Смазки при горячей прокатке и требования к ним
Технологические смазки непосредственно в процессе прокатки путем подачи в очаг деформации между полосой и валками применяются в обязательном порядке при холодной прокатке листов. Однако в последнее время технологические смазки находят все более широкое применение и в процессе горячей прокатки листового металла в основном на ШСГП. Их использование позволяет повысить эффективность производства проката, снизить расход энергии и износ валков, уменьшить усилие на валки, снизить температуру рабочих валков, уменьшить величину коэффициента трения, сократить количество дефектов, снизить окалинообразование, повысить качество поверхности полосы, а также повысить производительность стана и улучшить качество проката.
В то же время, при горячей прокатке существуют неблагоприятные условия для образования и удержания равномерного смазочного слоя на валке или полосе.
Первая проблема состоит в том, что вода, которая применяется для охлаждения валков, не только смывает масло с поверхности валка, но и ухудшает адгезию масла к металлической поверхности. Также, в очаге деформации смазка находится под действием высокого давления и температуры, которые приводят к разложению смазки. Однако ее горения в очаге деформации не происходит из-за малого (сотые доли секунды) времени нахождения в очаге деформации.
В связи с наличием таких экстремальных условий, к смазке предъявляют следующие требования:
- смазка должна обеспечивать эффективное снижение силы трения и износа валков;
- не смываться с валков и не выдавливаться из очага деформации, образуя равномерную пленку;
- не вызывать коррозии оборудования и прокатываемого металла;
- быть доступной, дешевой и недефицитной;
- удовлетворять требованиям санитарии и гигиены;
- быть технологичной с точки зрения подачи в очаг деформации;
- легко удаляться с поверхности готового проката после охлаждения.
Основной эффект от применения технологических смазок заключается в снижении силы прокатки, что в свою очередь влияет на снижение расхода электроэнергии на прокатку
(таблица 3).
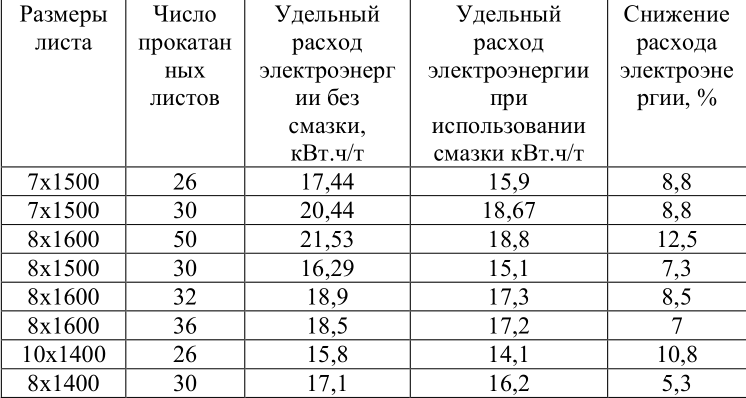
Таким образом, удельный расход электроэнергии, потребляемой на прокатку с использованием смазки в чистовой клети толстолистового стана 2300, снизился на 5,3…12,5%.
В целом, преимущества применения смазок при горячей прокатке следующие:
- увеличение стойкости валков по износу на 50…70%, за счет чего снижаются потери времени на перевалку валков и повышается производительность на 1,5…2%;
- снижение силы прокатки на 10…20 %, за счет чего обеспечивается экономия электроэнергии на 6…10%, уменьшается прогиб валков и повышается точность прокатки;
- снижение теплопередачи от раската к валкам, за счет чего снижается пиковое значение температуры поверхности валков на 50…100 ºС, снижается уровень термических напряжений в валке и повышается его стойкость, а также уменьшаются потери тепла раскатом;
- более «мягкие» условия работы валков способствуют уменьшению числа валков, которые списываются из-за выкрашивания поверхности, в несколько раз;
- улучшается качество поверхности листов за счет чистоты поверхности валков;
- изменяется фазовый состав окалины – снижается ее твердость, что облегчает ее удаление. Количество окалины уменьшается в 1,5…2 раза.
