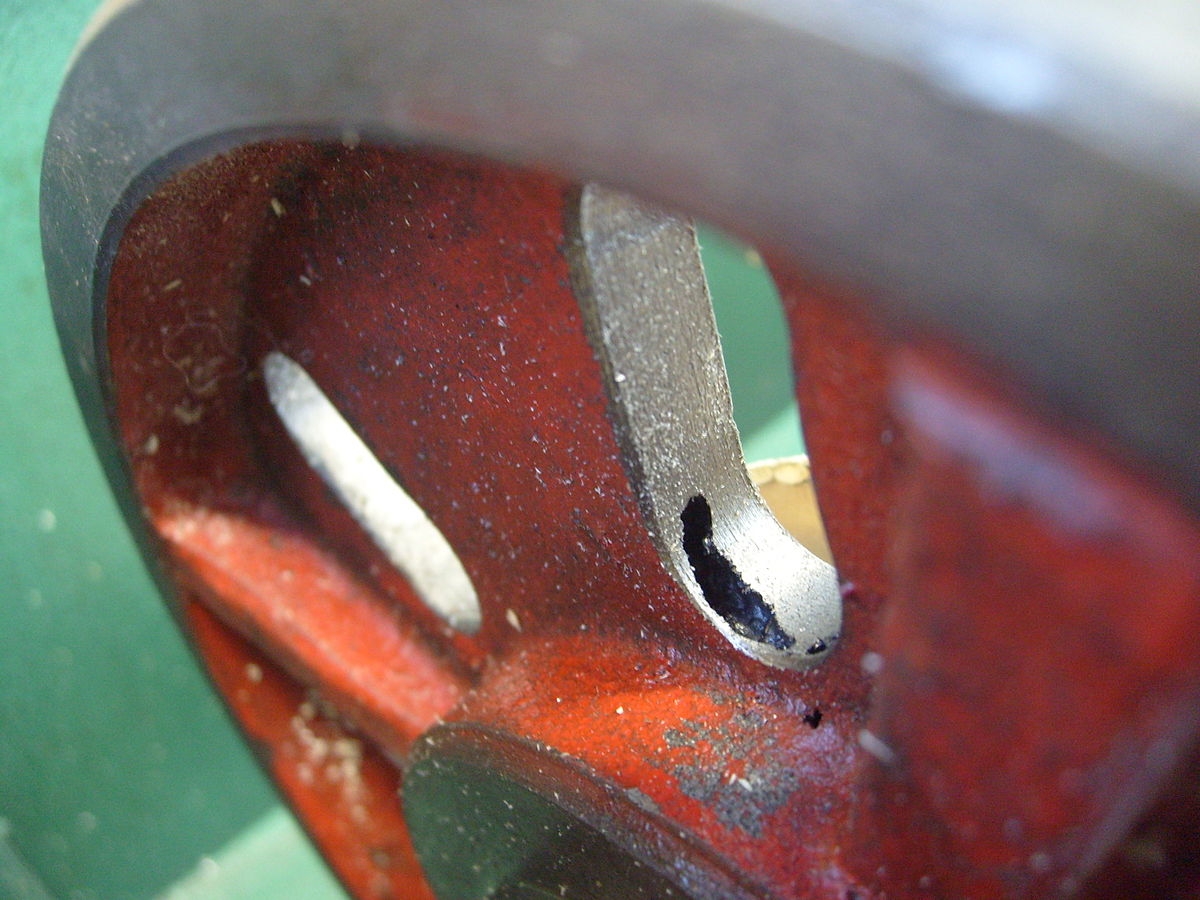
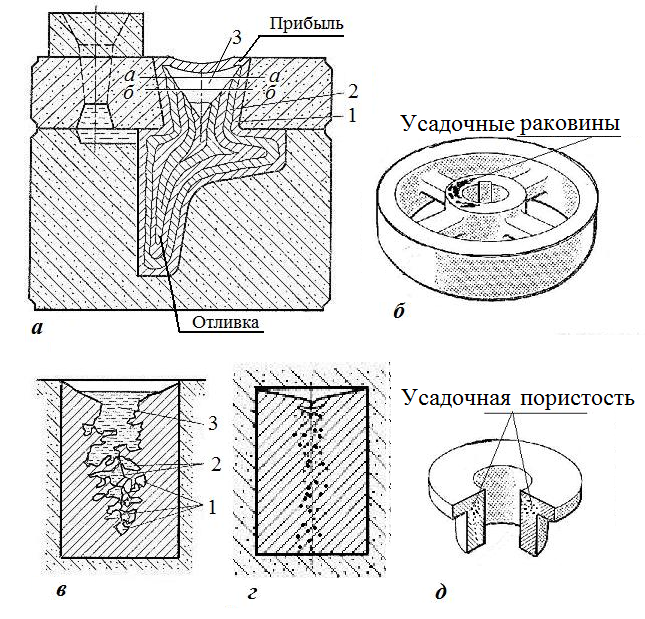
В процессе формирования металлических отливок можно наблюдать такое явление как уменьшение их объёма и геометрических параметров. Этот процесс и называют усадкой металла. На первый взгляд это может показаться неважным и безобидным, но в то же время нужно понимать, что такие изменения влекут за собой возникновение внутреннего напряжения, внешнюю усадку поверхности и образование на слитках усадочных раковин, а также пористость.
