
Общие сведения
Естественно, что эксплуатация старых коксовых батарей вызывает снижение их производственной мощности, повышение эксплуатационных затрат, снижение качества кокса, ухудшение условий труда обслуживающего персонала и увеличение вредных выбросов в окружающую среду. В случае износа и неудовлетворительного состояния коксохимического оборудования удельные эксплуатационные затраты на 1 тонну продукции возрастают в 1,5-2 раза, затраты энергоресурсов возрастают более чем в 1,7 раза, производительность труда снижается в 1,8-2 раза.
В последнее время в мировой коксохимии реализуются результаты многолетних разработок по технологии производства кокса на батареях с печами большого объёма.
Преимуществами камер большого объёма являются более низкие капитальные затраты и эксплуатационные расходы, снижение нагрузки на окружающую среду и увеличение срока службы печей.
Снижение капитальных затрат при переходе на печи высотой 7,6 м достигается за счет уменьшения числа батарей, сокращения производственных площадей и комплектов коксовых машин. Для их обслуживания требуется меньшая численность персонала, что способствует оптимизации эксплуатационных затрат. Даже более 2 млн. т/год кокса можно производить на двух коксовых батареях с одним комплектом машин и одной рабочей бригадой, что убедительно демонстрирует коксохимический завод Швельгерн. В долгосрочной перспективе можно рассчитывать на увеличенный срок службы большегрузных батарей, что положительно скажется на себестоимости кокса.
При использовании коксовых печей большого объёма улучшается экологическая ситуация, что связано с меньшим числом выдач кокса и загрузок шихты в сутки, а также с меньшей протяженностью уплотняемых стыков (люка, стояки, двери и др.). Все это значительно уменьшает вероятность прямых выбросов.
Большой шаг в оптимизации экологической нагрузки от коксовых батарей сделан с разработкой и внедрением системы PROven, которая позволила снизить почти до нулевого уровня вредные выбросы коксовых батарей, включая дымовой выброс при загрузке.
Для сокращения расхода хорошо спекающихся углей и повышения качества кокса все чаще применяются прогрессивные технологии, позволяющие расширить сырьевую базу коксования.
Наиболее изученными технологиями коксования большого количества слабоспекающихся углей в шихте являются:
- термическая подготовка угольной шихты;
- трамбование угольной шихты перед коксованием;
- частичное брикетирование шихты;
- избирательное измельчение шихты с пневматической сепарацией;
- производство формованного кокса;
- непрерывное коксование.
Влияние наиболее распространенных способов подготовки угольных шихт на улучшение качества кокса (при прочих равных условиях) в порядке возрастания:
- Обычные способы подготовки (ДШ, ДК, ДДК, ГДК);
- Избирательное измельчение с пневмосепарацией;
- Термическая подготовка угольной шихты;
- Трамбование угольной шихты.
Производство кокса по технологии SCOPE 21
Данная технология производства кокса является одной из самых прогрессивных среди разработанных за последнее время. Концепция технологии по проекту SCOPE 21 предусматривает решение следующих задач:
- эффективное использование угольных ресурсов с увеличением доли неспекающихся и слабоспекающихся углей в шихте для коксования до 50 %;
- повышение производительности коксовых печей с целью снижения капитальных затрат;
- ослабление нагрузки на окружающую среду и уменьшение энергопотребления.
Схема технологического процесса производства кокса SCOPE 21 представлена на рис. 14.1.
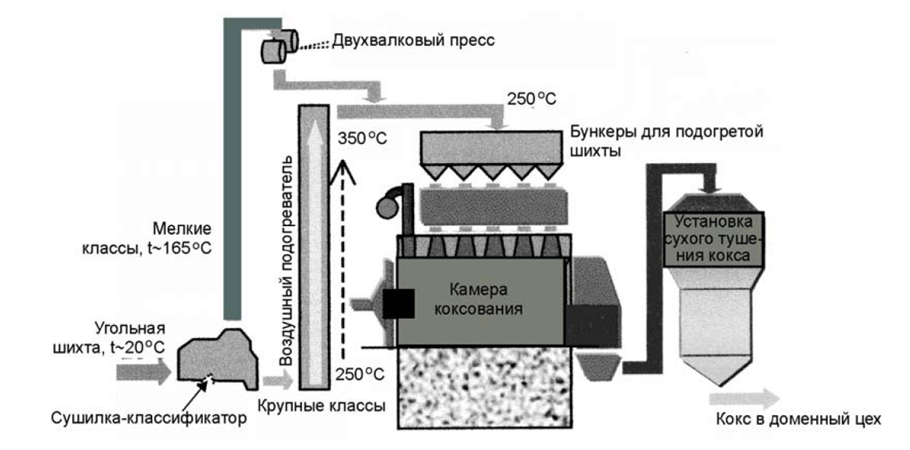
Угольная шихта подвергается измельчению до крупности менее 3 мм и поступает в сушилку-классификатор, в которой происходит сушка и разделение шихты на два класса, мелкий и крупный. Затем крупный уголь подвергается скоростному нагреву до 350 ºC в трубчатом подогревателе в потоке воздуха. Мелкие классы угля с температурой ~160 ºC после сушилки-классификатора поступают в двухвалковые прессы и подвергаются горячему брикетированию, после чего объединяются с крупными классами и загружаются в коксовую печь.
