Производство отливок существенно уменьшает трудовые затраты на обработку деталей. Литниковая система при литье используется для транспортирования расплава из ковша в пресс-форму. Благодаря ей происходит равномерное заполнение пустот и полостей, гарантируется кристаллизация металла без напряжений. Рассмотрим, литник – что это такое, а также какие бывают виды литниковой системы (ЛС) и её особенности.
Что такое литник?
Литник представляет собой стержень, отвечающий за:
- поддержку модели в процессе изготовления пресс-формы;
- обеспечение выхода из формы расплавленного воска;
- образование входа, через который заливается или загоняется металл;
- ориентирование модели так, чтобы сводить до минимума потоковые завихрения в процессе заполнения формы.
Литниковая система и особенности её состава
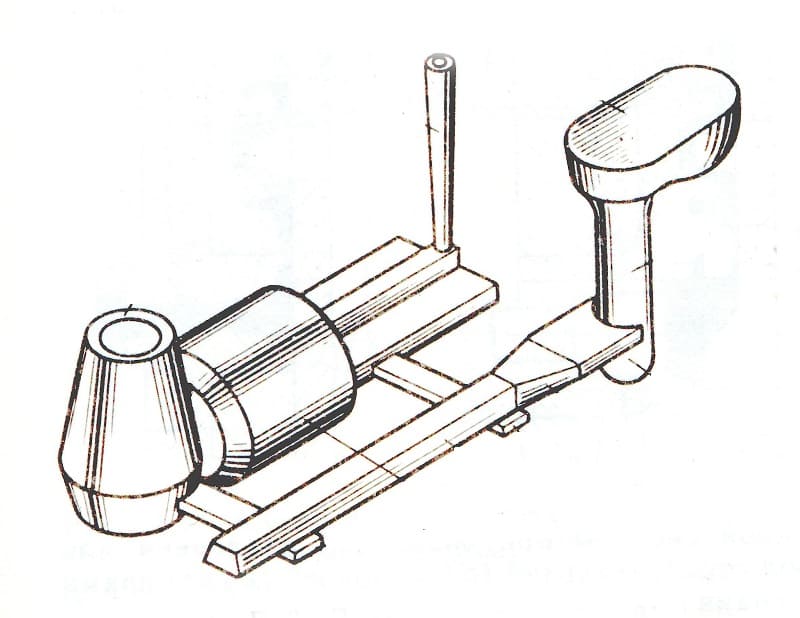
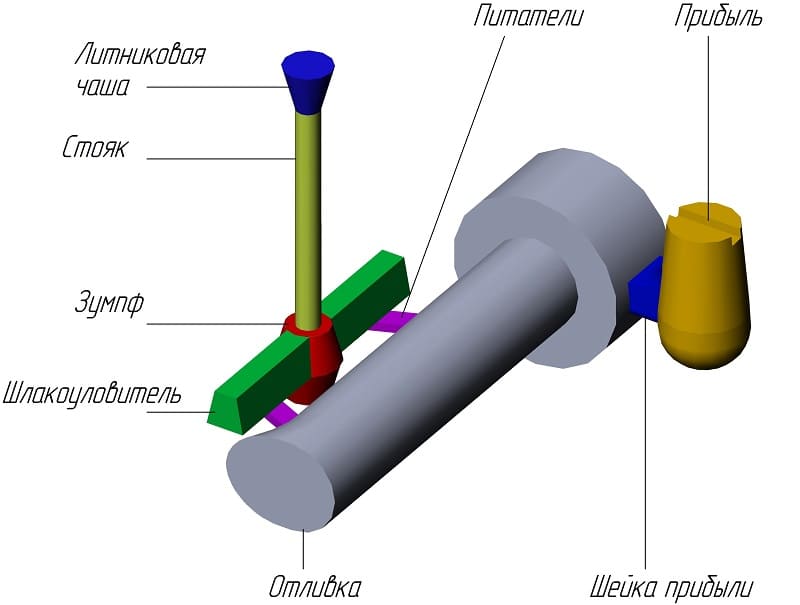
ЛС – совокупность компонентов пресс-формы для литья, представляющая собой каналы и полости, которые предназначены для подведения расплава в форму с целью её заполнения. Это сложная конструкция, включающая несколько элементов, каждый из которых выполнят определенную функцию. Состав литниковой системы представлен:
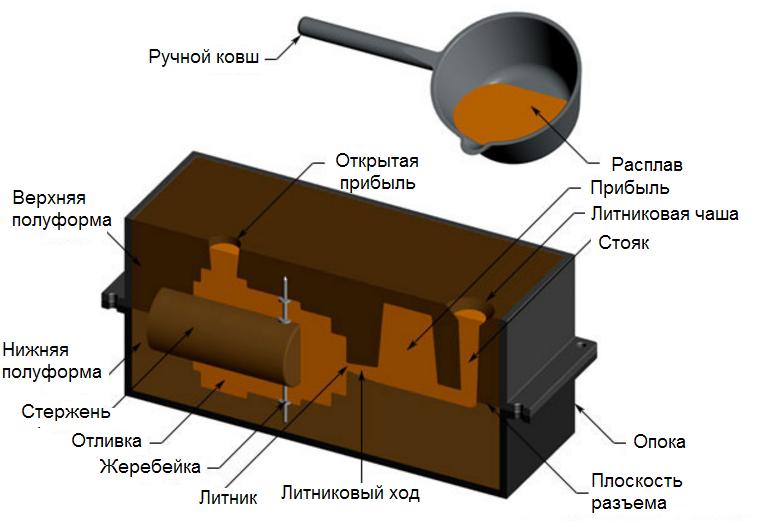
- Литниковой чашей – принимает расплавленный металл и подает его в полость формы.
- Стояком – вертикально или наклонно расположенный канал, подающий расплав в иные элементы ЛС (исключение – чаша) или рабочую область пресс-формы.
- Шлакоуловителем – задерживает неметаллические включения расплава (шлаков, песчаных частичек и пр.).
- Питателем – канал для подвода расплавленного металла в формовую полость.
- Выпором – вертикальный канал для выведения газов из формы, а также данный элемент контролирует заполнение рабочей полости расплавом.
