Требование к оборудованию при футеровке
Индукционная печь должна быть отключена от источника электрического питания, что должно быть зафиксировано табличкой на рубильнике “Не включать! Работают люди!”.
Исходные материалы
Кварцевый песок 1К02А или 2К02А ГОСТ 2138-77
Борная кислота ГОСТ 1874-78
Огнеупорная глина ГОСТ 3226-77
Жидкое стекло ГОСТ 8264-77
Способ приготовления футеровочной смеси № 1
Состав смеси № 1 (в % по весу):
- кварцевый песок — 92—93
- борная кислота — 7—8
Кварцевый песок прокалить при температуре 850—900 С в течение 2—3 ч, просеять через сито № 120.
Борную кислоту просушить при температуре 100 “С в течение 1 ч и просеять через сито № 140.
Кварцевый песок и борную кислоту тщательно перемешать на чистом листе фанеры (или металлическом листе) в течение 8-10 мин. Полученную смесь просеять через сито № 6.
Приготовление футеровочной смеси № 2
Для футеровки верхней части тигля “воротника»’ применять футеровочную смесь № 2 следующего состава (в % по весу):
- кварцевый песок — 70;
- огнеупорная глина — 25;
- жидкое стекло — 5.
Составляющие смеси № 2 тщательно перемешать на листе фанеры.
Примечание. Для футеровки верхней части тигля “воротника” можно использовать смесь № 1, которая предварительно должна быть увлажнена жидким стеклом удельного веса 1,2—1,25.
Набивка футеровки тигля
Очистить индуктор печи от старой футеровки. Внутреннюю поверхность индуктора и основание под дно тигля выложить листовым асбестом общей толщиной 6—8 мм.
При соединении листов асбеста края листов накладывают друг на друга на 40—60 мм. Нижние края асбестовых листов отбортовываются внутрь тигля. Для герметичности шов по окружности смазывается футеровочной смесью № 2.
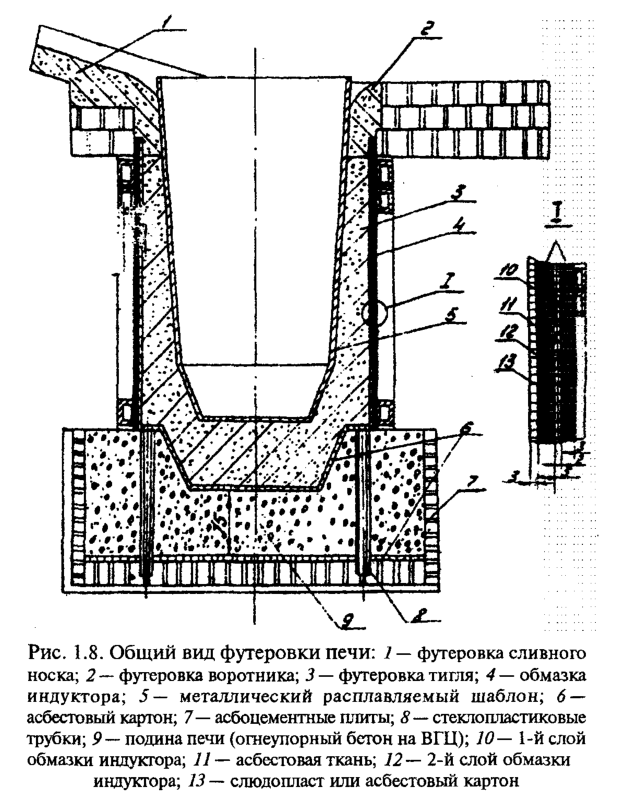
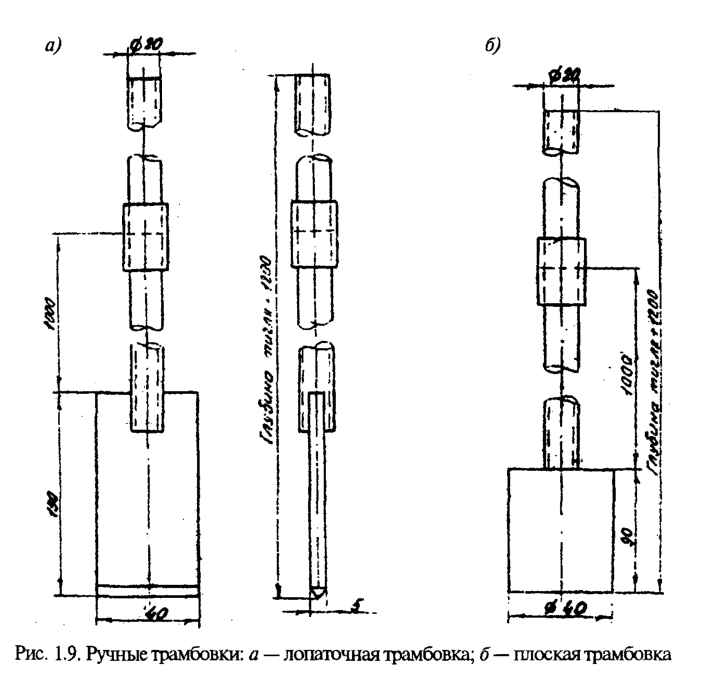
Приготовленную футеровочную смесь № 1 насыпают на основание, под дно тигля слоем 25—30 мм, ее уплотняют вручную плоской трамбовкой (рис. 1.9). Данные операции повторяют до полной набивки дна тигля. Толщина дна тигля определяется установкой металлического шаблона (рис. 1.8), верхняя кромка которого должна находиться на 10—15 мм выше верхнего витка индуктора, а образующая шаблона равномерно отстоять от внутренней поверхности асбестовой прокладки. Такое расположение шаблона достигается при помощи равномерной установки по окружности трех деревянных клиньев.
