Для достижения высокой производительности и безопасной работы на стане весьма важно обеспечить прямолинейный выход полосы из валков. Однако прокатные валки стремятся увлечь за собой полосу, в результате чего она изгибается, а иногда и оковывает валок. Последнее сбивает настройку стана и часто приводит к поломкам валков, муфт, шпинделей и т. п. Чтобы предотвратить это явление, применяют выводные проводки, которые в зависимости от условий прокатки устанавливают на нижнем или на верхнем валках, а иногда одновременно на обоих валках (рис. 79). 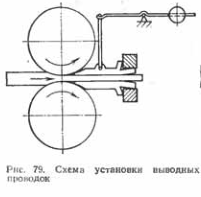 Для обеспечения прямолинейного выхода полосы из валков казалось бы естественным изготовлять их одинакового диаметра. Однако практика показывает, что всегда могут появиться случайные причины (неравномерный нагрев или охлаждение, неравномерная выработка ручьев, различные условия трения и т. д.), которые в одном случае будут изгибать полосу на нижний, а другом — на верхний валок. В какую сторону будет изгибаться полоса, заранее сказать трудно. Чтобы предупредить случайное отклонение полосы, увеличивают один из диаметров валков и тем самым создают условия, при которых полоса всегда отклоняется в одну и ту же сторону — в сторону валка с меньшим диаметром. Разницу диаметров валков, выраженную в миллиметрах, называют давлением валков.
Для обеспечения прямолинейного выхода полосы из валков казалось бы естественным изготовлять их одинакового диаметра. Однако практика показывает, что всегда могут появиться случайные причины (неравномерный нагрев или охлаждение, неравномерная выработка ручьев, различные условия трения и т. д.), которые в одном случае будут изгибать полосу на нижний, а другом — на верхний валок. В какую сторону будет изгибаться полоса, заранее сказать трудно. Чтобы предупредить случайное отклонение полосы, увеличивают один из диаметров валков и тем самым создают условия, при которых полоса всегда отклоняется в одну и ту же сторону — в сторону валка с меньшим диаметром. Разницу диаметров валков, выраженную в миллиметрах, называют давлением валков.
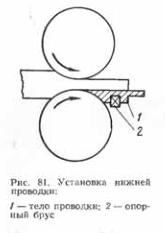
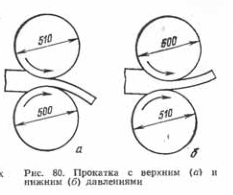 Различают прокатку с нижним давлением, когда диаметр ннжнего валка больше диаметра верхнего, и с верхним давлением, когда диаметр верхнего валка больше диаметра ннжнего (рис. 80). Нижнее давление применяют в основном на блюмингах и слябингах, чтобы предотвратить удар выходящей полосы о ролики рольганга. Оковывания верхнего валка в этом случае можно не опасаться, так как сечение полосы велико. На сортовых и мелкосортных станах применяют верхнее давление. Полоса при этом прижимается к нижней проводке (рис. 81). При этом отпадает надобность в верхней проводке, установка которой значительно сложнее, чем нижней.
Различают прокатку с нижним давлением, когда диаметр ннжнего валка больше диаметра верхнего, и с верхним давлением, когда диаметр верхнего валка больше диаметра ннжнего (рис. 80). Нижнее давление применяют в основном на блюмингах и слябингах, чтобы предотвратить удар выходящей полосы о ролики рольганга. Оковывания верхнего валка в этом случае можно не опасаться, так как сечение полосы велико. На сортовых и мелкосортных станах применяют верхнее давление. Полоса при этом прижимается к нижней проводке (рис. 81). При этом отпадает надобность в верхней проводке, установка которой значительно сложнее, чем нижней.
 Прокатка в валках неравного диаметра связана с явлением так называемою секундного растяжения металла, т. е. разностью скоростей, сообщаемых полосе со стороны валков большего и меньшего диаметра. В силу сплошности полоса выходит из валков с какой-то средней скоростью. В результате выравнивания скоростей в металле появляются дополнительные внутренние напряжения.
Прокатка в валках неравного диаметра связана с явлением так называемою секундного растяжения металла, т. е. разностью скоростей, сообщаемых полосе со стороны валков большего и меньшего диаметра. В силу сплошности полоса выходит из валков с какой-то средней скоростью. В результате выравнивания скоростей в металле появляются дополнительные внутренние напряжения.
Разница диаметров валков приводит к ударам в клети. Валок большего диаметра стремится через прокатываемую полосу увеличить скорость валка меньшего диаметра. Благодаря зазорам в муфтах и шпинделях меньший валок опережает связанный с ним шестеренный валок. Когда полоса выходит из клети, меньший валок останавливается. Затем после поворота на величину зазора он начинает вращаться от шестеренного валка. В этот момент возникает удар, который может привести к поломкам. Кроме того, валок меньшего диаметра, увлекаемый большим валком, является тормозом. Это приводит к повышенному расходу энергии и возникновению напряжений в деталях клети стана.
Таким образом, не следует допускать значительной разницы в диаметрах валков. Разница диаметров должна быть такой, чтобы обеспечивался направленный выход полосы. На практике рекомендуют принимать следующие величины давления: нижнее для блюминга и слябинга 10— 15 мм, верхнее для крупно-, средне- и мелкосортного (проволочного) станов соответственно менее 10; 8; 3 мм.
При прокатке фасонных профилей выбор верхнего или нижнего давления зависит от того, в какой валок будет врезана закрытая часть калибра — этот валок принимают большего диаметра.




