На непрерывных заготовочных станах применяют прямоугольные калибры, систему ромб — квадрат и комбинации этих калибров (рис. 112).
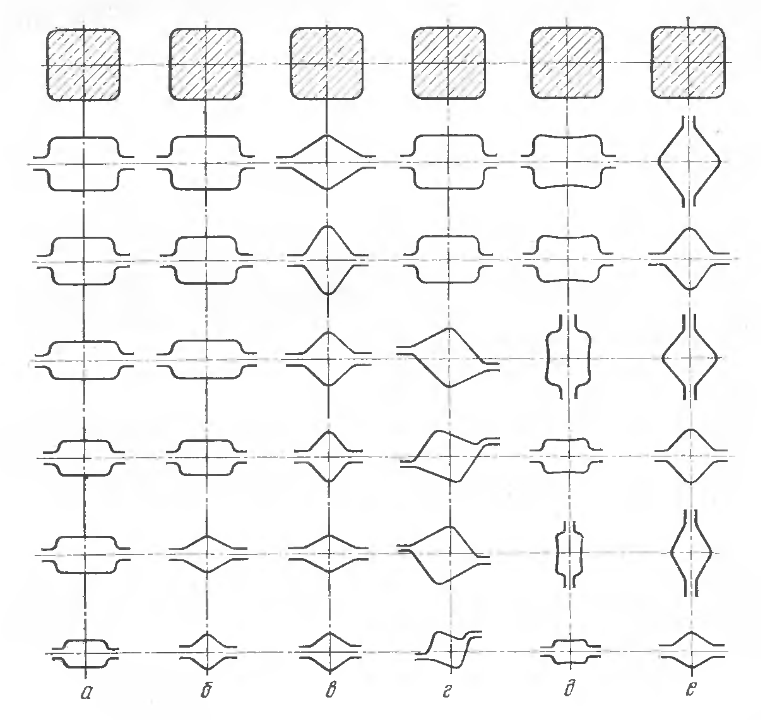
В первых клетях первой группы применяют систему прямоугольных калибров (рис. 112,а), а в последующих двух клетях врезают ромбический и квадратный калибры (рис. 112,6). Во второй группе этих станов применяют систему ромб — квадрат (рис. 112,в). Иногда в первых клетях второй группы применяют прямоугольные рабочие и холостые, а также кантующие холостые калибры. В рабочих калибрах производят обжатие раската. Холостые калибры служат для транспортировки полосы к следующей клети без обжатия. Кантующие калибры применяют для кантовки полосы, выходящей из калибра, перед подачей в следующую клеть.
В рассмотренных системах калибровки полосу между горизонтальными клетями кантуют при помощи выводных геликоидальных проводок или кантующих валков системы С. В. Мерекина. Приведенная на рис. 112, г калибровка с диагональным расположением калибров была выполнена на одном из американских заводов для того, чтобы избавиться от кантования полосы между геликоидальными проводками. Однако эта калибровка ненадежна, так как вследствие неодинаковых диаметров валков в ручьях (несимметричности ручьев) в калибре возникает скручивание раската и увеличивается износ валков.
На современных непрерывных заготовочных станах с чередующимися клетями с горизонтальными и вертикальными валками применяют систему прямоугольных калибров, которая обеспечивает прокатку полосы без кантовки между клетями (рис. 112,5).
Если применяют систему ромб — квадрат, то ромбические калибры врезают в вертикальные валки (рис. 112, с).
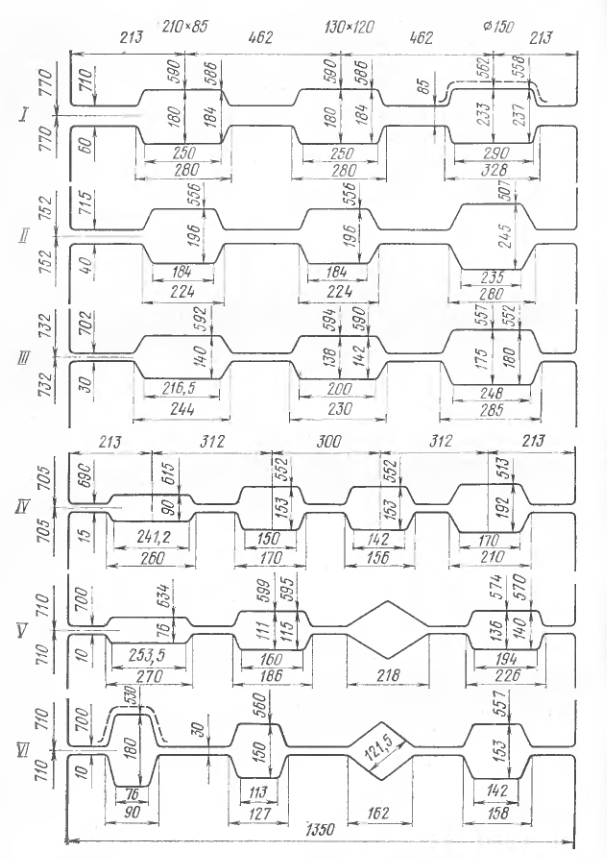
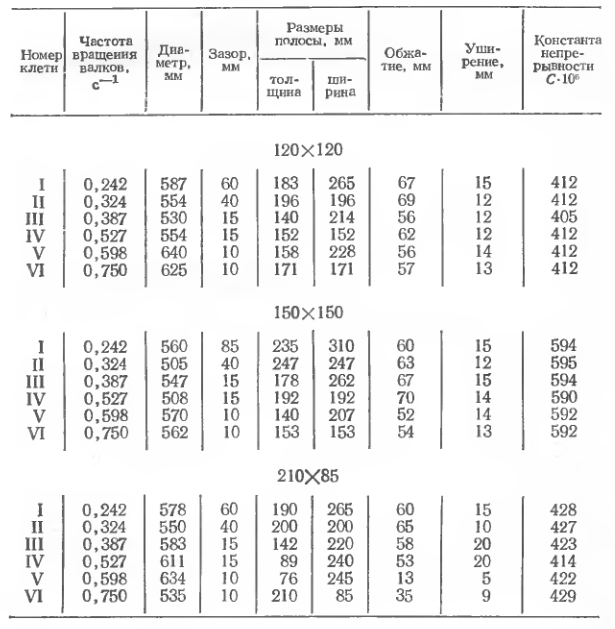
На валках непрерывных заготовочных станов размещают от трех до пяти калибров, что позволяет без перевалки прокатывать заготовки различных размеров. На рис. 113 приведена калибровка валков непрерывного заготовочного стана 720, а режим обжатий — в табл. 10.
Из анализа заводских калибровок и экспериментальных данных рекомендуется на современных непрерывных станах вести прокатку в калибрах с большими выпусками, что позволяет: использовать одни и те же калибры для прокатки с различными обжатиями; уменьшить опережение (при одной и той же величине обжатия) со снижением влияния его на скоростной режим прокатки; снизить усилие прокатки на валки и, следовательно, уменьшить напряжение на материале валков; уменьшить износ боковых стенок калибра, вследствие чего увеличивается стойкость валков между переточками и сократится число случаев прокатки металла с лампасом, закатом и другими пороками.




