Индукционный нагрев применяется при нагреве цветных металлов перед их обработкой давлением. Это позволяет повысить воспроизводимость нагрева от слитка к слитку, уменьшить угар металла, автоматизировать процесс нагрева. Индукционные нагревательные установки имеют малые габариты и могут быть размещены непосредственно у обрабатывающей машины. Индукционный нагрев безынерционный, поэтому не требуется времени на разогрев печи и отсутствует расход электроэнергии при остановках оборудования.
Нагрев металлических заготовок индуктированным током происходит лишь в поверхностном слое на глубину проникновения тока в металл. Нагрев средней части слитка осуществляется за счет теплопроводности металла. Поэтому при индукционном нагреве различают два периода: в первый период подводится максимальное количество энергии для быстрого нагрева поверхностного слоя металла; во втором периоде подводимая мощность должна обеспечить лишь поддержание достигнутой температуры поверхности и выравнивание температуры по сечению. Это делает целесообразным при методическом нагреве слитков иметь двухзонный индуктор с различной мощностью зон.
Индукционная нагревательная установка представляет собой горизонтально расположенный индуктор, футерованный внутри огнеупором, загрузочное устройство, обеспечивающее подачу очередного слитка в индуктор, и толкательное приспособление для продвижения слитка через индуктор.
В зависимости от материала, диаметра нагреваемых слитков установки могут питаться током промышленной или повышенной частоты.
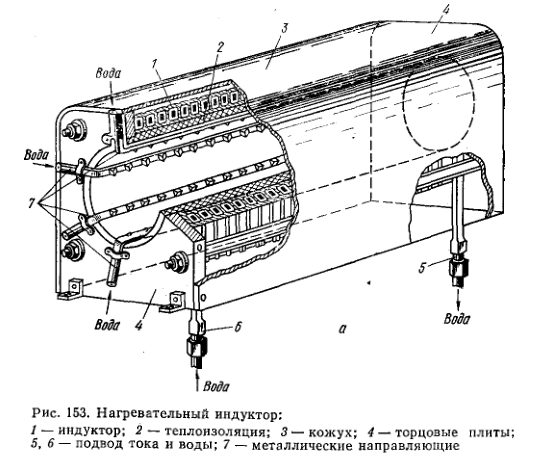 Одна из конструкций нагревательного индуктора показана на рис. 153. Водоохлаждаемый индуктор стянут в продольном направлении тягами, чтобы не было вибрации отдельных витков. Витки изолируются, как и в тигельных печах, стеклотканью с пропиткой кремнийорганическим лаком и последующим спеканием. Огнеупорная футеровка выполняется из высокоглиноземистого огнеупора в виде сегментов толщиной 20—30 мм. Сегментырасполагаются между водоохлаждаемыми глиссажными шинами, по которым перемещается слиток. Помимо указанного метода, футеровку индуктора можно выполнять круглыми огнеупорными трубами длиной по 300 мм, закладываемыми внутрь индуктора с уплотнением из огнеупорной обмазки на жидком стекле или без уплотнения. В качестве направляющих в данном случае используются металлические лотки толщиной 5—7 мм из нержавеющей стали, охватывающие слиток на угол не менее 90°. Срок службы таких направляющих 10—20 сут. Во время эксплуатации происходит их вытяжка и отрыв примерно на расстоянии длины одного слитка от начала индуктора.
Одна из конструкций нагревательного индуктора показана на рис. 153. Водоохлаждаемый индуктор стянут в продольном направлении тягами, чтобы не было вибрации отдельных витков. Витки изолируются, как и в тигельных печах, стеклотканью с пропиткой кремнийорганическим лаком и последующим спеканием. Огнеупорная футеровка выполняется из высокоглиноземистого огнеупора в виде сегментов толщиной 20—30 мм. Сегментырасполагаются между водоохлаждаемыми глиссажными шинами, по которым перемещается слиток. Помимо указанного метода, футеровку индуктора можно выполнять круглыми огнеупорными трубами длиной по 300 мм, закладываемыми внутрь индуктора с уплотнением из огнеупорной обмазки на жидком стекле или без уплотнения. В качестве направляющих в данном случае используются металлические лотки толщиной 5—7 мм из нержавеющей стали, охватывающие слиток на угол не менее 90°. Срок службы таких направляющих 10—20 сут. Во время эксплуатации происходит их вытяжка и отрыв примерно на расстоянии длины одного слитка от начала индуктора.
Нагревательные индукционные установки выпускаются длиной 2,3 м при работе на промышленной частоте и 1,8 м при использовании повышенной частоты. Мощность таких установок достигает нескольких тысяч кВт.




