
Вторым способом (после агломерационного спекания) обогащения (окускования) рудной части шихты для доменного производства является получение окатышей. На фабриках по производству окатышей основными являются две системы автоматического управления, которые подразделяются в соответствии с разделением технологического процесса:
- Система управления гранулятором.
- Система управления обжиговой машиной.
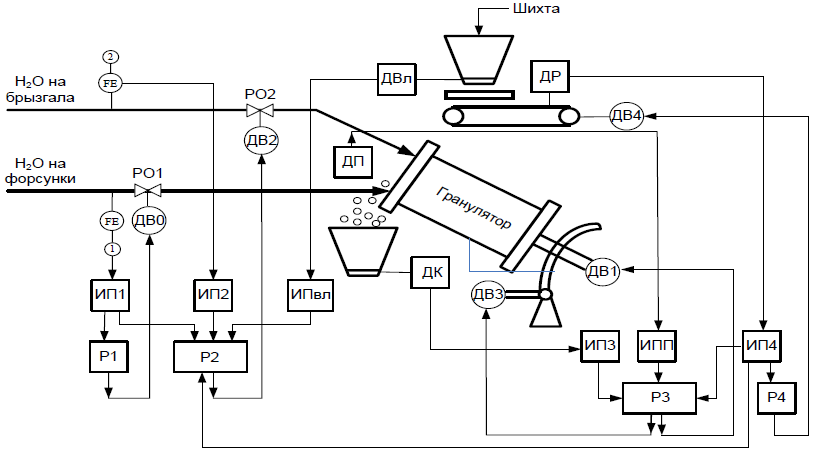
Работа гранулятора (рис. 26) в основном зависит от угла наклона барабана к горизонту и скорости его вращения. Комбинируя эти два параметра, можно получать окатыши заданного размера. Так, регулятор Р1 поддерживает постоянный расход воды к форсункам. Расход воды измеряется диафрагмой 1 и регистрируется измерительным прибором ИП1. С использованием типового закона регулирования, регулятор управляет исполнительным механизмом ДВ0, который перемещает РО1. Этот контур осуществляет грубое предварительное регулирование влажности. Окончательно влажность шихты в процессе грануляции (определяющий процесс параметр), поддерживается на заданном постоянном уровне дополнительным корректирующим регулятором Р2. Этот регулятор получает исходную информацию по следующим каналам:
- Расход воды к водяным форсункам от ИП1.
- Текущий расход воды на брызгало (от датчика 2 и ИП2).
- Влажность исходной шихты по каналу ДВл-ИПВл (датчик влажности — измерительный прибор влажности).
- Текущий расход шихты от датчика ДР-ИП4.
Регулятор Р4 управляет скоростью вращения барабанного питателя и одновременно скоростью транспортерной ленты. Регулятор Р3 управляет процессом окомкования и получает исходную информацию по трем каналам:
- От датчика расхода шихты (ДР-ИП4).
- От датчика производительности гранулятора (ДП-ИПП).
- От датчика крупности окатышей (ДК).
В зависимости от алгебраической суммы этих трех сигналов, регулятор Р3 управляет скоростью вращения гранулятора (двигатель ДВ1) и углом наклона гранулятора (двигатель ДВ3).
Полученные окатыши из гранулятора подаются на обжиговую машину, представляющую собой металлический транспортер, проходящий через зону обжига, по конструкции аналогичной агломерационной ленте. Для управления обжиговой машиной используются контура регулирования температуры в зонах, управление соотношением газ-воздух в каждой зоне и контур управления газодинамическим режимом (давлением в каждой зоне). Есть также контур управления высотой слоя окатышей на обжиговой машине.





