
Система охлаждения доменных печей предназначена для предохранения кожуха и кладки, работающих в условиях высоких температур и напряжений, от преждевременного износа и разрушения.
В современной мировой практике применяются две основные системы охлаждения, различающиеся конструкциями холодильников. По данным Европейского конгресса доменщиков, преобладающее количество доменных печей оборудовано горизонтальными коробчатыми холодильниками (до 90% в США, 80% в странах Европы, 30% в Японии).
Объясняется это тем, что горизонтальное охлаждение имеет преимущество перед вертикальным по площади охлаждения, достигающей 3 м2/1 м3 кладки против 2 м2/1 м3 кладки при вертикальном. Однако при технологии доменной плавки с высокими параметрами дутья и давления газа в печи, требующими высокой степени герметичности и прочности кожухов, горизонтальное охлаждение менее практично. Поэтому за последние годы увеличивается число доменных печей с плитовыми вертикальными холодильниками. Наибольшее применение они получили в СССР, в Японии близко к 70% всех печей, до 30% в странах Западной Европы.
Применяется комбинированная система, использующая преимущества вертикальной и горизонтальной. Рациональная по своей конструкции, она имеет недостаток, связанный с невозможностью смены горизонтальных холодильников при их прогаре (ДП № 5 — 5500 м3 Череповецкого меткомбината). При наличии устойчивого газового потока, исключающего излишнее развитие периферии, это несущественно. Но не всегда возможно сохранение его стабильности, следствием чего нередко бывает выход из строя горизонтальных элементов охлаждения.
Примером служит практика того же Череповецкого меткомбината, когда горизонтальные холодильники той же комбинированной системы горели в массовом количестве при излишне развитом периферийном ходе доменных печей. Поэтому целесообразна установка наружных амбразур, усиливающих кожух, герметизируя его и позволяя производить смену холодильников по мере их прогара. Сочленения патрубков с холодильниками следует делать через компенсаторы. Это создает возможность некоторой подвижности холодильников при перемещениях кладки без нарушения герметичности соединений и кожуха.
Среди различных вариантов систем охлаждения и конструкций холодильников следует отметить опыт применения крупногабаритных охладительных модулей на доменных печах Мариупольского металлургического комбината им. Ильича (см. Сталь № 2 1997 г.), изготовленных из стали Ст3сп5. Будучи футерованными огнеупорным бетоном, они имеют охлаждающие стальные толстостенные трубы в виде изогнутых скоб с рабочей длиной до 1000 мм и больше. Прочность бетонного покрытия увеличивается металлическими ребрами, приваренными по образующим труб, что дополнительно увеличивает теплосъем огнеупорного бетона.
Заслуживают также внимания появившиеся за последние годы цилиндрические охлаждающие элементы, известные под названием “сигарообразных” холодильников (см. “Экспресс-информация”, выпуск 21,1989 г.). Одним из наиболее распространенных такого типа охлаждающих элементов является цилиндрический холодильник “Солерол” французской фирмы “Сасилор”. Он состоит из центральной трубы, в которую подается вода по способу “винтовое вращение”, получая так называемое “геликоидальное” вращение. Вода получает высокую скорость движения постепенно снижающуюся к выходу из холодильника.
Такое охлаждение хорошо предохраняет от образования пленочного кипения и отложения осадков, поскольку вода движется с большой скоростью у стен холодильника. Охлаждающие реагенты, отводя тепло от футеровки, способствуют образованию на ней и на теле холодильников (при их обнажении) гарнисажа, предохраняющего их от истирания и прогара. Эмпирическая форму, из которой возможно определить толщину его:
Q = P/S (tp — tx),
где: Q — тепловая нагрузка, Вт/м2 (ккал/м2 • ч.);
P — теплопроводность, Вт/м °С (ккал/м • ч. °С);
S — толщина гарнисажа, м;
tp — температура на рабочей поверхности гарнисажа, °С;
tx — температура на стыке гарнисажа с холодильником, °С.
Гарнисаж стабилизирует рабочий профиль печи и распределение тепловых потоков в массиве кладки. Ценность этого фактора определяет требования к конструкции и технологии изготовления холодильников.