Виды смазок для горячей прокатки
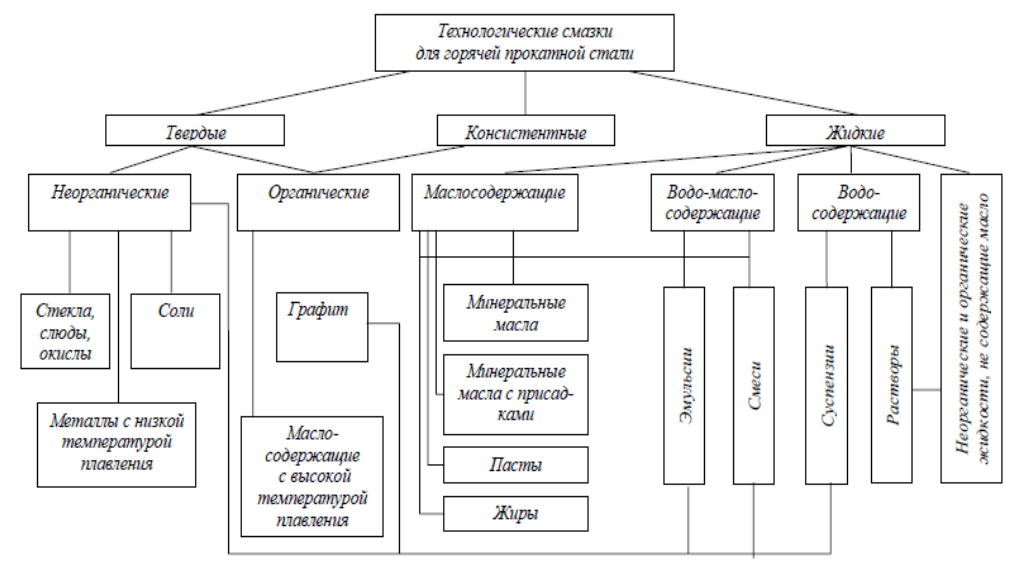
Смазки, которые используются при горячей прокатке по агрегатному состоянию можно разделить на: твердые, пластичные (консистентные) и жидкие. По происхождению выделяют смазки, основывающиеся на применении неорганических(графит, тальк и др.), органических (минеральные масла, жиры и др.) материалов, и синтетические смазки (например, использование растворимых в воде полимеров). На рис. 23 представлена классификация технологических смазочных средств, применяемых при горячей прокатке.
Твердые смазки в основном изготовляются на основе графита в виде брикетов. Слой смазки наносят на валок путем прижатия брикета к поверхности вращающегося валка.
Однако конструктивные трудности крепления брикетов и сложность тонкого дозирования не позволили этим смазкам получить широкое применение.
Технологические смазки на основе жидкого стекла, наносятся на поверхность полосы. Однако, несмотря на высокую эффективность, они не нашли широкого применения на станах из-за трудности равномерного нанесения на всю поверхность полосы и удаления стеклянной пленки с поверхности готового проката. Также такие смазки неблагоприятно влияют на условия работы персонала стана.
Консистентные и пастообразные смазки также весьма эффективны, но из-за трудностей тонкой дозировки тоже не нашли широкого промышленного применения. Солевые смазки применяются в виде водных растворов, которые можно наносить на заготовку до ее нагрева в печи. Однако такие смазки вызывают повышенную коррозию деформируемого металла и оборудования.
Наиболее рациональным, как показали результаты исследований и опыт применения смазок на промышленных станах, является использование жидких технологических смазок, которые могут применяться в чистом виде, в виде эмульсий, водомасляных смесей, в виде раствора друг в друге, расплава и т.д. Характеристики жидких смазочных систем представлены в таблице 4.
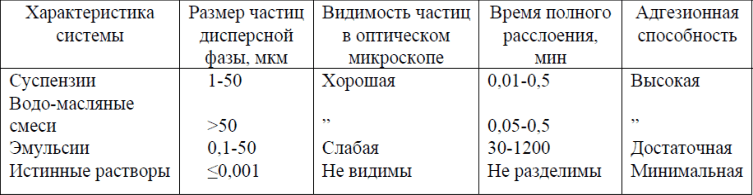
Некоторые физико-химические характеристики водных смазочных систем
В качестве технологической смазки при горячей прокатке предложены сложные смеси следующих составов: смесь минерального масла с растительным, минерального с касторовым и добавками окиси парафина, полиоксилэтиленсолбутан, смазки на основе жиров и другие смеси. Для повышения эффективности смазки в качестве специальных добавок можно использовать жиры и жирные кислоты. Характеристика некоторых масел, которые могут быть использованы в качестве технологической смазки для горячей прокатки приведена в таблице 5.
