Способы разделения раската
Идея разделения заготовки на несколько частей во время прокатки возникла в связи с необходимостью повышать производительность прокатных станов. Эта технология может быть реализована на непрерывных сортовых и проволочных станах.
По такой схеме в первых клетях заготовка прокатывается в обычных системах вытяжных калибров, затем производится формирование раската состоящего из нескольких частей, которые разделяют с помощью специального устройства или контролируемым разрывом, полученные части прокатывают отдельно уже в несколько ниток на готовый профиль. Заготовка может делиться на 2…5 частей. В отличие от многониточной прокатки, где каждая нитка прокатывается в отдельной группе клетей, такая технология не требует большого увеличения количества оборудования стана за счет того что разделенные нитки прокатываются в одной линии.
На настоящий момент разработаны две технологии, которые отличаются способом разделения раската:
- Технология Slit rolling, которая предусматривает разделение в специальном разделительном устройстве путем среза перемычки между частями раската;
- Многоручьевая прокатка-разделение, которая предполагает разделение раската путем его разрыва в специальных калибрах за счет возникающих сил.
Следует отметить, что существует и технология резки широкого непрерывнолитого сляба на узкие заготовки, которые затем прокатываются на сортовом стане. Разделение сляба может осуществляться как с помощью газовой резки, так и прокаткой в специальных калиброванных валках. Преимуществом данной технологии является отсутствие необходимости иметь на заводе и слябовую и сортовую МНЛЗ, однако этот способ не нашел широкого применения.
Технология Slit rolling
Эта технология, разработанная компанией «Co-Steel International» и усовершенствованная фирмой «Nippon Kokan», заключается в формировании из квадратной или прямоугольной заготовки многониточного раската, состоящего из «круглых» профилей, соединенных перемычкой толщиной 0,5…1 мм.
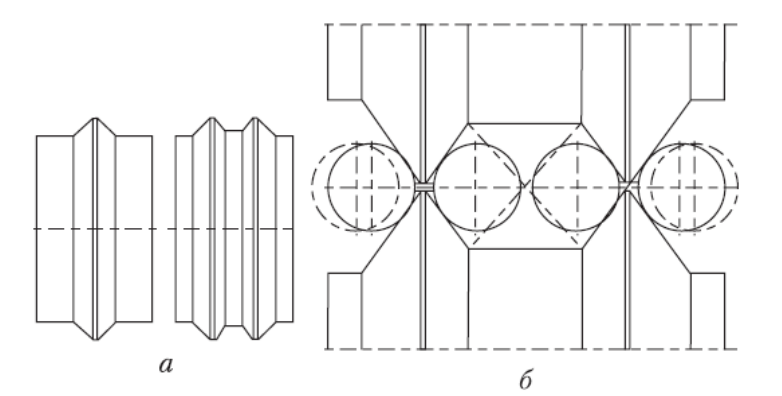
Продольное разделение раската осуществляется путем разрыва перемычки клиновидными роликами специального устройства (рис. 113), установленного на выходе из рабочих валков, под действием выталкивающей силы, создаваемой валками.
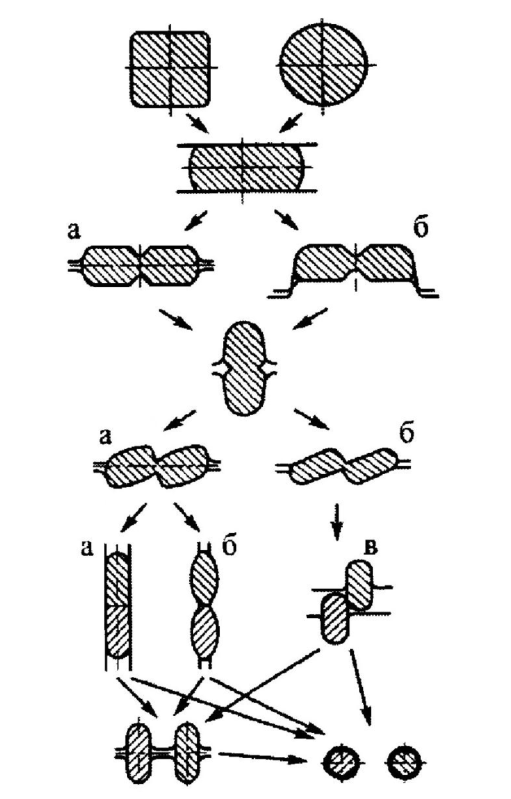
После разделения раската осуществляется параллельная прокатка «круглых» профилей в готовые профили, как правило, в двух проходах (рис. 114). Схема калибровка валков при использовании технологии Slit rolling приведена на рис. 115.
Процесс имеет ряд существенных недостатков, в частности:
- наличие шейки разрыва перемычки в месте разделения раската, что ухудшает качество готового проката;
- низкая стойкость формирующего калибра;
- наличие разделяющего устройства сложной конструкции;
- низкая стойкость разделяющих клиновидных роликов;
- низкая продольная устойчивость раската перед разделяющим устройством;
- сложность регулировки вводной привалковой арматуры.
Многоручьевая прокатка-разделение
Технология многоручьевой прокатки-разделение (МПР) разработана НПО «Доникс» совместно со специалистами Донецкого государственного технического университета и отдельных металлургических предприятий Украины.