Краткая техническая характеристика коксовой батареи с процессом SCOPE 21:
Число печей – 64;
Размеры печи (высота, длина, ширина), м – 6,7 × 16,6 × 0,45;
Температура угольной загрузки – 250°C.
Технологический процесс имеет следующие главные отличительные особенности:
- применение скоростного нагрева шихты позволяет сократить продолжительность коксования, снизить затраты энергии на коксование и повысить прочность кокса;
- на печах применена система обогрева с малым выбросом оксидов азота (NOx): использована схема с одноступенчатым подводом газа и трехступенчатым подводом воздуха в сочетании с рециркуляцией продуктов сгорания.
Новая технология обеспечивает возможность получения из шихты с 50%-ным участием слабоспекающихся углей кокса, прочность которого по показателю DI15150 выше 84 %, что определяет пригодность получаемого кокса для использования в доменной печи.
Коксование трамбованной угольной шихты
В последнее время наибольшее количество новых батарей вводится в эксплуатацию с применением технологии коксования трамбованной шихты. Данная технология производства кокса является достаточно распространенной. К примеру, в Китае в настоящее время работают более 360 батарей с загрузкой трамбованной шихты общей мощностью более 80 млн. т/год кокса, что обеспечивает экономию 24 млн. т/год коксующихся углей.
Согласно технологии угольную шихту уплотняют в трамбовочной камере с размерами, несколько меньшими, чем размеры камеры коксования, и загружают на поддоне в коксовую печь с машинной стороны. Трамбованный угольный пирог имеет плотность 1-1,15 т/м3, что значительно выше плотности шихты, загружаемой в печи насыпью при традиционной технологии (0,75 т/м3). Зазоры между частицами угля в трамбованной загрузке меньше, а объёмная плотность выше, что улучшает взаимодействие угольных зерен при нагревании и в итоге спекаемость загрузки возрастает. В связи с этим, в шихте можно увеличить долю слабоспекающихся углей на 15-20 % и получить кокс более высокого качества.
Основные машины, обеспечивающие работу данной технологии – трамбовочно – загрузочно – выталкивающая машина (ТЗВМ) и машина по отсосу и сжиганию газов загрузки (ОСЗГ).
ТЗВМ выполняет следующие функции:
- снятие двери с коксовой печи, её очистку и установку;
- очистку боковых поверхностей, рам и зеркал рам;
- выталкивание готового коксового пирога;
- изготовление трамбованного угольного пирога;
- ввод трамбованного угольного пирога;
- удаление просыпей угля, накопившихся при трамбовании угольного пирога;
- уборку и зачистку рабочей площадки от небольших количеств просыпей и обломков угля и кокса со сбросом их на транспорт;
- обеспечение возможности аварийного завершения: окончание рабочих операций посредством вспомогательных механизмов резервного или ручного привода;
- поддержание положительной температуры для угольной шихты в бункере машины и камере трамбования;
- очистку пода камеры коксования при выталкивании кокса;
Скорость передвижения ТЗВМ – 70 м/мин, объём наполнения машинного бункера – 204 м3, что соответствует примерно 163 т угля (достаточно для 4,5 наполнений печи); установленная мощность трансформаторов – 3050 кВт; мощность, потребляемая машиной с отоплением зимой (-40оС) – 21671 кВт/ч, без отопления – 13550 кВт/ч. Положительная температура на машине в зимний период поддерживается климатическим установками.
Выталкивающая штанга и посадочный поддон оборудованы специальными дизельными установками для завершения операций в аварийных случаях.
