Дуговые печи — это печи прямого действия, так как электрическая дуга возникает непосредственно между электродом и расплавляемым металлом. Электроплавка имеет ряд преимуществ перед другими процессами плавки: относительно низкий угар элементов, возможность получения более точного состава чугуна с меньшим количеством вредных примесей, высокий перегрев, возможность автоматизации и регулирования процесса плавки. Основные механизмы и узлы дуговых печей переменного тока ДСП-12Н3 показаны на рис. 8.9.
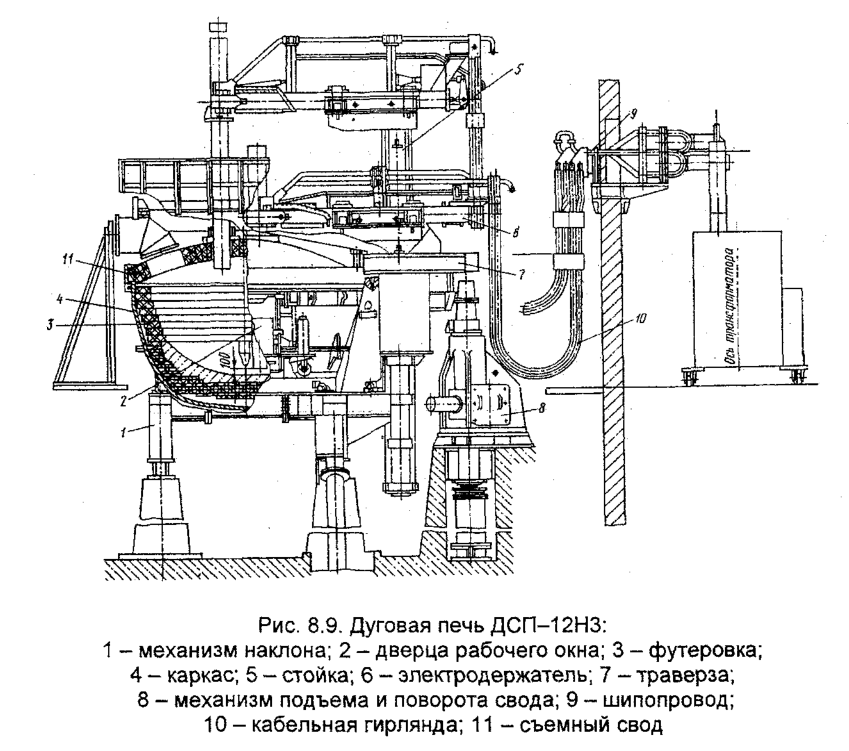
Система водяного охлаждения и гидравлический привод механизмов на схеме не представлены. Свод 11 имеет три отверстия для установки в рабочем пространстве печи электродов. Зазор между электродами и сводом перекрывают уплотняющими кольцами. Ток к электродам подводится через электродержатели. Электродуговые печи работают на переменном токе 12500 А, рабочее напряжение 100-130 Вт, вместимость печей от 1500 кг до 200 т. Плавку можно вести на твердой и жидкой завалке. Режим работы печи регулируется путем ступенчатого переключения трансформатора.
Электродуговые печи могут работать как с основной, так и с кислой футеровкой. Печи с кислой футеровкой имеют большую стойкость, ее стоимость ниже, меньше удельный расход электроэнергии, электродов и продолжительность плавки. Печи с основной футеровкой применяют для плавки сталей и легированных чугунов с высоким содержанием алюминия (алюминий энергично восстанавливает кремний из двуокиси кремния и разрушает кислую футеровку печи), марганца и хрома, а также с незначительным содержанием серы (до 0,04%). Футеровку печи при основном процессе выполняют магнезитовым кирпичом, а при кислом — динасовым. Между футеровкой и каркасом прокладывают слой теплоизоляционного кирпича.
Основным элементом (узлом) дуговой печи, воспринимающим все нагрузки от футеровки и жидкого металла, является сварной каркас, имеющий цилиндрическую или коническую форму. Обычно каркас выполняют из стального низкоуглеродистого листа толщиной от 20 мм и выше в зависимости от вместимости печи. Независимо от вместимости печи каркас усиливают ребрами жесткости. Для подъема и удержания электродов служит механизм 8 с электроприводом и тормозом, расположенный на траверзе 7.
Для слива металла печь 1 наклоняют под углом α = 40-70° в сторону сливного носка, а в сторону рабочего окна при скачивании шлака — на 10-15°. Наклон печи осуществляют гидравлическим 6, реже электромеханическим приводом, находящимся обычно под печью. На рис. 8.10 представлен механизм наклона типа ДСП вместимостью до 3 т, состоящий из двух гидравлических цилиндров 6 размещенных под печью и шарнирно соединенных с каркасом 1 ванны печи, к которому на болтах присоединены с каждой стороны печи два литых зубчатых сегмента 8, в свою очередь опирающихся на зубчатые рейки 9.
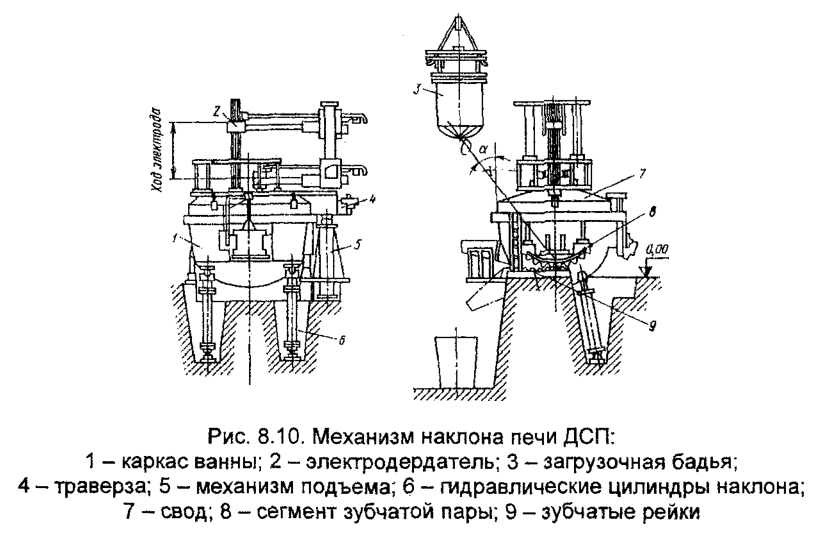
Благодаря зацеплению зубчатой пары «сегмент — рейка» под действием гидроприводов печь плавно наклоняется. Скорость поворота в ту или другую сторону может регулироваться изменением расхода жидкости в гидросистеме.
Загрузка дуговых печей металлической шихтой осуществляется специальными корзинами 3. Для этого свод 7 поднимается механизмом подъема 9 и отводится в сторону на 80-1000 мм. Свод 7 изготовляют из огнеупорного кирпича с помощью специального шаблона, в котором предусматриваются четыре отверстия: три для электродов и одно для отсоса дымовых газов. На средних и крупных печах применяют металлические водоохлаждаемые своды или комбинированные, состоящие из металлической периферии и огнеупорной центральной части. Для футеровки применяют электродинасовый или высокоглиноземистый кирпич.
По окончании загрузки свод возвращают в исходное положение. В отдельных печах свод после подъема остается в приподнятом положении, а печь выкатывают из под свода на позицию загрузки.