Что это за явление, как выражается? Провоцирующие факторы
Стоит заметить, что усадка металла — это один из самых главных показателей, которые описывают литейные свойства различных сплавов. Именно они влияют на возникновение нежелательной пористости, усадочных раковин и т.п.
В жидкообразном состоянии этот показатель выражают в объёмных единицах, после перехода в твёрдые фазы – в линейных. Они называются усадочными коэффициентами. Отмечают изменения габаритов в ходе кристаллизации и последующего полного охлаждения.
В литейном производстве всегда предварительно оценивают склонность металла и сплава к усадке при литье. Установлено, что усадочные дефекты развиваются и распределяются по слитку в зависимости:
- от комплексного влияния на процесс специфических факторов, которые провоцируют и усиливают усадочные свойства;
- от кинетики и тепловых условий, которые созданы при формовке отливков.
Прежде чем приступать к разливке уже сформированной по составу плавки, на технологических пробах в металлургических лабораториях определяется склонность полученного состава к данному процессу. Пробы представляют собой небольшие изделия (они могут быть как мини-слиточки, иметь вид усечённого конуса, цилиндрические, шарообразные – размеры и формы не стандартизированы). Этот показатель нужен для регулировки технологических параметров (температуры разливки жидкости, кристаллизации, затвердевания и т.п.).
Виды усадок, причины и особенности
Разобравшись в общем, что такое усадка металла, перейдем к рассмотрению явления по видам.
- Линейная.
Таким видом называют разницу между размерами рабочей полости формы для литья и окончательной геометрией отлитого слитка. Измерение показателя производится в процентных соотношениях и в долях. Основной причиной данного явления является термическое сжатие, которое неизбежно происходит при охлаждении металла до комнатных температур. Начинается усадочный процесс с момента, когда температура ещё находится выше линии солидуса, но при этом уже образовано достаточно твёрдой фазы, сформировавшей каркас. Увеличение усадки стали, чугуна, цветных металлов обусловлено повышенными термическими напряжениями, которые возникают при охлаждении. В целом, нормальными усадочными показателями для стали и сплавов титана считаются 2-2,5%, для серого чугуна – до 1,8%.
В металлургии также встречается затруднённая линейная, она же – литейная усадочная деформация. Это разновидность, характеризующаяся тем, чёткая геометрия форм при ней не сохраняется, т.к. металл «усаживается» в отдельных местах, и это уже зависит от коэффициента расширения.
- Объёмная.
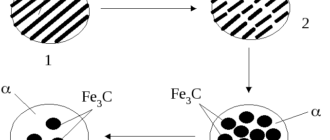
Объёмной называют усадку сплавов, характеризующуюся таким изменением (как понятно по названию) как уменьшение объёма отливок в результате термического сжатия, происходящего во время охлаждения металла, кристаллизации и до начала линейной усадки. Данная разновидность проявляется не изменением геометрии отливки, а появлением в ней усадочных раковин, пористости. По величине она может быть до 5-7% от размера слитка. В редких случаях наблюдается не уменьшение, а небольшое увеличение объёма (например, если в сплаве много кремнезёма). Для чугуна объёмные усадочные изменения (пористость и раковины) не характерны, т.к. присутствующий в них графит компенсирует потери во время кристаллизации аустенита.