Переход на непрерывную разливку, с одной стороны, и непрерывное повышение требований к качеству стали, с другой, привели к необходимости создания специальной установки доводки стали (УДС). Ставший обычным и обязательным вариант установки предусматривает возможность завершения процесса раскисления-легирования стали в более благоприятных условиях, чем в сталеплавильном агрегате во время выпуска плавки, и регулирование температуры металла путем его охлаждения. Для этого установка оборудуется средствами: продувки металла аргоном; ввода в металл раскисляющих и легирующих присадок, включая в виде обычной проволоки (алюминий) и порошковой проволоки (ЩЗМ, РЗМ) с помощью трайб-аппарата.
Однако такой вариант установки ковшевой доводки стали требует очень высокого перегрева металла к концу окислительного рафинирования его в сталеплавильном агрегате, что отрицательно сказывается на стойкости футеровки агрегата и ковша, а также на газонасыщенности металла. Поэтому появилась необходимость обеспечивать нагрев металла в ковше, используя электрическую энергию. Были опробованы индукционный, дуговой и плазменнодуговой варианты нагрева. Наиболее приемлемым вариантом оказался электродуговой нагрев.
Установка доводки стали в ковше с нагревом металла появилась более 40 лет назад и получила название печь-ковш. Схема самого простого варианта такой установки приведена на рис. 116.
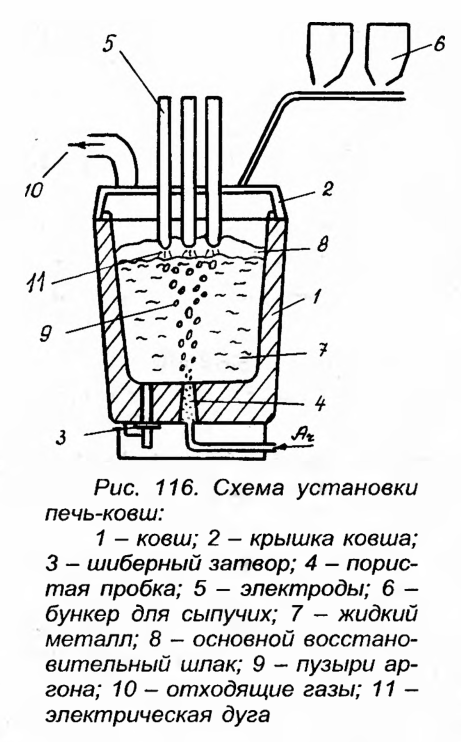
Нагрев металла осуществляется электрической дугой, которая образуется между графитовыми электродами, опущенными в шлак, и металлом.
Возможность нагрева металла в ковше позволяет: снизить перегрев металла в сталеплавильном агрегате; провести раскисление-легирование с повышенным расходом материалов; обеспечить глубокую десульфурацию металла путем наводки высокоосновного восстановительного шлака. Кроме того, на такой установке высокоэффективно используется продувка металла аргоном. Эта продувка обеспечивает не только дегазацию металла, но и перемешивание его, благодаря чему ускоряется расплавление присаживаемых в ковш ферросплавов и гомогенизация расплава по химическому составу и температуре, существенно улучшается взаимодействие металла и шлака, т. е. десульфурация металла.
По существу современные установки печь-ковш позволяют успешно провести доводку стали, используя все элементы ковшевой доводки, кроме вакуумирования. Это дает основание считать их самой совершенной техникой, применяемой в настоящее время для ковшевой доводки стали.
В кислородно-конвертерном цехе ОАО “ММК” в 2000 г. введена в эксплуатацию установка печь-ковш немецкой фирмы “ФУКС-Системтехник” вместимостью 370 т. Эта фирма начала поставлять установки печь-ковш в 1985 г. Первые ее установки имели вместимость ковша до 50 т и мощность трансформатора до 10 МВД. Магнитогорский вариант установки является наиболее совершенным видом такой техники не только по вместимости ковша и мощности трансформатора (45 МВД), но и по возможностям более эффективного проведения операций по доводке стали и использования установки в целом.
