Горизонтальные конвертеры применяют в цветной металлургии при производстве меди и никеля. В медеплавильном производстве предусмотрена операция конвертирования медного штейна в горизонтальной конвертере, заключающаяся в продувке штейна с добавкой флюса воздухом (иногда с добавкой кислорода) при температуре 1100-1350° С. Окисляя серу и железо в итоге получают черновую медь и шлак, как побочный продукт плавки.
При производстве никеля из окисленных руд осуществляют конвертирование — продувку воздухом в горизонтальном конвертере никелевого штейна с добавкой кварцевого флюса. При этом в результате окисления железа и части серы получают никелевый файнштейн и шлак. В горизонтальных конвертерах перерабатывают также медно-никелевые штейны, полученные из медно-никелевых сульфидных руд; продуктом является файнштейн, содержащий сульфиды никеля и меди.
Применяют горизонтальные конвертеры с верхним и боковым отводом газов. На рисунке 1 показана конструкция горизонтального конвертера с верхним отводом газов. Конвертер имеет форму горизонтального цилиндра (бочки) с двумя торцовыми днищами 15 по краям.
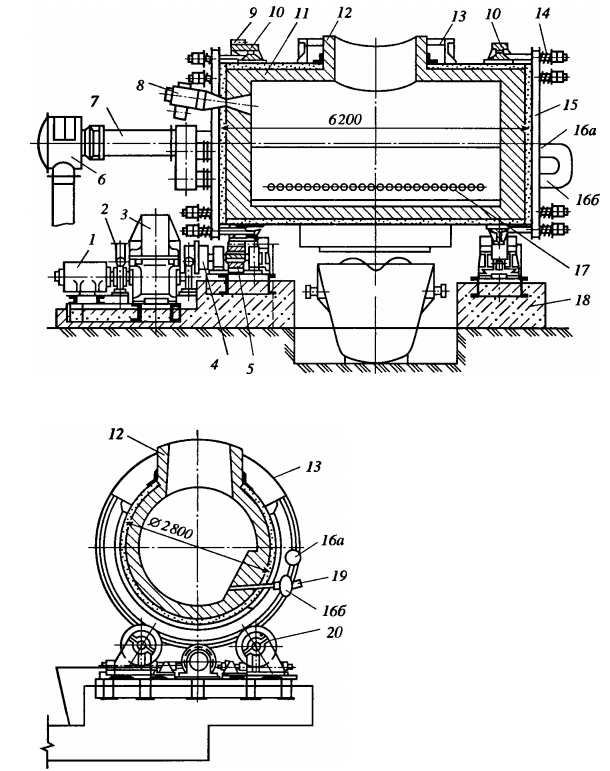
Рисунок 1 — Горизонтальный конвертер с верхним отводом газов
Корпус конвертера сварной и выполнен из листовой стали марок СтЗ и 09Г2С толщиной 20-36 мм. Изнутри конвертер футерован хромомагнезитовым кирпичом, толщина футеровки 280-380 мм, а в области фурменного пояса она увеличена до 450-800 мм. Для компенсации температурного расширения футеровки 11 между ней и корпусом делают засыпку магнезитовым порошком толщиной 10 мм. Торцовые днища соединены с корпусом стяжными шпильками с затяжкой гаек через пружины 14, сжатие которых компенсирует температурное расширение футеровки 11 при ее разогреве.
Вблизи торцовых днищ на корпусе закреплены два опорных бандажа (кольцевых обода) 10, опирающихся через ролики 20 на фундаментные опоры 18. Бандажи отливают из стали 35Л, 45Л, обычно они имеют двутавровый профиль высотой 600-1000 мм и шириной 300-350 мм. Один из бандажей (левый на рисунке 1) отливают заодно с приводным зубчатым венцом 9.
В середине верха корпуса имеется отверстие, на котором закреплена футерованная горловина 12. Горловина служит для заливки штейна, слива продуктов плавки и отвода газов. Корпус горловины литой стальной. Для защиты корпуса конвертера и фурмоколлектора от брызг штейна и шлака к горловине крепится стальной фартук 13. Для загрузки в конвертер флюса в одном из днищ предусмотрено отверстие и специальное пневматическое загрузочное устройство 8.
Поворот конвертера вокруг горизонтальной оси обеспечивает привод, включающий асинхронный двигатель 1, трехступенчатый цилиндрический редуктор 3, передающий через зубчатую муфту 4 вращение подвенцовой шестерне 5, входящей в зацепление с зубчатым венцом 9. Для фиксированной остановки конвертера в любом положении предусмотрены два тормоза 2. Поворот конвертера производят с частотой 0,7мин-1 . Дополнительно к основному двигателю предусмотрен аварийный электродвигатель с питанием от аккумуляторной батареи, включающийся автоматически в случае отключения электроэнергии и выводящий конвертер из под дутья. Шестерни изготовляют из сталей 45, 45Л, 45ХН, 50Л; венцы из литых сталей 35Л, 45Л, с модулем 24-36 мм.
