие материалы матрицы и пуансона:
- Для холодных технологий — закаленные инструментальные стали с высокой устойчивостью к износу и коррозийным явлениям.
- Для технологий обработки горячих деталей — износостойкие высокопрочные, устойчивые к деформированию с параллельной термообработкой.
- Полимеры повышенной твердости. Это материал, обладающий универсальным набором свойств — прочностью, эластичностью и износостойкостью.
Пресс-форма: особенности эксплуатации
Пуансон — это простая, практичная, удобная в обслуживании, многофункциональная оснастка промышленного оборудования. Чтобы работать с ней, достаточно регулярной чистки поверхностей от используемого в итоговом изделии сырья. Для этих целей применяется механическое удаление оставшихся после формовки и штамповки частиц бетона, сплавов, пластика при помощи шпателя или щетки.
При этом на плоскостях оснастки не должно быть зазоров, заусенцев, трещин и других деформаций. Чтобы устранить дефекты, появляющиеся в процессе эксплуатации, цилиндрические пуансоны подвергаются следующим обслуживающим операциям:
- шлифованию — сначала черновому, потом чистовому;
- тщательной полировке;
- заточке.
Фасонные пуансоны изготавливаются оттиском, после чего деталь подвергается закалке: в течение 8 мин. удерживается температурный режим 780℃, затем осуществляется финальная доработка изделия. Оснастка для сложных фигур вытачивается на металлообрабатывающем оборудовании. Качественная матрица должна длительное время максимально точно обеспечивать идеальную линию среза.
Для обеспечения качества процесса производства деталей и заготовок, чистке подвергается и оборудование: его обрабатывают струей воды под давлением, после чего оставляют на просушивание.
Довольно частая замена матрицы и пуансона для пресса говорит о том, что это детали, подверженные быстрому износу. На сроки их эксплуатации влияет интенсивность и область использования, в среднем же они служат от 4 до 6 лет. Выпускаются настолько разнообразные конфигурации пуансонов и матриц, что это покрывает потребности целого ряда отраслей:
- строительной;
- автомобильной;
- авиационной;
- машиностроения;
- металлообработки;
- станкостроения и пр.
Таким образом, с помощью матрицы и пуансона можно наладить производство деталей, отличающихся идентичными габаритами, конфигурацией и структурой.
Роль зазора между деталями формы
Зазор между матрицей и пуансоном — важный параметр, от точности соблюдения которого зависит качество получаемой продукции, их соответствие техническому регламенту. При недостаточном расстоянии срез получается рваным и слоистым. Превышение этого параметра приводит к тому, что тонкий материал может втягиваться в станок, что приводит к его разрушению — он попросту разрывается. На заготовках с большим сечением образовываются скругленные кромки. Расчет этого параметра ведется на основе толщины используемого материала, которая может составлять от 0,5 до 12 мм. При этом допуск не более 4-16% от толщины исходного сырья.
Итак, отвечая на вопрос, что это такое — пуансон и матрица, можно сказать, что это устройство для формовки деталей различной конфигурации из металла, пластика, строительных смесей.