Причины их дефектности:
Термические напряжения на растяжение от неравномерного нагрева чугунного тела холодильника и его трубок. Они достигают от 3-х до 19 кг/мм2, так как чугун около труб находится в растянутом, а в периферийных зонах в сжатом состоянии. Неравномерность нагрева значительно увеличивается при повреждении холодильника. От возрастающих температурных напряжений появляются микротрещины. На кожухе возникают местные прогревы, а затем также трещины.
Анализ напряженности чугуна в плитах показал, что продолжительность службы холодильников ограничена. Она зависит от типа холодильника, его конструкции, условий эксплуатации и технологии плавки, в том числе степени ровности хода доменной печи.
По данным ВНИИМехчермета, полноценность холодильника сохраняется примерно в течение 5-6 лет, т. е. находится в пределах межремонтного периода для капитальных ремонтов 2-го разряда. Поэтому оставлять в печи при этих ремонтах холодильники шахты (а иногда и заплечиков) без проверки их состояния не следует. Степень напряженности тела холодильника и науппероженности трубок является мерилом надежности как самого холодильника, так и безопасности кожуха.
Остаточные литейные напряжения в плитах разрушают чугун и разгерметизируют трубки. Они зависят от технологии литья, качества чугуна и конструкции холодильника. При усадке кирпича 0,8 холодильники без залитого кирпича и вертикальных обрамляющих ребер (строчечные) имеют литейные напряжения на поверхности 0,2-6,8 кг/мм2. С залитым кирпичом и обрамляющими ребрами — 18-32 кг/мм2 тоже, но с прорезями для компенсации тепловых расширений -16-24 кг/мм2, а с залитым кирпичом, но без вертикальных обрамляющих, с асбеститовыми прокладками для компенсации усадки чугуна — 5-16 кг/мм2.
Разница в напряжениях объясняется сокращением в линейных размерах чугуна при усадке. Чугун сжимает кирпич, переходя сам в напряженное состояние, создавая условия к появлению трещин в теле холодильника. Несмотря на это и некоторое ухудшение теплопроводности, холодильники с залитым кирпичом в заплечиках предпочтительны, поскольку в этой зоне имеются большие истирающие усилия от раскаленного кокса. Кирпич улучшает прочность сцепления гарнисажа со стенками.
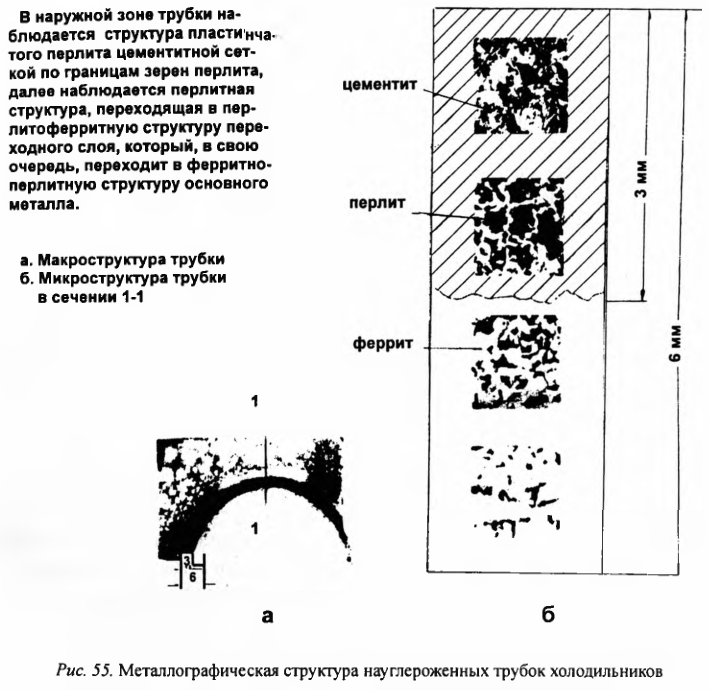
Науглероживание трубок холодильников. Предупреждение его — одна из главных задач при их изготовлении. Происходит оно при отсутствии защитного покрытия трубок в условиях высоких температур отливки холодильника — 1300-1350°С. Трубки делаются хрупкими и лопаются при появлении трещин в холодильниках (рис. 55). Теряется пластичность и ухудшаются механические свойства стали, из которой изготавливаются трубки. Толщина науглероженного слоя достигает 2 мм и состоит из перлита с цементитной сеткой.
