Технические требования на каждый конкретный вид продукции приведены в соответствующих ГОСТах или ТУ. Эти документы являются строго обязательными для предприятий-производителей.
В ГОСТах и ТУ указаны размеры прокатываемых листов и полос и возможные отклонения от номинальных значений (допуски). В качестве примера в табл. 29 приведены допуски на толщину горячекатаных стальных листов и полос согласно ГОСТ 19903-74 (до толщины 12 мм). Из табл. 29 видно, что для стальных листов предусмотрены две категории точности прокатки: повышенная и нормальная. С увеличением ширины листов допуск также увеличивается. Для тонких листов (≤ 3,9 мм) допускаемые отклонения в плюс и минус симметричны относительно номинальной толщины, а для толстых листов (> 3,9 мм) минусовый допуск значительно больше плюсового.
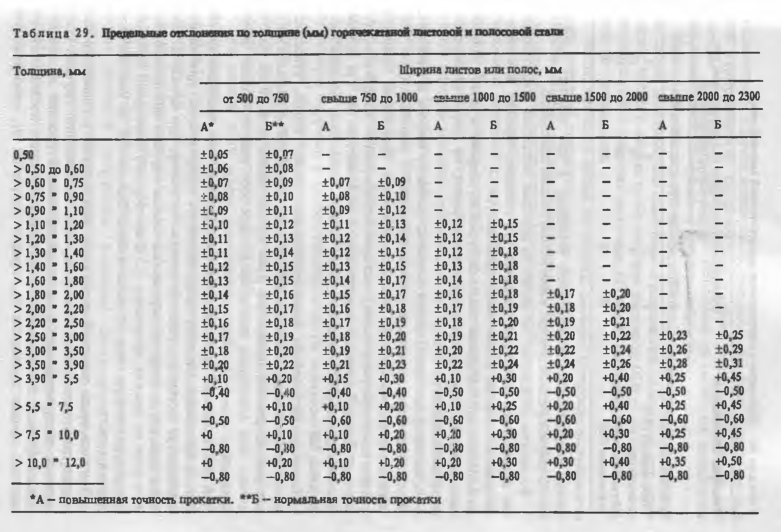
Во многих стандартах на листы из цветных металлов предусмотрена только одна категория точности по толщине, причем плюсового допуска нет, введен только минусовый допуск.
В ГОСТах и ТУ указаны также допуски на ширину и длину прокатных изделий. Полосы, выпускаемые в рулонах, не имеют строгих ограничений по длине.
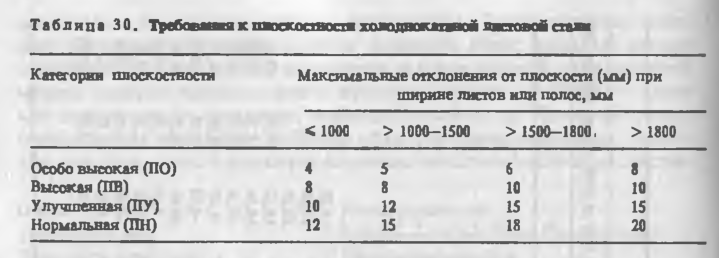
В процессе прокатки листов и полос, особенно тонких и широких, часто образуются дефекты в виде волнистости и коробоватосги. Поэтому важным показателем качества листовой продукции является плоскостность (планшетностъ), которая определяется по отклонению листа от базовой плоской поверхности в миллиметрах на 1 м длины. В стандартах СССР предусмотрены четыре категории плоскостности (табл. 30).
К числу требований, характеризующих форму полос, относится также требование по минимальной ребровой кривизне (серповидности), которая не должна превышать 3 мм на 1 м длины или 10 мм на 3 м длины. Для некоторых видов продукции этот допуск бывает более жестким.
В ГОСТах или ТУ приведен химический состав всех листовых металлов. В некоторых случаях предъявляются определенные требования к структуре металла в готовых листах. Например, при прокатке листов из средне- и высокоуглеродистых сталей глубина обезуглероженного слоя не должна превышать 2,5 % на сторону; суммарная толщина обезуглероженного слоя не должна быть больше 4 % от фактической толщины листа.
Имеются виды листовой продукции, для которых регламентирован только химический состав металла, но в большинстве случаев стандартами предусматривается также определенный уровень механических свойств. К числу наиболее часто нормируемых показателей относятся: предел прочности σв, предел текучести σт, относительное удлинение δ, ударная вязкость KC, твердость HB, HRB. Для более полной характеристики механических свойств предусматриваются различные технологические пробы: испытания на изгиб, на выдавливание лунки (проба по Эриксену), на перегибы и др.
Тонколистовая низкоуглеродистая сталь для холодной штамповки по своим пластическим свойствам и назначению делится на ряд категорий: ВОСВ — весьма особо сложная вытяжка; ОСВ — особо сложная вытяжка; СВ — сложная вытяжка; ВГ — весьма глубокая; Г — глубокая; Н — нормальная.
Листы, полосы и ленты из многих цветных металлов выпускаются трех степеней твердости: меткие (отожженные), полутвердые (полуотожженные) и твердые (неотожженные). Для некоторых видов листов предусмотрена дополнительная степень — особо твердые.