- Прибылью – полость в пресс-форме, заполняемая расплавленным металлом для питания крупных элементов отливок в процессе затвердения.
Это основные элементы литниковой системы, но конструкция может иметь дополнительные составляющие.
Назначение литниковой системы
Транспортирование жидкого расплава без разрушений стенок и равномерное наполнение формовых полостей с постоянной скоростью и есть назначение литниковой системы. Благодаря лабиринту ходов из стояков, прибылей и питателей:
- отделяется шлак от металла;
- не пропускается и отделяется воздух;
- выводятся накопившиеся газы;
- регулируется кристаллизация;
- питаются формы при остывании.
Форма элементов ЛС создает препятствие контакта поверхности остывающей отливки с воздухом, а также позволяет равномерно охладить отливку, исключая переходные зоны и места быстрой кристаллизации.
Типы литниковых систем
Существуют следующие виды литниковых систем:
- верхняя – питатель подводится сверху отливки, в прибыль или под неё;
- сифонная или нижняя – питатель подводится снизу отливки;
- боковая – питатель подводится к отливаемому изделию по разъему;
- этажная или ярусная – питатель подводится к отливке одновременно на нескольких уровнях. Вертикально-щелевая является подвидом этажной ЛС;
- дождевая.
Правила установки ЛС
Построение ЛС осуществляется по таким принципам:
- при литье каждый участок отливки должен находиться в одинаковых условиях;
- все участки с толстыми стенками должны обладать дополнительным депо жидкого металла, что необходимо для недопущения усадочной раковины, образования пор и рыхлости;
- к тонким участкам следует подводить самый горячий металл.
Расположение и тип ЛС подбирают, учитывая конфигурацию заготовки и её размеры. Металлом должно равномерно заполняться всё пространство. При этом, необходимо, чтобы скорость была одинаковой и не разрушила внутренние стенки пресс-формы.