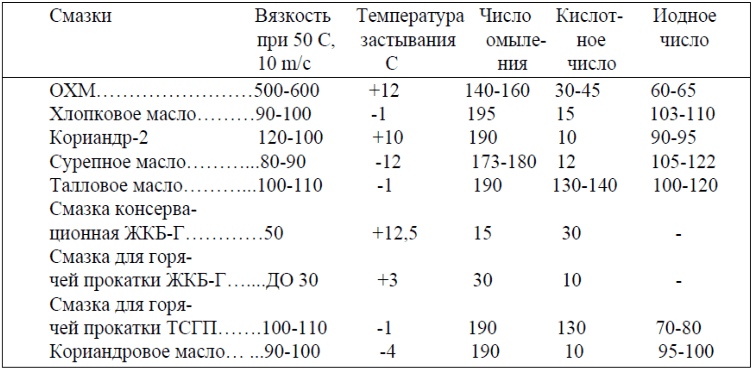
Характеристика масел, которые могут быть использованы в
качестве технологической смазки для горячей прокатки
Способы нанесения смазок
Смазку можно наносить как на полосу, так и на прокатные валки. При нанесении на полосу смазка должна быть негорючей (соли, силикатные расплавы), ее наносят или перед прокатной клетью или на заготовку перед нагревом в печи, однако, как уже говорилось, данные способы не нашли широкого применения.
Поэтому основным является способ нанесения смазки на прокатные валки. Существуют различные способы подачи технологических смазок на валки:
- Ввод вместе с охлаждающей жидкостью через коллекторы охлаждения;
- Разбрызгивание с помощью форсунок;
- Нанесение контактными устройствами;
- Распыление воздухом или паром.
Выбор способа зависит от конкретных условий применения: типа стана, температуры прокатки, прокатываемого металла, скорости прокатки. Рассмотрим вышеперечисленные способы.
Ввод смазки вместе с охлаждающей жидкостью через коллекторы охлаждения
По этому способу смазка вводится в трубопровод системы охлаждения непосредственно перед коллектором подачи воды на прокатные валки. Такая система достаточно проста, однако при ее использовании существуют определенные трудности с обеспечением точной дозировки смазки и образованием равномерной смазочной пленки.
Рассмотрим в качестве примера подачу смазки на валки сортового стана (рис. 24). На сортовом стане горячей прокатки валки охлаждаются водой, подаваемой насосом по трубопроводу через коллекторы охлаждения непосредственно в калибры.
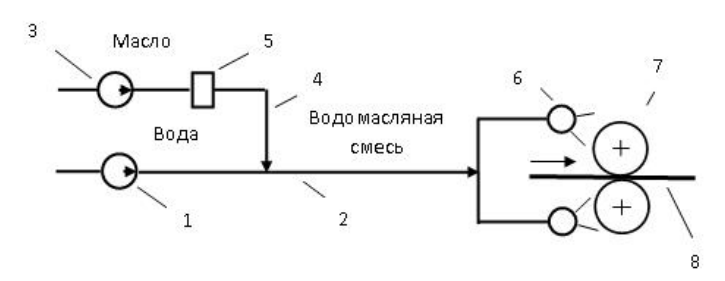
Смазку в виде смеси минерального масла с жировыми присадками подают насосом по трубопроводу в магистраль подачи воды, где она, под влиянием турбулентности, смешивается с водой, и полученная водомасляная смесь из коллекторов поступает в калибры валков. При отсутствии раската в клетях подача смазки прекращается за счет срабатывания клапана, наличие раската в валках контролируется с помощью специальных датчиков.
Разбрызгивание с помощью форсунок
Для реализации данного способа в пространстве прокатной клети необходима установка форсунок для подачи смазывающей жидкости на рабочие валки. Схемы автономной подачи смазки на валки четырехвалковых клетей непрерывных широкополосных станов приведены на рис. 25. При использовании данного способа смазка предварительно готовится в специальном баке, а затем подается на валки. Во многих случаях предусматривают подачу смазки на опорные валки, при этом количество форсунок для подачи смазки на нижние валки больше, чем на верхние.