Повышению эффективности использования установки способствуют многие усовершенствования конструкции, особенно в части электронагрева, в том числе обслуживание двух стендов одним трансформатором и одним комплектом электродов с поворотными электрододержателями (двухпозиционная установка). В части регулирования химического состава металла предусмотрены: продувка металла аргоном через два пористых блока в дне ковша и через погружную фурму; подача в ковш всех материалов, необходимых для наведения шлака, раскисления-легирования и науглероживания металла.
Описываемая установка печь-ковш (УПК) используется как в качестве единственного способа ковшевой обработки стали, так и в сочетании с давно действующей комбинированной установкой вакуумирования стали (КУВС). В связи с этим возможны следующие три схемы продвижения металла: конвертер-УПК-МНЛЗ; конвертер-КУВС-УПК-МНЛЗ; конвертер-УПК-КУВС-МНЛЗ.
Следует отметить, что пуск установки печь-ковш в ККЦ ОАО “ММК» прежде всего упростил решение наиболее сложной технологической задачи — получения стали с особо низким содержанием (<0,005%) серы.
Основные требования к химическому составу конечного шлака, наводимому в ковше для десульфурации металла: 55-65% CaO, 25-35% (SiO2+Al2O3), 4-5% MgO, не более 0,5% FeO, В=(CaO)/(SiO2+Al2O3)=2,5. Шлак белый. Для наводки шлака используют известь и плавиковый шпат в соотношении 4:1. Раскисление шлака осуществляют алюминием.
Наиболее важные положения технологии доводки стали на установке печь-ковш сводятся к следующему.
Выпуск плавки, как обычно, совмещают с основным раскислением-легированием. Количество присаживаемых в ковш материалов устанавливают из расчета получения в металле концентрации основных раскисляющих и легирующих элементов (Mn, Si, Al) по нижнему пределу их содержания в готовой стали. Во время выпуска плавки металл продувается аргоном через дно ковша, чтобы повысить скорость расплавления присаживаемых материалов и гомогенизации металла по химсоставу и температуре. В конце выпуска осуществляют качественную отсечку конвертерного шлака, поскольку попадание в ковш этого шлака в значительных количествах имеет серьезные отрицательные последствия: усложняет наводку нового шлака в ковше, следовательно, ухудшает десульфурацию металла; приводит к повышению содержания фосфора в металле, поскольку весь фосфор конвертерного шлака переходит в него при наводке восстановительного шлака.
Уровень налива металла в ковше должен быть не менее 500 мм от верхней кромки его, поскольку наводится шлак толщиной 100—150 мм. Кроме того, во время продувки аргоном металл и шлак находятся во вспученном состоянии ввиду нахождения в них пузырьков вдуваемого газа.
Доводка металла на установке начинается с продувки его в течение 1-2 мин, после чего производится измерение температуры и окисленности металла. С учетом содержания кислорода в металле вводят в него с помощью трайб-аппарата расчетное количество алюминиевой катанки (проволоки), чтобы осуществить предварительное раскисление металла. После этого приступают к наводке восстановительного шлака, присаживая известь и плавиковый шпат порциями не более 150 кг (общий расход до 10 кг/т). После получения жидкого шлака его раскисляют алюминием, расходуя 0,2-0,3 кг на тонну металла. Наводка шлака продолжается примерно 5 мин.
По окончании наводки шлака через 3 мин продувки отбирают пробы металла и шлака, измеряют температуру. После получения результатов химического анализа металла производят основную корректировку его химического состава присадкой необходимого количества раскисляющих и легирующих присадок из расчета получения среднего содержания элементов. Затем металл перемешивают не менее 5 мин. После этого снова отбирают пробу металла, по результату ее анализа, если надо, осуществляют дополнительную корректировку химсостава и температуры стали. Высокоактивные элементы в виде порошковой проволоки вводят только после окончания последнего цикла нагрева металла.
Погружную продувочную фурму используют тогда, когда донная подача аргона нарушена. Естественно, необходимо стремиться исключить такие случаи.