Машина ОСЗГ выполняет операции по отсосу газов загрузки, их дожигу в камере сгорания, разбавлению наружным воздухом и передаче через коллектор бездымной загрузки на вентустановку. Машина оборудована механизмами очистки газоотводящей арматуры от смолы и графита. Объём отсасывания: загрузочный газ – за камерой сгорания – 21000 нм3/ч, за кондиционированием – 51000 нм3/ч.
Технология регулирования влажности угольной шихты
Влажность углей – одно из свойств, которое по сравнению с другими характеристиками шихты, легко поддается регулированию. Влажность углей влияет на дробимость, насыпную плотность, погрузочно-транспортные операции. Естественно, что колебания влажности шихты вызывают необходимость регулировки режима коксования. Кроме того, чем больше влаги с шихтой вносится, тем больше будет образовываться воды на предприятии, которую необходимо очищать от вредных примесей. Для снижения влажности шихты применяют предварительную сушку, в результате которой также улучшается качество шихты и, как следствие, кокса.
Технология предварительной подсушки шихты (СМС, компания «SAIL») предусматривает частичное удаление влаги из угольной шихты до уровня 5-6 % с использованием тепла коксовых печей или других источников тепла перед её загрузкой в коксовую печь. Для подсушки шихты угля используются дымовые газы коксовых печей, что сокращает выбросы в окружающую среду CO2 на ~35,8 кг на 1 т угля. При снижении влажности шихты с 11 до 6 % расход тепла на коксование сокращается на 310 МДж/т сухого угля. С применением технологии регулирования влажности снижение влагосодержания шихты на 1 % позволяет уменьшить расход тепла на коксование на 62,0 МДж/т шихты сухого веса.
Внедрение технологии регулирования влажности шихты позволяет повысить плотность угольной загрузки, уменьшить продолжительность коксования и повысить производительность коксовой печей на 7-11 %. Постоянная влажность угольной шихты способствует стабилизации работы коксовых печей и продлению срока их службы.
Процессы регулирования влажности и подсушки угольной шихты с окускованием ее пылевидных классов
С целью повышения доли неспекающихся и слабоспекающихся углей в шихте для коксования на фирме «Nippon Steel» в 1992 г. разработали и ввели в действие на заводе в Оите новую технологию подготовки угля, которая получила наименование DAPS (коксование предварительно подсушенной и окускованной шихты). Схема процесса в системе DAPS показана на рис. 14.2.
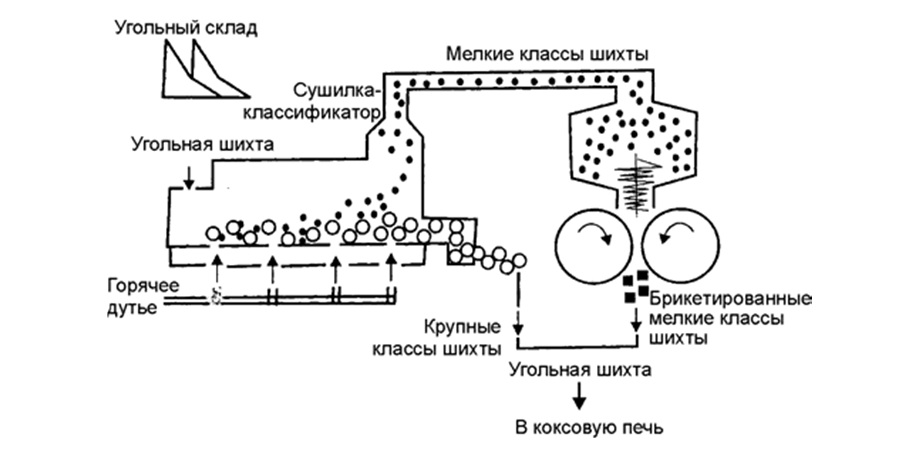
По технологии уголь подвергается сушке в сушилке с кипящим слоем, а на выходе из сушилки классы угля менее 0,3 мм отделяются в циклоне, после чего подвергаются брикетированию. Угольная шихта имеет влажность 2-4 %. Массовая доля окускованного мелкого угля составляет около 30 % от всей массы угольной загрузки. Окускованный уголь добавляют в массу угля более крупных классов и совместно загружают в коксовые печи.
