В данном разделе рассмотрен способ компенсации тепловых потерь от жидкой стали при внепечной обработке с помощью электрической дуги.
Этот способ позволяет создавать установки, в которых могут быть реализованы комбинированные (комплексные) методы внепечной обработки: вакуумирование, обработка аргоном, синтетическим шлаком и др. На таких установках можно стабильно получить сталь с уникальными свойствами: с низким содержанием углерода, серы, фосфора, неметаллических включений, водорода, азота. Кроме того, такие установки своим существованием снижают тепловую нагрузку и повышают производительность сталеплавильных печей, повышают стойкость огнеупорной кладки сталеплавильных печей. В самих установках стабилизируется температура стали, повышается вероятность попадания в заданный химический состав и снижается расход дорогостоящих легирующих элементов.
Установка внепечной обработки с электродуговым подогревом : Здесь реализован LF-процесс, разработанный в Японии. От названия этого процесса появился целый класс установок, называемых «ковш-печь», реализующих разновидности LF-процесса. В литературе встречается и другое название этих установок: дуговые ковшовые печи. В дальнейшем изложении этого раздела будем придерживаться последнего названия. Центральная часть печей – собственно ковш – называется тигель-ковш. Не менее распространенным является и аббревиатурное название установок «ковш-печь»: АКОС – агрегат комплексной обработки стали.
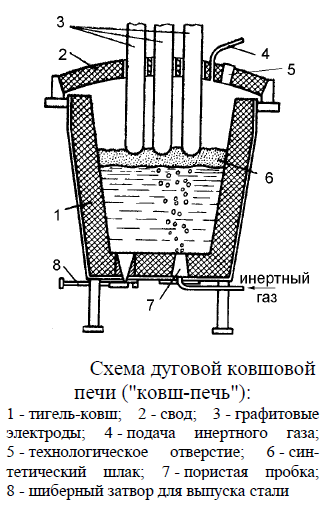 Емкость ковшовых печей от 30 до 150 т. Они могут устанавливаться после любой сталеплавильной печи, в том числе мартеновской печи и конвертера. Принцип работы ковшовой печ, следующий. В предварительно разогретый тигель-ковш заливают металл из сталеразливочного ковша. При переливе стали как можно тщательнее отделяется шлак, образовавшийся в сталеплавильной печи и имеющий повышенное содержание фосфора (лучше, если в сталеплавильной печи не прошла стадия раскисления во избежание обратного перехода фосфора из шлака в сталь). Далее в тигель-ковш вводят ферросплавы, требуемые для доводки стали до нужного химсостава, и вводят шлакообразующие. После этого тигель-ковш помещают под водоохлаждаемый свод, через отверстие в котором проходят три графитированных электрода, и опускают свод на упоры тигель-ковша. Во время простоев свод может поворачиваться в сторону при помощи гидропривода. Электроды опускаются ниже верхнего уровня шлака для экранирования футеровки от излучения дуг и начинается дуговой нагрев. Скорость нагрева стали в ковшовых печах в зависимости от технологии обработки металла обычно составляет 3-5 °С/мин. Желательный уровень температуры металла, поддерживаемой в тигель-ковше, составляет 1600-1670 °С. Для исключения попадания в рабочее пространство кислорода и поддержания восстановительной атмосферы под свод дополнительно вводят инертный газ. Одновременно с нагревом или немного раньше начинают продувку металла аргоном через пористую пробку в днище тигельковша. Благодаря этому образующийся основной шлак интенсивно перемешивается с металлом, ускоряя процессы раскисления стали и удаления серы. Через технологическое отверстие в своде проводятся замеры температуры, отбор проб, наблюдение за ходом процесса и добавка легирующих для точной доводки химического состава стали. Полная длительность обработки стали в этой ковшовой печи 60-90 минут, из них в течение 10-30 минут циклически может происходить дуговой нагрев. После окончания каждого цикла нагрева электроды поднимаются. После окончания рафинирующих операций сталь из тигель-ковша через шиберный затвор выливается в обычный сталеразливочный ковш, из которого уже поступает на МНЛЗ или на разливку в слитки. В результате обработки не только обеспечивается получение заданного химсостава и температуры стали, но и происходит улучшение основных показателей, в частности, содержание серы снижается с 0,004-0,01 % до 0,001-0,002 %, кислорода – с 0,01-0,03 % до 0,001-0,003 %.
