Профили, имеющие переменное поперечное сечение по длине, могут быть получены путем прокатки, штамповки, сварки, литья или резания. В наибольшей степени механизированному и автоматизированному массовому производству отвечает прокатка, обеспечивающая высокую производительность при минимальных технологических отходах металла (в виде обрези, облоя, стружки). Прокаткой получают как готовые профили-изделия, так и заготовки для последующей штамповки, близкие по форме и размерам к готовым изделиям, что снижает число переходов и расход дорогостоящего инструмента при штамповке. Использование таких профилей позволяет получить экономию металла до 20 % и более.
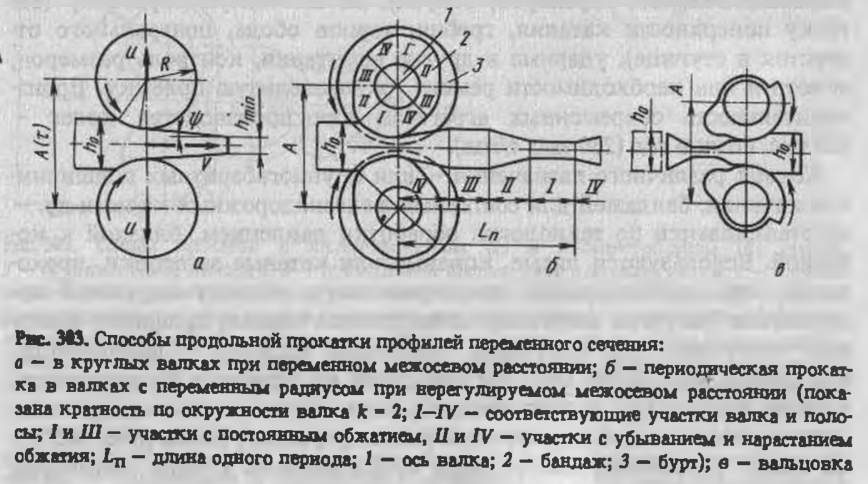
Способы изготовления профилей переменного сечения продольной прокаткой показаны на рис. 303. Первый способ, осуществляемый в валках с постоянным по периметру радиусом R, но с регулируемым (переменным) расстоянием между осями валков A (τ), позволяет прокатывать профили с плавным изменением размеров по длине. Клиновидность профиля tgψ = u/v зависит от скорости изменения расстояния между валками u и скорости прокатки v. Этот способ применяется, например, для прокатки листов переменной толщины; заданный закон изменения толщины реализуется по длине листа, как правило, один раз, т.е. такой лист представляет собой однократный профиль.
Второй способ, осуществляемый в валках с переменным по периметру радиусом R(θ) и нерегулируемым в процессе прокатки (примерно постоянным) межосевым расстоянием A, позволяет получать плавные и резкие переходы размеров, что определяется калибровкой валков. Длина получаемого профиля и диаметр (периметр) валка при этом способе имеют строгую взаимозависимость, так как за один оборот валка должен быть прокатан 1 профиль полной длины или, при малой длине, целое число m профилей. При кратности k = 1… m по окружности валка и числу оборотов валка n за время прокатки данной полосы на ее длине уложится kn кратностей (периодов) профиля; в этом случае прокатанную полосу называют периодическим профилем, а процесс его получения — периодической прокаткой. Периодическая прокатка выполняется обычно за одни проход в последней (чистовой) клети сортопрокатного стана. Все предыдущие клети производят обычную продольную прокатку заготовки с постоянным по длине поперечным сечением, которое в наибольшей мере приближено к поперечным сечениям периодического профиля.
Третий способ изготовления профилей переменного сечения — деформация в ковочных вальцах (вальцовка). Она осуществляется в валках с закрепленными на них деформирующими калибрами в виде бандажей или секторов с переменным радиусом R(θ) при нерегулируемом межосевом расстоянии A. Вальцовка является по существу процессом прокатки, который, однако, имеет некоторые отличия от описанного способа прокатки в валках с переменным радиусом в стане обычной конструкции. Валкам ковочных вальцов сообщают прерывистое вращение с остановками в момент выхода на линию центров холостой части валков. В этот момент зазор между валками превышает высоту заготовки; задача заготовки в валки производится в направлении, обратном направлению прокатки. При последующем вращении валки с центральным углом рабочей части 180-270° обжимают металл и выдают его в сторону вальцовщика (по характеру движения металла и валков процесс вальцовки аналогичен пилигримовой прокатке труб). Вальцовкой получают профили ограниченной длины, которая определяется диаметром валков в рабочей части, составляющим обычно 200-500 мм. Преимуществом вальцовки является не вызывающая затруднений возможность осуществления ее в несколько пропусков в многоручьевых валках, что позволяет максимально приблизить форму профиля к готовой детали. Вальцы используются преимущественно перед штамповочными прессами в машиностроении, в то время как станы для получения массовых периодических профилей проката — в металлургии.
