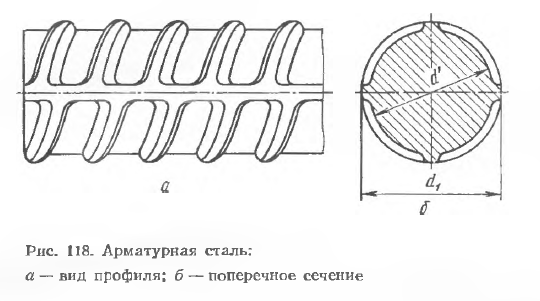
В качестве арматуры железобетонных конструкций используют периодический профиль с конфигурацией выступов и ребер (рис. 118).
По ГОСТ 5781—76 предусмотрены номера арматурной стали от 10 до 90 диаметром 9,3—87—5 мм. В строительной технике вместо применявшейся мягкой углеродистой стали широко используют низколегированную сталь. В соответствии с этим твердость валков увеличилась и возникли трудности при фрезеровке калибров. За последнее время большое распространение получили анодно-механические и другие способы обработки валков повышенной твердости.
Калибровка валков для прокатки периодических профилей включает основные положения калибровки для прокатки профилей постоянного сечения. Основной особенностью калибровки валков для прокатки периодических профилей является необходимость определения формы и размеров не только последовательных переходных поперечных сечений прокатываемого металла, но и продольного сечения полосы.
В настоящее время в промышленных условиях готовые периодические профили получают из заготовки квадратного, прямоугольного или других сечений прокаткой за несколько проходов в обычных калибрах и в периодическом калибре (окончательный, чистовой проход). Такая схема калибровки обеспечивает при условии правильного ее выполнения получение периодических профилей в соответствии с требованиями чертежа. Однако схема калибровки, предусматривающая только один проход в периодическом калибре, не позволяет прокатывать в обычных двухвалковых клетях профили с большим перепадом сечений и периодичностью в двух плоскостях.
Прокатка в нескольких последовательно расположенных периодических калибрах в настоящее время трудно осуществима из-за нестабильных условий прокатки (колебаний температуры по длине раската, неравномерности слоя окалины и т. д.), что влияет на опережение и вызывает несовпадение периодов на раскате и валках.
В задачу калибровки при прокатке периодических профилей входит определение наиболее рациональных форм и размеров переходных сечений с целью получения исходной заготовки оптимального сечения и размеров для прокатки в периодическом калибре, а также получения в периодическом калибре профиля, размеры и форма которого соответствовали бы требованиям заказчика. Калибровку нужно разрабатывать с учетом мощности привода, прочности механического оборудования, жесткости чистовой клети стана, в которой осуществляется периодический проход. Особое внимание должно быть уделено разработке конструкции периодического калибра с целью получения профиля без искажения, с размерами высокой точности и с поверхностью требуемого качества. Заготовка должна быть технологичной и устойчивой при прокатке в периодическом калибре, так как в нем в отличие от прокатки обычных фасонных сортовых профилей характерна неравномерная деформация металла не только по ширине, но и по длине раската (отношение обжатия к начальной высоте полосы Δh/h0 или начальной высоты к высоте полосы после прокатки h0/h1 постоянно изменяется).
Калибровку арматурной стали рассчитывают по любой схеме прокатки круглой стали. Овальные калибры строят с учетом больших притуплений mп/h1 =0,4÷0,5, где mп — величина притупления. Вытяжки в чистовых калибрах для надежного заполнения и выполнения продольных и спиральных выступов предусматривают увеличенными. По данным ММК, для различных номеров профиля вытяжка составляет 1,4—1,6 в чистовых калибрах и 1,2—1,4 в предчистовых овалах.
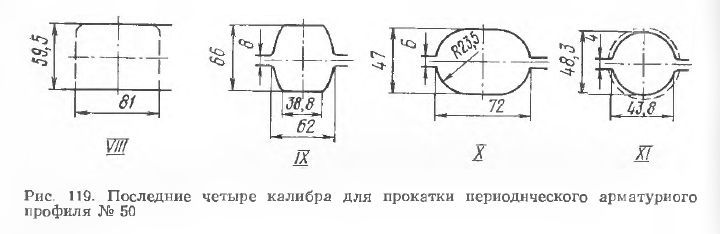
На рис. 119 показаны последние четыре калибра для прокатки на полунепрерывном стане 350 арматурного периодического профиля № 50.