Дутье (воздух) подают в конвертер через фурмы 17, расположенные в линию на одной стороне корпуса. Воздух к конвертеру поступает из цехового воздухопровода через сальниковое устройство 6 и соединительный патрубок 7, прикрепленный к одному из днищ и вращающийся вместе с конвертером. Ось патрубка должна совпадать с осью конвертера, чтобы обеспечивалась нормальная работа сальникового устройства. Разводку воздуха вдоль корпуса конвертера производят через закольцованный воздухопровод, верхняя ветвь 16 а которого представляет собой трубу, а нижняя — фурмоколлектор 166 (овальная стальная труба) к которому прикреплены фурмы 17. Фурма— это проходящая через футеровку стальная трубка диаметром от 40 до 51 мм. В противоположной от фурмы стенке фурмоколлектора предусмотрено клапанное устройство (шариковый клапан) 19, позволяющее производить прочистку фурмы (фурмовку) ломиком во время работы конвертера.
Клапанное устройство конвертера (рисунок 2) состоит из кольцевого уплотнения 1, запорного шарика 2, притертого к сферической седловине и карманной полости 3. При подаче сжатого воздуха в фурмоколлектор 4 шарик прижимается к седловине и не пропускает воздух. При необходимости прочистки фурменной трубки 5 в фурмоколлектор через уплотнение 1 вводят ломик. Ломик отжимает шарик от седловины и заталкивает его в карманную полость 3. В этом положении уплотнение обжимает ломик и препятствует выходу сжатого воздуха в атмосферу. Шарики диаметром 50-80 мм стандартные, подшипниковые. Фурменные трубки делают из жаропрочных сталей.
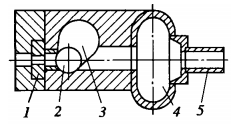
Рисунок 2 — Клапанное устройство
В медеплавильном производстве применяют горизонтальные конвертеры вместимостью 40, 75, 80 и 100т. При наружном диаметре 3,5-4м и длине 6-11 м на них размещают от 30 до 62 фурм.
Для отвода конвертерных газов в систему газоочистки почти вплотную к горловине и фартуку прилегает напыльник.
Применяют напыльники водоохлаждаемые и неводоохлаждаемые. Последние часто прогорают, поэтому в настоящее время установка их нецелесообразна. Водоохлаждаемыи напыльник собран из отдельных кессонов, образующих полость с плоскими стенками над горловиной. Передняя кессонная стенка напыльника не вплотную подходит к горловине и прикрывается передвижной заслонкой из жаростойких сталей. Форма напыльника обеспечивает герметизацию конвертера при его повороте при продувке на угол 30-35°.
Существующие конвертеры с верхним отводом газов не позволяют полностью герметизировать горловину. Поэтому в атмосферу цеха попадают вредные сернистые газы, особенно при наклонах конвертера. Уменьшается также содержание сернистогоангидрида в отходящих газах вследствие сильного подсоса воздуха в напыльник (сернистый лнгидрид используют для производства серной кислоты).
Эти недостатки устраняются в конвертерах с боковым отводом газов (рисунок 3).
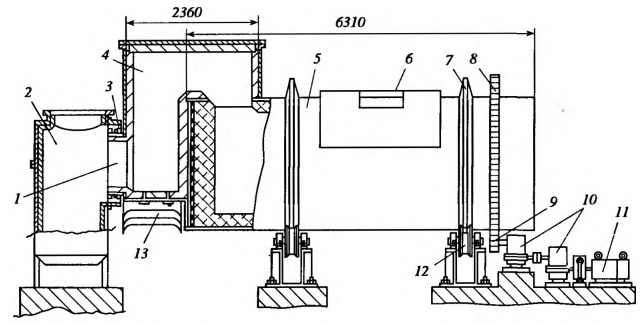
Рисунок 3 — Горизонтальный конвертер с боковым отводом газов
У таких конвертеров газы отводятся по газоходу с герметичным уплотнением.
Его корпус 5 выполнен из листовой стали толщиной 20-45 мм и футерован внутри хромомагнезитовым кирпичом. В левой верхней торцевой части корпуса выполнено газоотводящее отверстие; вокруг него к корпусу жестко крепится П-образный газоход 4, заканчивающийся прикрепленной к нему цилиндрической царгой 1. П-образный газоход с царгой вращаются (при вращении конвертера), при этом ось вращения царги совпадает с горизонтальной осью конвертера. Конец царги через поворотное сальниковое уплотнение 3 входит в стационарную газовую камеру 2, а из камеры газ отводится по стационарному газоотводу. Осаждающаяся в камере 2 пыль периодически удаляется.
С противоположном от П-образного газохода стороны конвертера расположена загрузочная горловина 6. Для устранения возможных выбросов газа в цех загрузочная горловина перекрывается водоохлаждаемой крышкой, подвешенной на подвижной стреле.
К корпусу конвертера прикреплены два бандажа 7; они установлены на роликовые опоры 12. Для равномерного нагружения опор применяют противовес 13, компенсирующий неуравновешенность П-образного газохода.
Поворот конвертера осуществляют от привода, включающего электродвигатель 11, редукторы 10 и подвенцовую шестерню 9, входящую в зацепление с зубчатыми венцом 8.
Фурмы расположены так же, как и в конвертере с верхним отводом газов (см. рисунок 1), т. е. имеется фурмоколлектор с возможностью прочистки фурм в процессе работы конвертера.