Периодические профили проката классифицируют по нескольким признакам:
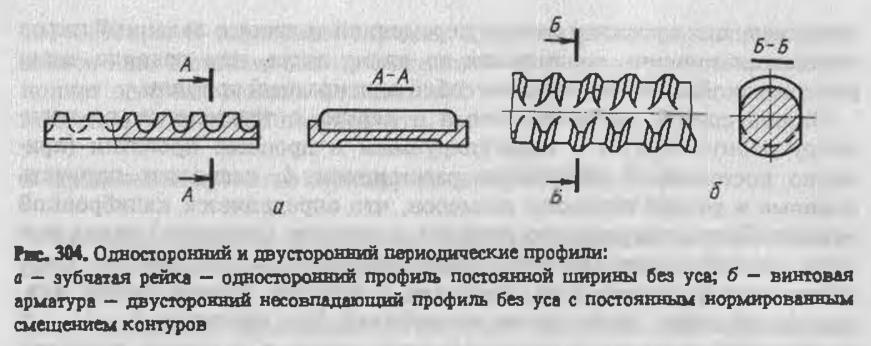
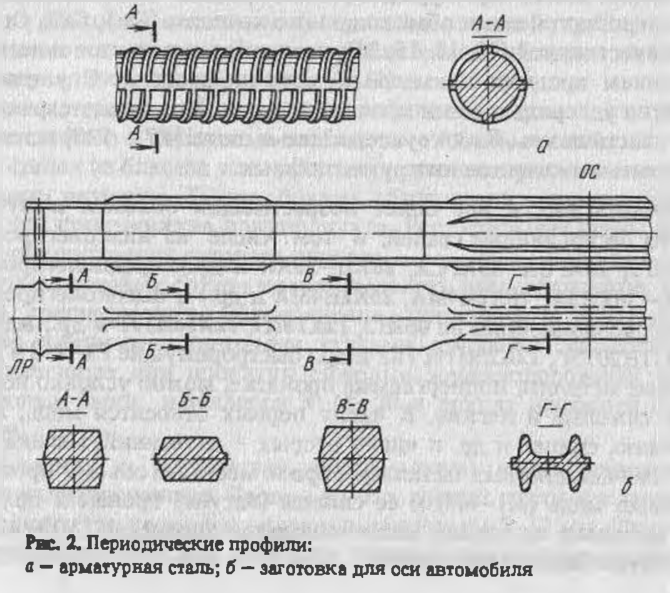
- по форме — односторонние (рис. 304, а) и двусторонние (рис. 2, 304, б), двусторонние с совпадающим (рис. 2, б) и несовпадающим (рис. 2, а; 304, б) верхним и нижним контуром;
- по сложности — простые (с постоянной шириной; с отношением площадей поперечного сечения профиля Fmax/Fmin < 2) и сложные (с переменной шириной; с Fmax/Fmin > 2);
- по технологическим признакам — прокатанные в открытых или закрытых калибрах (соответственно с усами местными, по всей длине или без них) и др.
Различные признаки могут быть взаимосвязаны, а в некоторых случаях их выполнение может зависеть от конструкции главной линии стана. Например, прокатка с усами позволяет увеличить коэффициент вытяжки до 3,4-3,8 без нару шения условий захвата металла валками (в то время как при прокатке без усов он не превышает 2,1-2,3), что позволяет получить более сложные профили. Однако при необходимости получения готового профиля без усов их последующая обрезка приводит к повышению отходов металла. Односторонний профиль, а также двусторонний с ненормированным относительным расположением нижних и верхних контуров (арматурные профили, кроме винтовых, и другие профили, допускающие смещение нижнего и верхнего контуров) могут быть прокатаны на любом прокатном стане. Двусторонние профили с закономерным расположением верхнего и нижнего контуров (с совпадением контуров, винтовая арматура и другие с нормированным смещением контуров) могут быть прокатаны только на специальных станах, в приводе валков чистовых клетей которых имеются устройства для угловой синхронизации валков — регулировочные муфты с бесступенчато проворачиваемыми друг относительно друга полумуфтами, а также механизмы относительного перемещения в пространстве валков шестеренной клети.