Контроль огнеупорной кладки регенераторов коксовой батареи
Старение коксовых батарей проявляется не только в износе стен камер коксования, но и в состоянии регенераторов. Для увеличения срока службы коксовых батарей важно своевременно обнаруживать повреждение элементов кладки и оперативно организовывать ремонт. Состояние стен, насадки и других элементов кладки регенераторов оценивают визуально через смотровой глазок и по косвенным методам (по сопротивлению, температурному режиму и др.). Точность оценки степени повреждения при такой диагностике остается весьма низкой, а выполнение – трудоемким.
Для контроля состояния регенераторов разработано устройство, схема которого представлена на рис. 14.3.
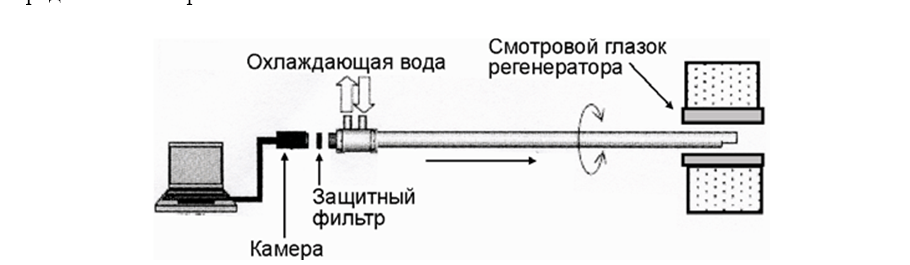
Устройство представляет собой полую водоохлаждаемую штангу с объективом на конце, к которой присоединен защитный фильтр и видеокамера. Штангу вводят через смотровой глазок в верхней части зеркала регенератора и изучают его внутреннее пространство.
Характеристика устройства контроля кладки регенераторов коксовых батарей следующая:
Максимальная глубина наблюдения – 1500 мм;
Максимальная длина зонда – 1700 мм;
Масса зонда – 5 кг;
Диаметр зонда – 25 мм;
Максимальная температура – 1200°C;
Максимальная продолжительность наблюдения – 20 мин.
Диаметр штанги позволяет вводить её в регенератор через глазок регенератора и осуществлять наблюдение без выполнения специальных отверстий в кладке регенераторов. Конструкция штанги обеспечивает вращение объектива вокруг оси, что повышает эффективность и технологичность контроля. Эффективное водяное охлаждение обеспечивает отвод значительного количества тепла от зонда при нахождении его в регенераторе и создает условия для длительного наблюдения с короткими, на несколько минут перерывами.
Технология коксования без улавливания химических продуктов
Существуют три испытанных метода производства металлургического кокса: технология с улавливанием побочных продуктов коксования, технология с использованием тепла отходящих газов для производства электроэнергии (технология рекуперативного типа) и технология производства кокса в ульевых печах без улавливания химических продуктов. По сути, технология рекуперативного типа является модификацией технологии ульевых печей, которая почти уже не используется.
При рекуперативной технологии производства кокса все летучие продукты сжигаются в печной камере для обеспечения процесса коксования теплом.
Печи коксования по данной технологии горизонтальные и находятся под небольшим разрежением. В основном газ для горения подается через порты в дверях и частично сжигает образующиеся летучие вещества в камере коксования. Дополнительный воздух подается в изогнутые каналы, которые пролегают в днище печи. Конструкция каналов, а также контроль потока воздуха позволяют балансировать скорость коксования сверху и снизу. На рис. 14.4 показан разрез батареи по данной технологии.
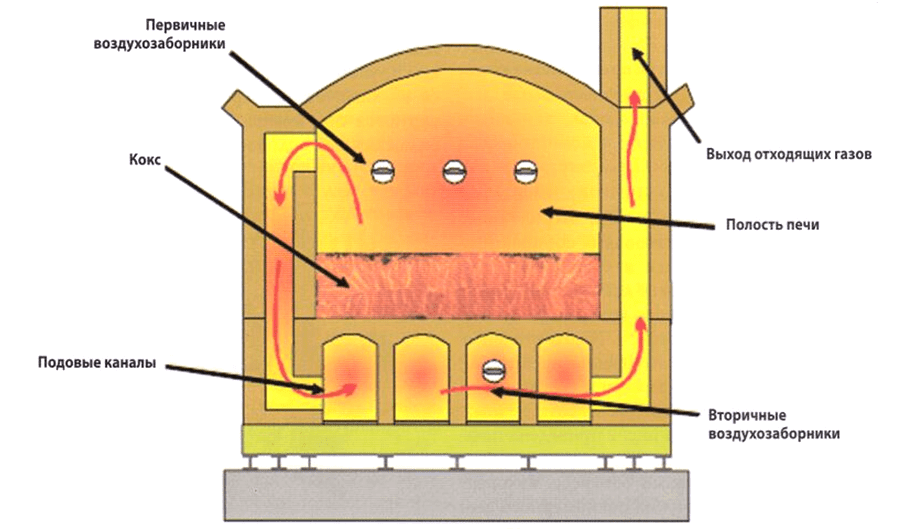
Горячие газы проходят по туннелю для отходящих газов к бойлерной установке, на которой получают пар высокого давления для производства электроэнергии или отопления. Все токсичные гидрокарбонаты и побочные продукты сжигаются внутри печной камеры. Охлажденный отработанный газ очищается от серы известковым молоком с получением гипса, который, в основном, используется в производстве строительной плитки.