Важное значение имеют требования, относящиеся к качеству по верхности листовой продукции. На поверхности листов и полос не должно быть трещин, пузырей, плен, вмятин, грубых царапин, значительной рябизны, вкатанной окалины, шлаковых включений. Допускается пологая зачистка дефектов, но ее глубина не должна выводить продукцию за пределы минусовых допусков. По качеству отделки поверхности стальные листы подразделяют на четыре группы: I — особо высокой отделки; II — высокой отделки; III — повышенной отделки; IV — обычной отделки. Холоднокатаные листы выпускаются с поверхностью I-III группы отделки; горячекатаные — только III или IV группы.
Листы I группы могут иметь глянцевую или матовую поверхность без следов коррозии и цветов побежалости. На поверхности допускаются лишь отдельные мелкие риски длиной не более 20 мм, а также участки разной тональности без резких границ. По требованию потребителя листы и полосы поставляются с нормированной шероховатостью поверхности в соответствии с ГОСТ 2789-73.
Для листов II-IV групп установлены менее жесткие требования по количеству и видам поверхностных дефектов. Горячекатаные листы III и IV группы могут поставляться в травленом или нетравленом состоянии. На поверхности нетравленых листов может присутствовать неотделяющийся тонкий слой окалины, не препятствующий обнаружению поверхностных дефектов.
Помимо отмеченных требований общего характера, к отдельным видам листовой продукции, имеющим специальное назначение, предъявляются особые, специфические требования. Например, листы из коррозионностойких сталей проходят испытания на межкристаллитную и интеркристаллитную коррозию, для электротехнических сталей предусматривается определение магнитных и электрических свойств и т.д.
Исходные материалы листопрокатного производства
Для станов горячей прокатки исходным материалом служат слитки, катаные и непрерывнолитые слябы. В случае получения листов из алюминия и других цветных металлов на литейно-прокатных агрегатах исходным материалом является жидкий металл.
В черной металлургии горячая прокатка листов ведется в основном из слябов. Слитки применяются главным образом при производстве особо толстых листов (плит), толщиной более 50- 60 мм; при этом масса слитков достигает 40-100 т.
В цветной металлургии в настоящее время слитки являются основным исходным материалом, хотя они и вытесняются постепенно непрерывнолитыми слябами. В этой отрасли широко применяются слитки малого развеса, массой менее 1-2 т, а иногда и менее 100 кг.
Во всех случаях листовые слитки имеют плоскую форму: отношение ширины к толщине составляет 2-3 и более (такие слитки называют «плюшками»). Для получения необходимой структуры и высоких механических свойств металла толщина слитков должна не менее чем в 15-20 раз превышать толщину готовых листов.
Состояние поверхности слитков существенно отражается на качестве проката. На поверхности слитков должны отсутствовать продольные и поперечные трещины, надрывы, пояса, завороты, плены, крупные неметаллические включения и другие дефекты. При обнаружении таких дефектов слитки подвергаются ремонту (зачистке). Слитки многих цветных металлов и некоторых легированных сталей подвергаются сплошной зачистке путем строжки, фрезерования или шлифовки. Слитки некоторых металлов, например дуралюмина, перед нагревом и прокаткой проходят термическую обработку (гомогенизацию).
Слябы представляют собой плоские заготовки прямоугольного сечения, толщиной 100-350 мм, шириной 600-2500 мм, длиной 1,2 — 14 м, массой до 45 т. Катаные слябы получают прокаткой на слябингах и блюмингах. Литые слябы получают на МНЛЗ разных типов. Применение литых слябов обладает рядом преимуществ: такие заготовки более однородны по химическому составу и структуре, себестоимость их ниже, чем катаных. Отношение толщины литого сляба к толщине готового листа должно быть не менее 5-8 для рядовых углеродистых сталей и 8-10 для легированных сталей;в будущем,возможно,эти предельные значения могут быть снижены.
Имеются технологические схемы, при которых слябы сразу же после прокатки на слябинге в горячем состоянии поступают на широкополосный стан. Однако гораздо чаще применяется другая схема: после прокатки на слябинге или блюминге слябы охлаждают, осматривают и удаляют обнаруженные поверхностные дефекты.
Получили распространение машины огневой зачистки (МОЗ), устанавливаемые непосредственно за обжимным станом. На МОЗ осуществляется сплошное сжигание поверхностного, наиболее пораженного дефектами, слоя металла толщиной 1-1,5 мм. Горение железа происходит в результате подачи струи кислорода на раскаленную поверхность металла. МОЗ обладают высокой производительностью, могут работать в автоматическом режиме; однако при использовании МОЗ значительно возрастает расходный коэффициент металла.
Для удаления местных дефектов при выборочном ремонте слябов применяют различные способы ручной зачистки: огневую, абразивную, механическую (вырубка пневматическими зубилами). Слябы из специальных сталей (коррозионностойких, жаропрочных, инструментальных) подвергают сплошной зачистке путем строжки, фрезерования или шлифования. Непрерывнолитые слябы из алюминиевых сплавов и других цветных металлов также проходят операцию фрезерования.
Заготовкой для станов холодной прокатки служат горячекатаные полосы (в отдельных случаях — горячекатаные листы). Толщина исходных полос чаще всего составляет 2-5 мм при производстве стальных листов и 3-12 мм при производстве листов из цветных металлов. Обычно горячекатаные полосы поступают в цеха или отделения холодной прокатки в рулонах.
Некоторые цветные металлы, например латуни и бронзы с большим содержанием свинца, обладают низкой пластичностью в горячем состоянии. Поэтому они подвергаются только холодной прокатке, которая ведется непосредственно из слитков толщиной 25-50 мм.