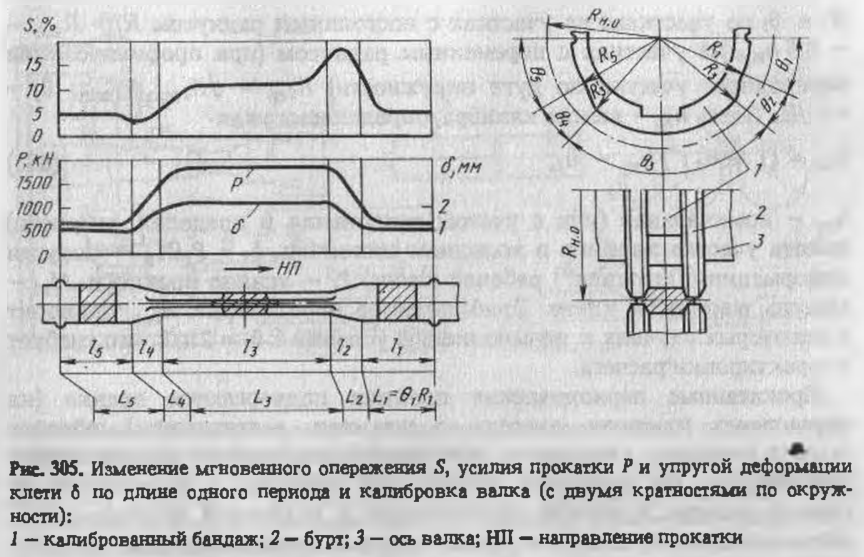
Получение заданного профиля проката обеспечивается правильно рассчитанным диаметром и калибровкой валков. Расчет усложнен тем, что периодическая прокатка, в отличие от обычной, является процессом нестационарным, при котором происходят регулярные изменения обжатия, приводящие, в свою очередь, к изменению геометрических параметров очага деформации, опережения, уширения, усилия прокатки. Участкам профиля li с постоянными hi или изменяющимися himax ⇔ himin размерами (рис. 305) должны соответствовать участки окружности валка, имеющие определенный центральный угол θi, постоянные Ri или переменные Rmin ⇔ Rmin радиусы и длину дуги Li. Наличие опережения приводит к зависимости дифференциалов длин dL = dl/(1 + S), при этом полные длины соответствующих участков валка составляют

где S и Sср — мгновенное опережение и среднеинтегральное значение опережения на участке li; lнi — номинальная длина участка в холодном состоянии; αt — коэффициент линейного расширения, t° — температура прокатки профиля.
Сумма длин участков ∑Li при кратности профиля k по периметру валка определяет условный катающий радиус валка Rкат = k∑Li /2π и радиус начальной окружности валка Rн.о ≈ Rкат + 0,5 hср, где hср = ∑hiсрli/∑li — средняя высота профиля.
Найденный радиус валка Rн.о позволяет определить все значения Ri и θi по участкам: на участках с постоянным радиусом Ri = Rн.о — 0,5hki на участках с переменным радиусом (при профилировании переходного участка по дуге окружности) Riср = √RimaxRimin; θi = Li/Ri. Здесь hki — высота калибра, определяемая как

hнi — номинальная (или с учетом отклонения в пределах допусков) высота участка профиля в холодном состоянии, δi = Pi/Mк — упругая деформация («пружина”) рабочей клети, Pi — усилие прокатки, Mк — модуль жесткости клети. Приближенное определение Rн.о приводит в некоторых случаях к невыполнению условия ∑ θi = 2π/k, что требует корректировки расчета.
Прокатанные периодические профили подвергаются правке (на правильных машинах, прессах, в штампах, растяжением), обрезке усов (в штампах, дисковыми ножницами), разрезке на мерные длины или периоды (на ножницах, пилах). Эти операции в зависимости от вида и размера профилей производятся в различной последовательности, выборочно, а также в горячем или холодном состоянии.