Печи строят из шамота или динаса. Количество марок кирпича для печи – 15, расход огнеупорных и изоляционных материалов на одну печь – примерно 320 т. Печи армированные и установлены на бетонном фундаменте. Производительность – 26-28 т доменного кокса за 48 часов. Увеличение производительности можно достичь, применяя трамбование шихты. Период коксования составляет 24 часа. Следует отметить, что по данной технологии для размещения предприятия требуется большая территория.
Угольная шихта по технологии без улавливания химических продуктов коксования должна обладать характеристикам, которые приведены в табл. 14.1.
Таблица 14.1 – Свойства угольной шихты по технологии без улавливания химических продуктов коксования (предприятие «Indiana Harbor»)
| Показатель | Максимум | Минимум |
| Выход летучих веществ на сухую массу, % | 30 | 22,5 |
| Связанный углерод на сухую массу, % | 71 | 63 |
| Зольность, % | 6,8 | 6,4 |
| Содержание серы, % | 0,83 | 0,64 |
| Влажность, % | 7,1 | 6,0 |
| Коэффициент отражения витринита (Ro), % | 1,34 | 1,09 |
С точки зрения влияния на окружающую среду технология производства кокса рекуперативного типа обладает меньшим воздействием, чем коксохимический вариант. Ввиду отрицательного давления и сжигания летучих продуктов, технология производства кокса рекуперативного типа значительно снижает выбросы токсичных газов. Конфигурация слоя угля также обеспечивает значительно меньшие выбросы пыли. Агентство по защите окружающей среды США рассматривает рекуперативный процесс производства кокса как технологию, которая позволяет достичь максимального контроля технологии.
Рассмотрим технологии коксования без улавливания химических продуктов на двух предприятиях – одном в США и другом в Китае.
Технология производства кокса компании «Indiana Harbor Coke Company LTD»
На рисунке 14.5 представлена принципиальная схема производства, производительностью 1,2 млн. т кокса в год и 94 МВт электроэнергии на предприятии «Indiana Harbor Coke Company LTD».
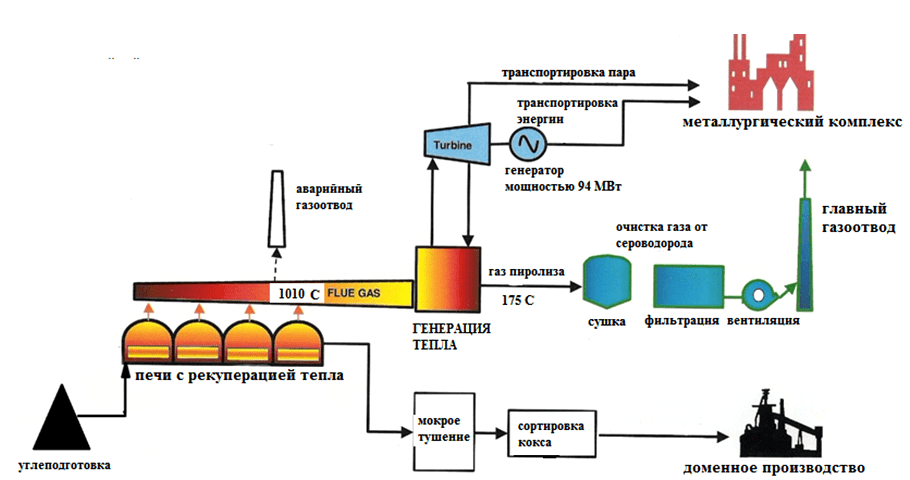
По данной схеме шихта с углеподготовки загружается в печи, которые объединены в 4 батареи (по 67 печей в каждой). Батареи скомпонованы в два блока и размещаются параллельно. Батарея оборудована конвейером для подачи шихты, производительностью 1400 т/ч, машиной загрузки-выдачи, двересъёмной машиной, коксонаправляющим устройством, тушильным вагоном с локомотивом. Каждый блок батарей имеет башню мокрого тушения и рампу. Узел сортировки кокса на предприятии один.