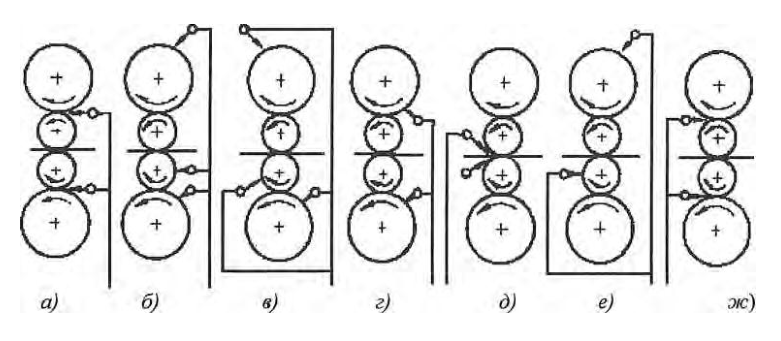
(Англия), в — стан 1725 фирмы «Шарон стил» (Англия), г — стан 1525 фирмы «Шарон стил» (Англия), д — подача смазки в очаг деформации, е — комбинированный способ подачи смазки (автономно на верхний опорный валок и совместно с охлаждающей водой на нижний рабочий валок), ж — подача смазки при одностороннем охлаждении валков
На рис. 26 представлена система нанесения смазки на рабочие валки фирмы Siemens.
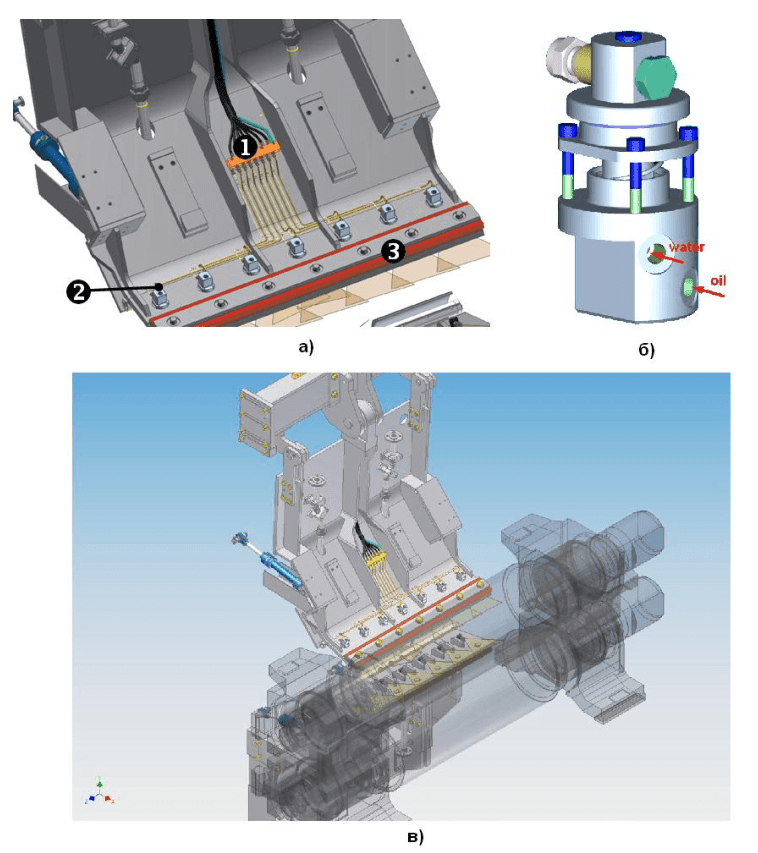
Основные форсунки для разбрызгивания смазки устанавливаются с рабочей стороны валков, а с выходной стороны устанавливаются форсунки для охлаждения валков. Приготовление водомасляной смеси производится непосредственно в самой форсунке, а равномерное распределение смеси по поверхности валка обеспечивается уплотнительной лентой.
