
В литейном производстве важное место отведено литейным сплавам, т.е. тем, которые были получены путём сплавления как минимум двух, а порой и нескольких металлов, в т.ч. с добавлением неметаллов. Применение их определяется в первую очередь индивидуальными физическими и механическими свойствами полученного состава, так как все они отличаются прочность, пластичностью, обрабатываемостью, твёрдостью, вязкостью и т.п.
С одних сплавов очень легко вылить фасонную отливку сложной конфигурации, а с других — даже простую форму удается получить с огромным трудом. И тут всё дело в литейных свойствах, которые, как и физические характеристики, у каждого состава абсолютно разные.
Получить качественный слиток, без внутренних трещин, усадочных раковин и подобных дефектов можно только из подходящих для этого сплавов. Например, из углеродистой стали, серого чугуна, алюминиевых или титановых сплавов, медных, легированных сталей. Они обладают самыми лучшими литейными свойствами, это:
- жидкотекучесть;
- усадка;
- ликвация;
- газопоглощение.
Что такое жидкотекучесть?

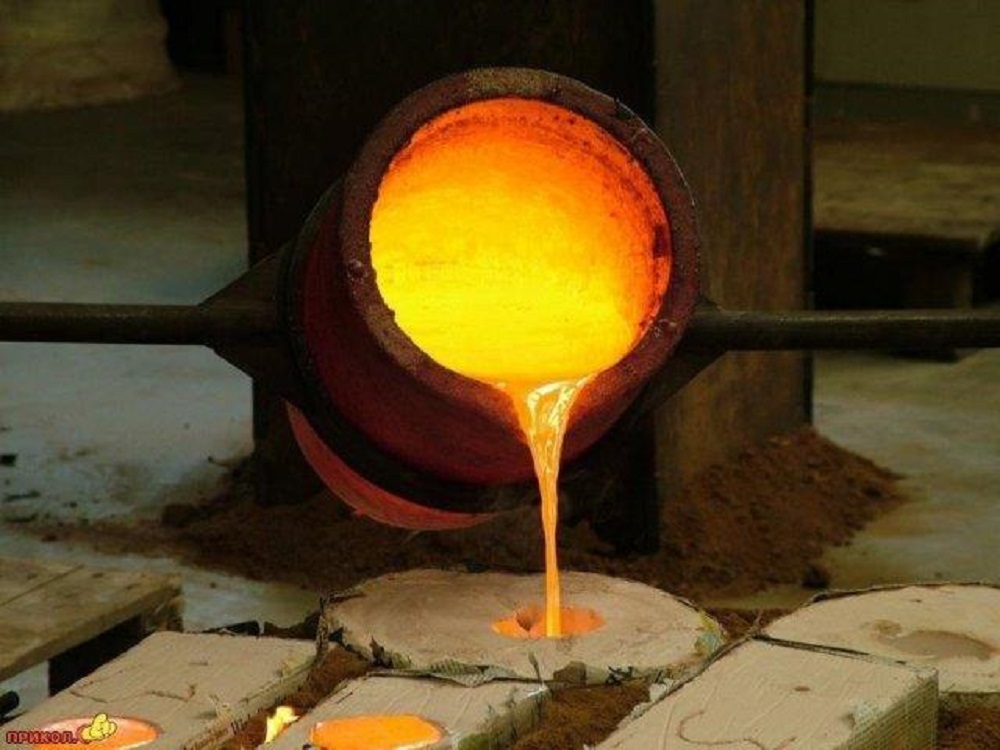
Одним из важнейших литейных свойств металлов называют жидкотекучесть. Речь идёт об особом свойстве расплава растекаться и быстро заполнять все каналы необходимой формы для литья, при этом обеспечивая плотное и 100%-ное заполнение её полости, с последующим качественным и чётким воспроизведением контуров отливки. Если у сплава высокий показатель жидкотекучести, то это говорит о том, что подготовленная форма будет быстро и полностью заполняться расплавом, независимо от того, какого диаметра у неё сечения.
Если же данный показатель низкий, то, как минимум, будут недоливы. Чтобы проверить соответствие показателя нужному уровню, перед разливкой металла всегда берётся проба для металлургической лаборатории.
На показатель жидкотекучести влияют:
- температура;
- теплопроводность материала, из которого сделана литейная форма;
- наличие неметаллических включений (сера и хром, например, данный показатель снижают, а вот углерод и фосфор – повышают).
Зная жидкотекучесть, можно подобрать оптимальные размеры стенок и конфигурацию форм для отливок.
Усадка и её виды
Вторым важным литейным свойством сплавов считается усадка. Так называется явление в виде уменьшения объёма отливки во время её охлаждения. Начинается она после того, как расплавленный металл достигнет определённой температуры и происходит в интервале от жидкого состояния, затем — при кристаллизации во время затвердения и завершается в твёрдом. Бывает усадка двух видов:
- линейная;
- объёмная.
Зависит от многих факторов: химсостава сплава, температуры, конфигураций заливочных форм и т.п. Составы с повышенной склонностью к усадке могут вызвать образование больших усадочных раковин и пористости, следовательно, требуют принятия ряда технологических приёмов (например, установки прибылей и пр.).
Третья группа – газопоглощение и ликвация

В число важных литейных свойств материалов входит газопоглощение. Так называют способность металлов, находясь в состоянии расплава, поглощать из окружающей среды кислород, водород, азот. Проблема в том, что потом, после затвердения слитка, пузырьки газа образуют внутренние поры и газовые раковины. Это в итоге отражается на прочности изделия и области его применения.
Также в литейном производстве учитывают ликвацию, то есть химическую неоднородность слитка. Она бывает зональной (в области всей детали) и дендритной (в зоне одного зерна). Высокая ликвация отрицательно влияет на пластичность сплава, прочность, твёрдость, коррозионную стойкость, затрудняет последующую обработку слитка давлением.





