Одним из процессов, позволяющих снизить потери металла в машиностроении, является электрошлаковое литье (ЭШЛ). Изолированность металлического расплава от атмосферы и материала формы позволяет получать отливки высокого качества.
При замене литья в песчаные формы, по выплавляемым моделям и других способов на ЭШЛ основной экономический эффект достигается за счет исключения брака., и резкого повышения рабочих характеристик изделий и соответственно их срока службы.
При ЭШЛ отливку получают переплавом электрода из металла требуемого химического состава. Источником теплоты является шлаковая ванна, нагреваемая вследствие прохождения через нее электрического тока.
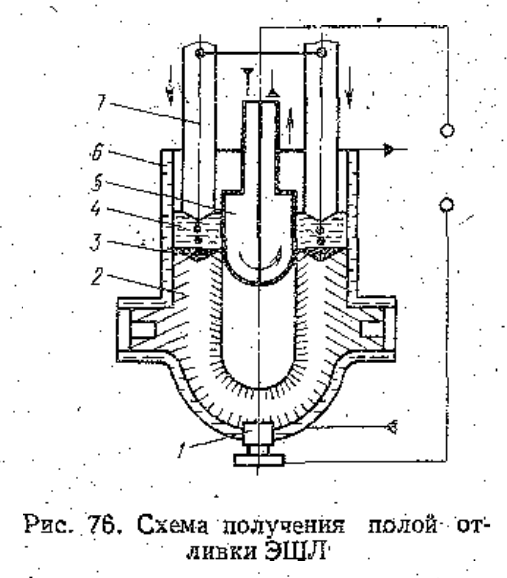
В начале процесса в водоохлаждаемую медную форму (кристаллизатор) 6 заливают предварительно расплавленный, шлак специального состава (рис. 76). Электрический ток подводится к переплавляемым электродам 7 и затравке 1 в нижней части формы 6. В связи с тем, что шлаковая ванна имеет высокое электрическое сопротивление, то при прохождении через нее электрического тока выделяется большое количество теплоты. Шлаковая ванна 4 разогревается до 1700 °С и выше, благодаря чему погруженные в нее электроды 7 оплавляются, и металл каплями проходит через шлаковую ванну, собираясь в форме 6, под слоем шлака образуется металлическая ванна 3, верхняя часть которой непрерывно пополняется расплавом от плавящихся электродов, а нижняя последовательно затвердевает вследствие отвода теплоты через стенки формы. В процессе формирования отливки 2 электроды по мере их оплавления опускаются. Для образования полости в отливке водоохлаждаемый металлический стержень 5 перемещается вверх синхронно со скоростью кристаллизации металла отливки.
Литейная форма при ЭШЛ выполняет две функции: служит устройством для приготовления расплава и формой для получения отливки, что позволяет использовать преимущества процесса ЭШЛ для повышения качества металла отливок.
Существует три схемы ЭШЛ. При использовании первой схемы металл, идущий на изготовление отливки, полностью собирается и кристаллизуется в кристаллизаторе, представляющем собой литейную форму (см. рис. 76).
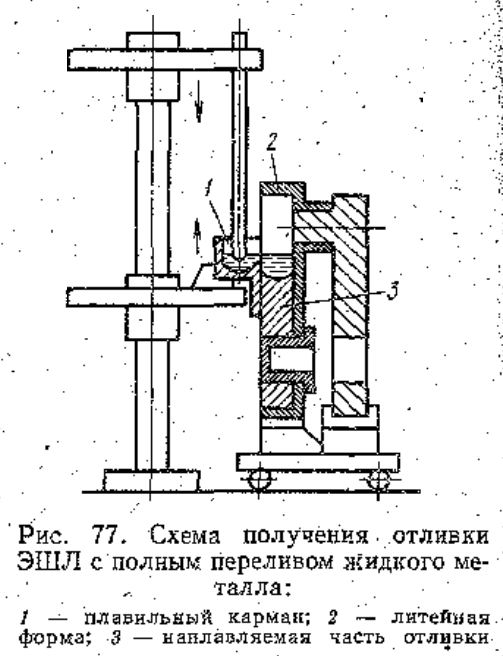
В соответствии со второй схемой переплыв ведут с полным или частичным переливом жидкого металла в полость литейной формы, из плавильной емкости, где собирается металл плавящегося расходуемого электрода (рис. 77).
При третьей схеме ЭШЛ используют средства для принудительного заполнения кристаллизатора жидким металлом.