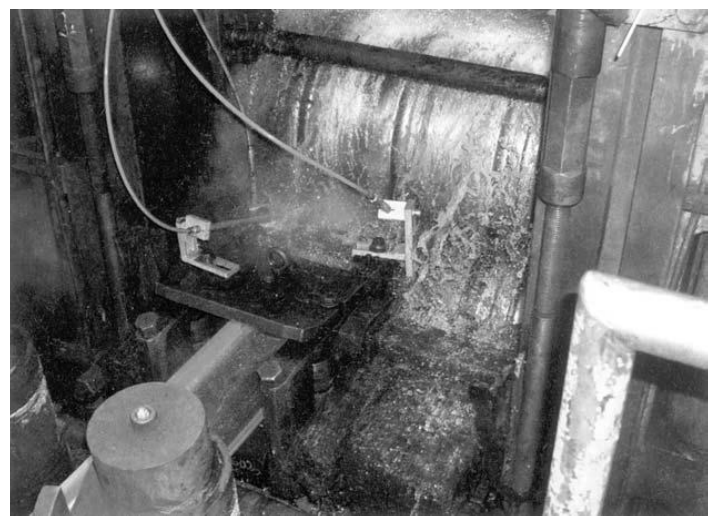
Использование форсунок возможно и на сортовых станах. В этом случае форсунки устанавливаются так, чтобы смазка сразу попадала непосредственно в калибр (рис. 27).
Нанесение контактными устройствами
По этому способу смазка наносится с помощь контактных устройств, которые прижимаются к валку. Контактирующий элемент, который представляет собой металлический или текстолитовый короб, заполненный смазкой, по периметру снабжают эластичным износостойким материалом, который отжимает воду с валка и удерживает смазку в устройстве. Также возможно нанесение смазки с помощью пористого материала, либо путем прижатия брикетов. Способ позволяет использовать смазку, как в твердом, так и в пастообразном или жидком состоянии.
Система для нанесения смазки контактным способом включает в себя 2 подсистемы:
- подсистема хранения и приготовления смазки;
- подсистема подачи смазки на валки рабочей клети.
Первая подсистема включает в себя резервуары для хранения концентрированной жидкой смазки, емкости для приготовления смеси необходимой концентрации и температуры. Вторая подсистема состоит из насосов, фильтров, запорной и регулирующей арматуры, магистралей для транспортировки смазки и устройств для нанесения смазки на валки.
Схему устройства для контактного нанесения смазки на валки четырехвалковой клети ШСГП представлена на рис. 28.
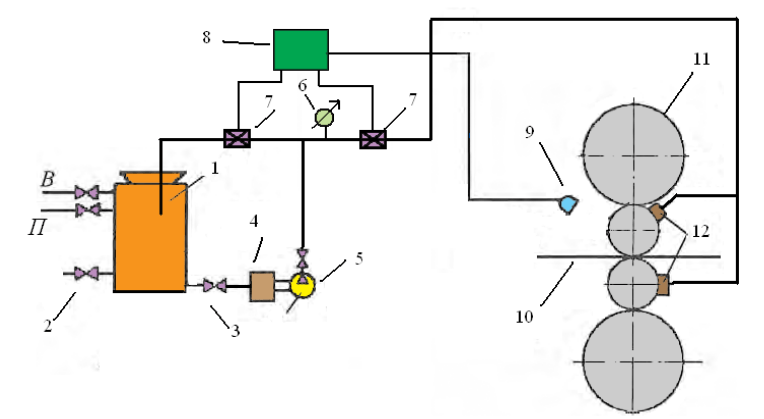
Контактное устройство представляет собой текстолитовый короб, который уплотнен по контуру войлоком и открытой стороной прижат к валкам. Водо-маслянная смесь (концентрация масла 6…8%) готовится в баке емкостью 9 м3 путем продувки паром и воздухом в течение 20 минут. Смесь подогревается до 50…60 °С. Смазка подается только в тот момент, когда полоса находится в клети, что контролируется датчиком. Система имеет два контура, первый используется для перемешивания смеси, второй для подачи смеси на валки.
Распыление воздухом или паром
Данный способ предусматривает создание так называемого масляного тумана внутри рабочего пространства прокатной клети. Масло поступает во всасывающую камеру эжектора, где смешивается с рабочей средой и в виде масляного тумана направляется к контактным устройствам, где распыляется по поверхности валков.
Несмотря на все преимущества с точки зрения эффективности нанесения смазки, данный способ имеет ряд существенных недостатков. Во-первых, приходится применять достаточно сложное оборудование и полностью изолировать рабочее пространство клети. Во-вторых, масляный туман создает небезопасные условия для здоровья рабочих стана.
Источник: Скляр В. О. Инновационные и ресурсосберегающие технологии в металлургии. Учебное пособие. – Донецк.: ДонНТУ, 2014. – 224 с.