В отличии от «Slit rolling» технология многоручьевой прокатки-разделения основана не на разрезании перемычки а на ее разделении контролируемым разрывом, срезом, взаимным сдвигом в наклонных калибрах и т.п.
Сущность технологии МПР заключается в формировании в многоручьевых калибрах рабочих валков прокатного стана раската, состоящего из нескольких заготовок определенной формы поперечного сечения, соединенных между собой вдоль одной из осей относительно толстой перемычкой. Продольное разделение такого многониточного раската осуществляется непосредственно в разделяющем калибре.
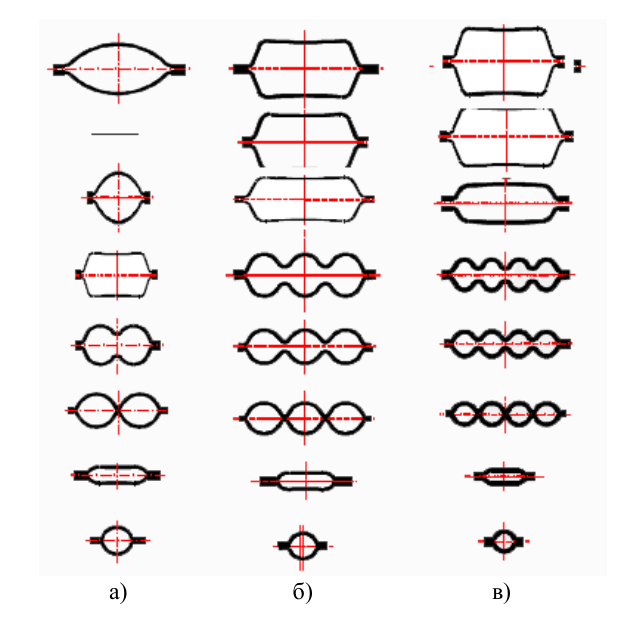
Варианты калибровки валков прокатного стана для осуществления МПР представлены на рис. 116.
Технология МПР может быть использована на сортовых прокатных станах для производства, в первую очередь, периодических профилей (арматура) и профилей круглого сечения.
Для реализации технологии МПР необходимо наличие:
- специальной калибровки валков;
- специального оборудования привалковой арматуры и передающих устройств;
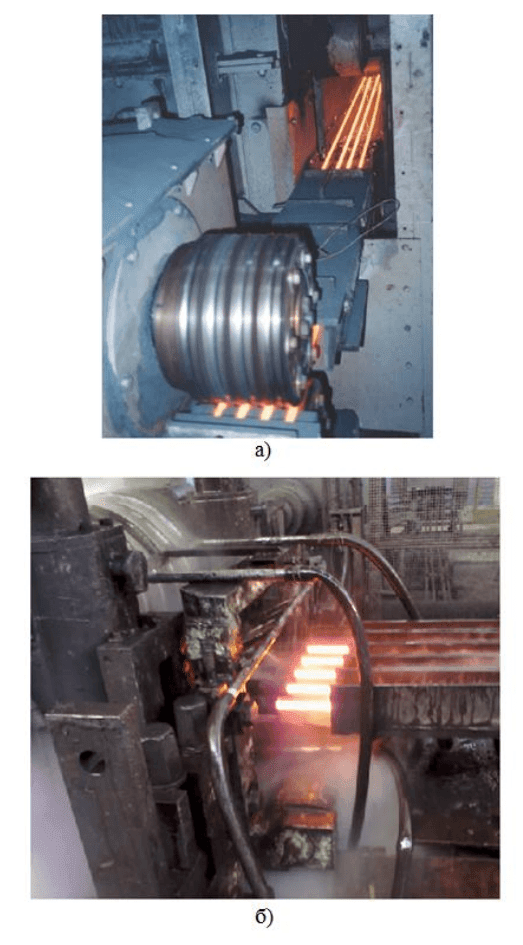
- специальных двухниточных устройств для термоупрочнения арматуры.
В сравнении со «Slit rolling»технология МПР имеет ряд преимуществ:
- отсутствие заусенцев в месте разделения раската, обеспечивающее более высокое качество поверхности готового проката;
- более высокая стойкость формирующего калибра;
- более высокая удельная стойкость рабочих валков.
При этом не требуется дополнительных устройств для разделения раската и, как следствие, инфраструктуры для их обслуживания и ремонта.
Технология МПР среднесортных профилей по сравнению с традиционной технологией может иметь следующие преимущества:
- снижение удельного расхода энергии и ресурсов на нагрев и прокатку на 20…30 %;
- увеличение производительности прокатного стана на 20…80 % при использовании максимально возможной скорости прокатки и, следовательно, уменьшение условно постоянных расходов по переделу;
- уменьшение удельного расхода валков на 20…30 %;
- использовать для производства существующего сортамента проката заготовки увеличенных сечений;
- расширить производимый сортамент сортовых профилей проката в сторону малых поперечных сечений и т.д.
Источник: Скляр В. О. Инновационные и ресурсосберегающие технологии в металлургии. Учебное пособие. – Донецк.: ДонНТУ, 2014. – 224 с.