Вверху каждой батареи размещаются котлы с трубами для аварийного сбрасывания продуктов горения в атмосферу. Печи работают под разряжением, и поэтому выбросы в процессе коксования отсутствуют.
Образующийся газ с температурой порядка 1000оС направляются в котел-утилизатор, и после отдачи тепла, очищается от сероводорода. Котлы входят в состав электростанции, рядом с которой располагается узел очистки продуктов горения.
Технология производства кокса компании «Shanxi Sinochem Wonder Industries Company LTD»
Китай, как известно, является наибольшим производителем кокса в мире. Для получения кокса в Китае достаточно широко используется технология коксования без улавливания химических продуктов. По технологии компании «Shanxi Sinochem Wonder Industries Company LTD» для коксования уголь трамбуют, для чего слои угля распределяют в формы для трамбования. Глубина слоя угля в форме для трамбования не должна превышать 1100 мм. Уголь в пресс-форме трамбуется до размеров примерно 1265х3300х1050 мм. Его плотность при этом составляет 1,1 г/см3.
Угольный пирог подается в специальную форму (трубу), которая транспортируется до машинной стороны печи. После выдачи кокса, двери с коксовой стороны закрываются, и форма вместе с угольным пирогом подается в печь. Как только форма займет необходимое положение, коксовыталкиватель прижимает торцевую сторону пирога и форма отходит назад, а пирог остается на поду печи. После этого коксовыталкиватель закрывает двери с машинной стороны.
Производительность предприятия составляет 1,33 млн. т. кокса в год, а электроэнергии 60 МВт.
Необходимо отметить, что как традиционное коксохимическое производство, так и технология с батареями рекуперативного типа способны производить кокс высокого качества, достаточного для применения в доменных печах высокой производительности. Множество различных факторов могут повлиять на решение о выборе технологии, например, размер участка и доступность энергетических ресурсов, конфигурация металлургических предприятий, потребителей энергии, проблемы защиты окружающей среды, стоимость оборудования и, естественно, срок окупаемости.
Новый продукт, заменитель доменного кокса
Американская корпорация «United States Steel» осваивает новую запатентованную технологию компании Carbonyx, Inc (Плано, штат Техас) получения нового продукта из угля, взамен используемого в металлургии кокса, получаемого традиционным способом. Этот продукт получил название Cokonyx(тм) (коконикс).
Процесс Carbonyx направлен на значительное сокращение эмиссий и потребление энергии в сравнении с традиционной технологией производства кокса или процессами производства кокса без улавливания химических продуктов. Получаемые в этом процессе газы будут использоваться на когенерационной установке.
Основным сырьём в данной технологии является уголь, смешанный с другими углеродистыми материалами. После нескольких реакций получают полукристаллическую углеродистую структуру, пригодную для использования в производстве чугуна, стали, минералов.
Намечено строительство четырех модулей по 250 тыс.т/год коконикса.
По технологии предусматривается уголь перед подачей в производство подсушивать и дробить. Каждый модуль должен быть оснащен собственной сушильной установкой и дробилкой с производительностью 50 т/ч (операционная производительность составит 35 т/ч). Со штабелей уголь посредством разгрузчика будет подаваться в один из бункеров-питателей, из которого ленточным конвейером – в сушилку. Уголь сушится воздухом, нагреваемым газами, отходящими от питательных усиливающих реакторов (ПУР), описанных ниже. Отходящие от сушилок продукты очищаются в пылеочистном скруббере, а подсушенный уголь подается шнеком на дробилку. Подсушенный дробленый уголь скребковым конвейером подается в один из силосов промежуточного склада.