Сопоставление величин деформации науглероженных и ненауглероженных трубок показало: удлинение последних до разрыва материала (Ст20) составило 25%, а после науглероживания с появлением цементитной сетки только 2%. Поэтому рекомендуется отливать холодильники при температурах 1180 — 1220°С с предварительной покраской трубок маршалитовой краской (мелкий кварцевый порошок, замешанный на белюге). Охладительная способность холодильника при этом не ухудшается.
Напряжения от неравномерности нагрева тела холодильников и кожуха с образованием в них трещин возможны при жестком креплении холодильников к кожуху (без компенсаторов между кожухом и защитной трубкой холодильника).
Поставленные однажды в одном из доменных цехов Урала холодильники без бобышек и компенсаторов (при испарительном охлаждении шахты) стали лопаться в массовом количестве. При их замене необоснованно ликвидировали испарительное охлаждение. Впоследствии его восстановили, но только для охлаждения шахт и реже — заплечиков. Оптимальность такого решения требует проверки. Недостатком в технологии изготовления плитовых холодильников до недавнего времени было отсутствие расчетов на термопрочность. Ограничивались только учетом теплопроводности.
Анализ их напряженного состояния выполненный ВНИИМехчерметом, показал, что уже в начальный период работы печи в районе охлаждающих трубок холодильников испарительного охлаждения возникают растягивающие усилия, превышающие предел прочности чугуна на растяжение. Это способствует образованию трещин в теле холодильника и разрыву трубок. Частая свариваемость трубок с теплом холодильника облегчает процесс трещинообразования. Оно предупреждается также оптимальным зазором 0,2-0,5 мм, заполняемым маршалитовой смазкой.
В плитовых холодильниках водяного охлаждения растягивающие усилия доходят до 300 МПа (3000 кг/см2) при пределе прочности чугуна на растяжение 120-150 МПа (1200-1500 кг/см2). В районе трубок они возникают при “выгорании” кладки. Температура поверхности плиты при этом достигает примерно 800°С. Поэтому создание более надежных в конструктивном и технологическом отношении холодильников является весьма важной проблемой в доменном производстве. За последние годы институтом “Черметэнергогазоочистка”, работающего над совершенствованием холодильников шахт доменных печей, предложены новые конструкции. Они рассчитаны на увеличение интенсивности охлаждения в сочетании с конструктивными изменениями, рассчитанными на лучшую их стойкость.
В практической работе необходим непрерывный и тщательный контроль за состоянием охлаждения. Чистота охладительных приборов предохраняется от загрязнения регулярной промывкой не реже двух раз в год, особенно после весенних паводков. Она производится водой высокого давления с добавлением 10-15% соляной кислоты (HCl) для удаления накипи, значительно снижающей теплопроводность холодильников (1 мм накипи снижает температуру внутренних стенок фурмы на 100°С).
Предметом особого внимания должна быть фурменная аппаратура. Попадание воды в печь нередко бывает причиной глубоких похолоданий. Дефектные охладительные приборы подлежат немедленному отключению с последующей заменой или заливке цементно-шамотным раствором, не сменяемых во избежание продува. Только в особых случаях допустимо временное оставление их в эксплуатации под особым наблюдением при сокращении воды до возможного предела. Давление ее лишь на очень малую величину может превышать давление газа в печи.
Интенсивность охлаждения зависит от состава охлаждающего реагента, наилучшим следует считать химически очищенную воду в исполнении обычного или пароиспарительного охлаждения. При обычной воде в зависимости от ее жесткости интенсивность охлаждения понижается. Охладительная система может быть показателем состояния профиля печи.
Постоянный контроль за теплосъемом холодильников и перепадом температур входящей и исходящей воды служит средством технологического контроля за ходом печи и состоянием кладки. Чем более перепад, тем тоньше стенка печи или излишне развит периферийный поток газа. Сокращение его должно быть в оптимальных пределах, так как в противном случае оно может быть причиной образования в нижних горизонтах профиля утолщенного гарнисажа и, как следствие, горение фурм, нарушение ровности хода и образование настылей.