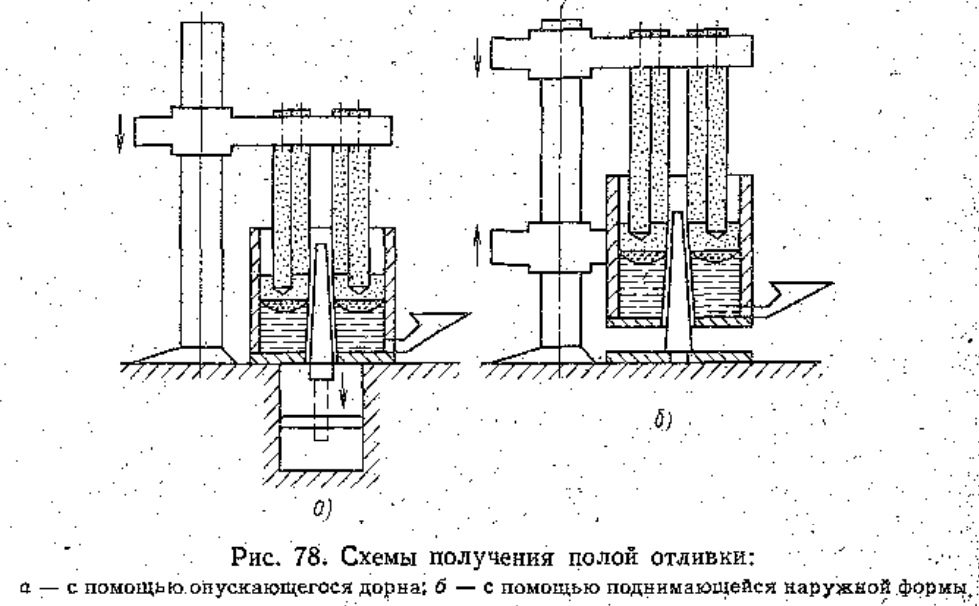
Хотя электрошлаковый переплав (ЭШП) и ЭШЛ основываются на одних и тех же принципах, для ЭШЛ используется значительно более сложное оборудование. Основное отличие конструкций кристаллизаторов связано с усложнением формы отливки, часто их снабжают механизмами для перемешивания подвижных частей (рис. 78).
Материалы для ЭШЛ
Основными материалами для получения , отливок методом ЭШЛ являются расходуемые электроды того же химического состава (или близкого), что металл отливки. Их изготовляют литьем в изложницы, непрерывным или центробежным литьем. Электроды бывают коваными и катаными. Перед использованием их очищают от окалины, материала формы и масел.
Флюсы, используемые при ЭШЛ (табл. 160), должны обладать высокой химической активностью к вредным примесям содержащимся в переплавляемом металле (фосфору, сере и др.), в расплавленном состоянии иметь высокую жидкотекучесть для получения отливок с чистой поверхностью, Температура плавления флюса должна быть ниже температуры плавления металла отливки.
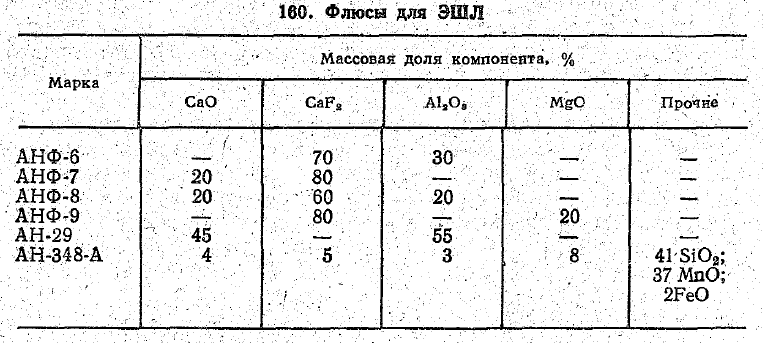
Из табл, 160 видно, что стандартные флюсы для ЭШЛ, кроме флюса АН-348-А, являются .основными шлаками. В тех случаях, когда не требуется снижение содержания фосфора и серы в металле отливки, можно использовать кислые флюсы, препятствующие растворению водорода в металле, что особенно важно при производстве крупных отливок.
Лигатуры и раскислители используют в виде проволоки, полосы, ленты, дробленых материалов, требования к ним предъявляют те же, что и к. материалам, используемым при любом другом способе получения металла.
При нормальном ходе плавки оплавленный конец электрода имеет конфигурацию конуса с основанием диаметром, равным диаметру электрода. Если уменьшить скорость подачи электрода, процесс плавления может при выходе электрода из шлака перейти в электродуговой режим, что приведет к неустойчивому режиму плавления, окислению металла электрода. Если скорость подачи электрода будет большой, то возможно его вмораживание в металл отливки.
В процессе переплава расходуемого электрода металл раскисляют, и в случае необходимости, легируют. Легирование и раскисление осуществляются непрерывной подачей с помощью дозатора раскислителя и легирующего материала в шлак, где он расплавляется и переходит в металл, возможно также диффузионное раскисление. Иногда легирующий материал (в виде полосы, ленты или проволоки) прикрепляется непосредственно к расходуемому электроду по всей его высоте.
После наплавления отливки мощность снижают и осуществляют подпитку головной части, чтобы Исключить образование усадочных дефектов. После отключения электрического тока остаток расходуемого электрода извлекают из формы.