Емкость ковшовых печей от 30 до 150 т. Они могут устанавливаться после любой сталеплавильной печи, в том числе мартеновской печи и конвертера. Принцип работы ковшовой печ, следующий. В предварительно разогретый тигель-ковш заливают металл из сталеразливочного ковша. При переливе стали как можно тщательнее отделяется шлак, образовавшийся в сталеплавильной печи и имеющий повышенное содержание фосфора (лучше, если в сталеплавильной печи не прошла стадия раскисления во избежание обратного перехода фосфора из шлака в сталь). Далее в тигель-ковш вводят ферросплавы, требуемые для доводки стали до нужного химсостава, и вводят шлакообразующие. После этого тигель-ковш помещают под водоохлаждаемый свод, через отверстие в котором проходят три графитированных электрода, и опускают свод на упоры тигель-ковша. Во время простоев свод может поворачиваться в сторону при помощи гидропривода. Электроды опускаются ниже верхнего уровня шлака для экранирования футеровки от излучения дуг и начинается дуговой нагрев. Скорость нагрева стали в ковшовых печах в зависимости от технологии обработки металла обычно составляет 3-5 °С/мин. Желательный уровень температуры металла, поддерживаемой в тигель-ковше, составляет 1600-1670 °С. Для исключения попадания в рабочее пространство кислорода и поддержания восстановительной атмосферы под свод дополнительно вводят инертный газ. Одновременно с нагревом или немного раньше начинают продувку металла аргоном через пористую пробку в днище тигельковша. Благодаря этому образующийся основной шлак интенсивно перемешивается с металлом, ускоряя процессы раскисления стали и удаления серы. Через технологическое отверстие в своде проводятся замеры температуры, отбор проб, наблюдение за ходом процесса и добавка легирующих для точной доводки химического состава стали. Полная длительность обработки стали в этой ковшовой печи 60-90 минут, из них в течение 10-30 минут циклически может происходить дуговой нагрев. После окончания каждого цикла нагрева электроды поднимаются. После окончания рафинирующих операций сталь из тигель-ковша через шиберный затвор выливается в обычный сталеразливочный ковш, из которого уже поступает на МНЛЗ или на разливку в слитки. В результате обработки не только обеспечивается получение заданного химсостава и температуры стали, но и происходит улучшение основных показателей, в частности, содержание серы снижается с 0,004-0,01 % до 0,001-0,002 %, кислорода – с 0,01-0,03 % до 0,001-0,003 %.
Футеровка ковшовой печи: свод – из плавленых высокоглиноземистых (85 % Al 2 O 3 ) огнеупоров, стенки тигель-ковша – из высокоглинозёмистого (85 % Al 2 O 3 ) или магнезитохромитового огнеупора, шлаковый пояс – из магнезитового или графито-магнезитового огнеупора и днище тигельковша – из высокоглинозёмистого или цирконо-кремнеземистого огнеупора.
Над ковшовой печью располагается камин (зонт) для улавливания газов и пыли, выбивающихся через щели и отверстия свода, и отвода их на газоочистку.
Удельный расход условного топлива в ковшовой печи составляет до 8-12 кг у.т./т металла.
Для сокращения расхода энергии и повышения качества обработки стали можно предложить следующее:
- использование теплоты отработанного шлака для подогрева шлакообразующей шихты, для подогрева ковшей перед разливкой и т.д.;
- вдувание порошкообразных материалов в струе аргона через отдельную фурму для ускорения раскисления стали и удаления серы. За счет сокращения времени обработки снижается и расход энергии;
- установку перемешивающего индуктора с целью интенсивного перемешивания шлака с металлом и на этой основе сокращение времени обработки;
- оснащение ковшовой печи двумя сводами: один обычный – с электродами, а другой – герметичный, подключенный к вакуумной системе с давлением менее 100 Па. Своды устанавливаются на тигель-ковш попеременно. Это позволит получить сталь, которая может использоваться для ответственных работ, вплоть до применения на атомных реакторах;
- размещение всего ковша в герметичной камере и проведение процесса вакуумирования одновременно с дуговым нагревом.