Профилактическими мерами являются промывки профиля сварочным шлаком, неофлюсованными окатышами и сырой кусковой рудой с кислой пустой породой. Возможно также изменить толщину гарнисажа уменьшением кинетической энергии дутья. Уменьшение ее и, соответственно, перепада статического давления газа в шахте примерно на 0,1 ати бывает достаточно для его подплавления.
Таким образом, методы контроля за работой и состоянием охлаждения дают ценную оперативную информацию о состоянии профиля и признаках его искажения. Отсутствие внимания к системе охлаждения приводит к тяжелым последствиям. На одной из печей Урала оставление во время ремонта 2-й категории холодильников шахты без проверки привело к массовому выходу их из строя, длительным простоям и большим потерям производства. Особенно чревата последствиями длительная работа печей с неполноценным охлаждением.
Пример 1.
На печи объемом 1513 м3 произошел прогар кожуха на стыке заплечиков и фурменной зоны. На ликвидацию аварии потребовалось более суток с потерей чугуна до 3000 т. Причиной послужило неудовлетворительное состояние охладительной системы в указанном районе печи. В заплечиках было 9 дефектных холодильников, из них 3 — отключенных полностью. В фурменной зоне выключено 19 из 94. Наружная поливка оказалась недостаточно интенсивной и не обеспечила безаварийность работы.
Наружный полив, если он устанавливается на длительное время, должен иметь резервное питание. Отсутствие его может быть причиной аварий, весьма крупных по своим размерам и последствиям.
Пример 2.
Доменная печь НТМК полезным объемом 1100 м3 работала в конце своей кампании (1944 г.) с разрушенной кладкой в средней части шахты. Ремонт откладывался по соображениям военного времени. Кожух охлаждался наружной поливкой насосами высокого давления.
Внезапно прекратилась подача воды, что не было замечено своевременно. Печь остановили с некоторым опозданием. На кожухе шахты на высоте 5-7 м выше маратора образовались волнообразные поперечные вмятины со значительными разрывами. Шахта отклонилась от вертикали на 10°50′. Основное колошниковое кольцо опустилось на 2 м, а центр сместился от оси печи на 3 м. Высота волнообразных деформаций на кожухе шахты доходила до 800 мм и сопровождалась: разрывом наклонных газоотводов; искривлением и срывом консольной части скипового моста; разрушением ближайшей фермы перекрытия литейного двора; площадок и шатра печи.
Максимальный размер деформаций произошел в первые 20 мин. после прекращения подачи воды. В последующие 6 ч. после охлаждения при помощи пожарных насосов процесс деформации прекратился. Несмотря на исключительно большой объем повреждений, печь была восстановлена без демонтажа колошникового устройства. Под него подвели опорное устройство. Кожух шахты разрезали по месту деформации и при помощи гидравлических мощных домкратов наклонившуюся конструкцию колошника повернули и подняли в нормальное положение (рис. 56). Подъем продолжался 11 дней. Всего доменная печь простояла 92 дня.

Нарушение синхронной работы основных конструктивных элементов доменных печей и связанных с этим авариях нередко происходит по организационным причинам. Наиболее часто является нарушение запланированных графиков планово-предупредительных и капитальных ремонтов. Отсрочка их и накопление различных дефектов приводит к дезорганизации охладительной системы, к повышенному износу кладки, а затем к перегреву кожуха с образованием трещин, прогаров и продувов.
Пример 3.
На одной из печей Юга скопилось 47 сгоревших холодильников. Это привело к большому количеству трещин на кожухе длиной от 200 до 1400 мм и необходимости его ремонта. Другая печь простояла 82 ч. с потерей 2000 т чугуна из-за снижения давления охлаждающей воды, вызвавшего резкое увеличение перепада температур на холодильниках горна. В результате повредили три горновых холодильника и кожух горна. Несвоевременная ликвидация продувов газа из-за неисправности охлаждения привела к простою в 27 ч. и потере 1000 т чугуна.
Пример 4.