Из подсушенного и дробленого угля готовится смесь (в определенной пропорции), которая подается на первый агрегат – ПУР, который обеспечивает первую ступень в процессе синтеза сплава, поскольку из сырья удаляются определенные органические элементы. Газы, образующиеся в ПУР, имеют значительное количество остаточного тепла, и возвращаются в цикл для дожигания, что обеспечивает необходимой тепловой энергией как ПУР, так и сушилки угля. Продукты горения отсасываются через теплообменник «воздух-воздух» (обеспечивающий теплом сушилку угля), а затем проходят через скруббер и тканевый фильтр для очистки от SO2 и взвешенных частиц соответственно перед их сбросом в атмосферу.
Резервным источником для обеспечения процесса тепловой энергией является природный газ. Он же используется при запуске системы.
Каждая из двух линий CASP будет иметь два реактора ПУР, т.е. четыре на один модуль, с максимальной проектной производительностью 6 т/ч и нормальной операционной – 5 т/ч. Продукт, получаемый на каждом реакторе, называемый «Сarborec» (карборек), охлаждается, агрегируется, дробится и передается на силос склада.
Из силоса продукт Сarborec передается на смешение с подсушенным углем и другими добавками, обеспечивающими требования к продукту. Получаемая смесь подается в формы (сутунки), которые грузятся на трансферкары и подаются в реактор для окончательной обработки – реактор плавления (синтеза) частиц (РПЧ), который представляет собой туннельную печь с различными зонами, в которых происходят несколько реакций, превращающих продукт Сarborec в полукристаллический углеродистый сплав Cokonyx.
Объект будет иметь два параллельно работающих реактора РПЧ на один модуль (на одну производственную линию CASP). Каждый реактор рассчитан на производство 20 т/ч коконикса из 30 т/ч карборека и поступающего угля. Нормальными эксплуатационными показателями реактора являются производство 16 т/ч коконикса из 23 т/ч карборека.
После реактора синтеза РПЧ коконикс охлаждается водой посредством орошения и разделяется на классы по крупности согласно техническим условиям. Готовый продукт от обеих производственных линий CASP будет храниться в штабелях на открытом складе, откуда будет отгружаться на баржи либо ж.д. вагоны.
Отходящие от ПУР газы возвращаются в цикл для сжигания с целью обеспечения теплом, необходимым для процесса образования сплава в реакторе плавления (синтеза) РПЧ. Вначале они проходят узел сжигания с низким NOх, предотвращающим эмиссии СО и летучих органических компонентов. На всех стадиях процесса предусматривается использование в качестве резервного топлива природного газа. Сбрасываемые из систем утилизации тепла в атмосферу газы очищаются в скруббере и тканевом фильтре.
Когенерационная система будет включена в состав предприятия. При её реализации сбросные газы после узла горения будут подаваться в систему генерации пара, в которой остаточное тепло будет утилизироваться в теплообменнике и получаемый пар будет подаваться на паровую турбину для производства электроэнергии.
Получаемая электроэнергия будет использоваться на предприятии, а её избыток будет передаваться в сеть или третьей стороне. Когенерационная система будет иметь два паровых генератора, один из них для реактора синтеза и одну когенерационную турбину на модуль. Мощность когенерационной установки составит примерно 20-25 МВт на модуль.
Технология Cokonyx предусматривает использование в качестве сырья смеси различных углей (например, энергетического и антрацита) и получение посредством синтеза новой углеродистой сплавленной структуры, имеющей такие же свойства, как и кокс, полученный из металлургического угля. Из смеси углей с использованием связующего получают «зеленые» брикеты, напоминающие древесный уголь, которые затем подвергаются нагреву с целью удаления из них летучих химических веществ и получения твердого материала, способного удержать столб шихты в доменной печи.
Механизм передачи тепла в данной технологии отличается от существующего процесса производства кокса. В РПЧ горение происходит в зоне, отделенной от сырья, и продукты горения нагревают перегородку, отделяющую две зоны. Обрабатываемый материал не контактирует напрямую с перегородкой, а нагревается теплом, излучаемым перегородкой. Разработчики технологии считают, что такое решение обеспечивает большую эффективность теплопередачи для предложенного перепада температур и меньший расход тепла в сравнении с традиционной технологией коксования.
В отличие от традиционной системы коксования процесс карбоникс является непрерывным. Побочные газообразные продукты коксования используются в процессе как источник тепла. Так как для охлаждения продукта требуется небольшое количество воды, для данной технологии характерно небольшое количество сбросной воды (или даже её отсутствие).
Первый модуль производства коконикса на металлургическом заводе в Гери введен в эксплуатацию в октябре 2012 г.