На печи объемом 1513 м3 произошел прогар заплечиков из-за длительной неисправности охладительной системы. Ряд холодильников имел по 2-3 отключенных трубки. Дополнительный наружный полив был недостаточным. Технологические возможности по созданию гарнисажа переводом печи на горячий передельный чугун с повышенной основностью шлака не были использованы.
Пример 5.
Печь полезным объемом 1600 м3 работала с системой испарительного охлаждения. Вследствие трудностей обнаружения дефектных холодильников печь была переведена на охлаждение технической водой. Однако и при этом не все поврежденные холодильники обнаруживались своевременно. Попадание воды в печь было очевидным. Это подтверждалось увеличением содержания водорода в колошниковом газе до 16-17%, даже при прекращении подачи в печь природного газа.
В связи с понижением нагрева печи и ухудшением дренажа в горне началось горение шлаковых и воздушных фурм. Ход стал неровным, произошло загромождение горна. Это привело к потере большей части фурм и закозлению чугунной и шлаковых леток. После восстановления нормального нагрева печь была остановлена для осмотра охладительной системы и устранения попадания воды в печь. Было отключено: в шахте 100 холодильников и 120 отдельных трубок; в области маратора 27 холодильников; в заплечиках 27 и в фурменной зоне — 7.
Такое количество дефектных элементов охладительной системы говорит не только о ее запущенности, но и о низкой квалификации обслуживающего персонала. Подавляющее число прогаров возможно было обнаружить на ходу печи, что является более совершенным способом проверки. Общий простой печи составил 39 ч. с потерей производства до 4000 т. Нормальный уровень его был достигнут только через 5 сут. из-за недостаточного нагрева печи.
Пример 6.
На доменной печи объемом 1242 м3, выплавлявшей ванадиевый чугун, вследствие выхода из строя всех контуров охлаждения 2-х холодильников заплечиков, организовали наружное охлаждение. Контуры были отключены и заглушены. Закрытие в районе сгоревших холодильников воздушных фурм или хотя бы уменьшение их диаметра выполнено не было. Наружный полив с помощью брызгал оказался недостаточным.
В результате через короткий промежуток времени произошел прорыв заплечиков с выбросом шихтовых материалов и повреждением электрокабелей питания загрузки печи. Прогар брони заплечиков имел размер 500×700 мм. Из-за простоя печи было потеряно 2100 т чугуна. Авария могла быть предотвращена наращиванием гарнисажа в ослабленной зоне заплечиков.
Пример 7.
На доменной печи объемом 1310 м3 из-за износа кладки и слабого гарнисажа произошел прогар мараторного пояса и кожуха заплечиков. Наружное охлаждение, установленное ранее после прогара холодильников маратора, оказалось недостаточным. Охлаждение маратора продолжало ухудшаться. Было потеряно 36 водоохлаждающих трубок мараторного пояса. На ликвидации аварии печь простояла 11 ч., потеря производства составила 1100 т чугуна.
Причины аварии: недостаточное охлаждение кожуха из-за выхода из строя холодильников и последующей слабой эффективности наружного полива, в отсутствии решения по капитальному ремонту мараторного пояса и стыковки его с заплечиками.
Пример 8.
На доменной печи одного из заводов Центра России в 1996 г. произошел прорыв горна в районе чугунной летки с прогаром горнового холодильника и повреждением поверхности другого, находящегося с ним рядом. Были повреждены также броня горна и воздухопровод охлаждения лещади. Продукты плавки вышли на литейный двор, залили шлаковые пути на расстояние до 30 м с повреждением шлаковых ковшей.
Причина аварии: длительная работа печи с отключенными холодильниками заплечиков над чугунной леткой. Истирание их тела привело к разрушению верха нижерасположенных холодильников фурменной зоны. Систематическое попадание воды в горн размыло гарнисаж и кладку горна в районе прорыва. Очевидно, что следовало организовать местное наружное охлаждение в районе выключенных холодильников заплечиков. Простой печи составил 9 суток с потерей производства 10500 т литейного чугуна.
Источники:
- Жеребин Б.Н., Пареньков А.Е. Неполадки и аварии в работе доменных печей. Новокузнецк: 2001. — 275 с.