Шаблон устанавливают и закрепляют путем загрузки его болванками или чушками чугуна.
Зазор между асбестовой изоляцией и шаблоном заполняется слоями в 20—30 мм футеровочной смесью № 1 и уплотняется после каждой засыпки клиновидной трамбовкой (рис. 1.9) вручную. Перед каждой засыпкой нового слоя поверхность набитого слоя взрыхляется острым металлическим прутком. Набивка стенок тигля наиболее ответственная операция и требует тщательного выполнения. Начатую футеровку не прерывать до ее окончания.
Деревянные клинья вынимаются после того как стенки тигля набиты на 3/4 своей высоты.
При набивке стенок тигля не допускать бокового сдвига шаблона и попадания в массу посторонних включений (асбеста, металлической стружки и т. п.), следить за тем, чтобы при набивке не прорывался асбест.
Набивку стен вести до верхнего края металлического шаблона.
После полного завершения набивки стенок верхняя часть тигля обмазывается футеровочной смесью № 2. При этом следует обратить особое внимание на плотное соединение “воротника” тигля с ранее набитыми стенками. Не допускается нависания “воротника” над шаблоном.
Во избежание сильного растрескивания “воротника” во время сушки (при испарении воды и жидкого стекла) наколоть отверстия Д 2—2,5 мм по всей поверхности “воротника” на расстоянии 20-25 мм.
Приготовленный таким образом тигель подвергнуть естественной сушке в течение 3—5 ч, после чего произвести закрепительную плавку.
Закрепительная плавка
Закрепительная плавка проводится на чугуне.
Тигель необходимо закрыть асбестовым листом, включить ток и произвести сушку при медленном подогреве тигля с шихтой по самой малой мощности (6,20 кВт) в течение 3—4 часов.
Уменьшить количество воды, охлаждающей индуктор, но при этом температура воды на выходе должна быть не более 60 ºС. Скорость нагрева увеличивать постепенно. К моменту начала плавления добавить чугун до полной садки.
Расплавленный металл выдержать в тигле 10—15 мин при температуре 1450-1500 °С, разлить в изложницы.
Тщательно осмотреть тигель, исправить обнаруженные дефекты и загрузить тигель шихтой для очередной плавки.
После выпуска плавки и прекращения работы на печи тигель необходимо очистить от остатков металла, шлака и засыпать сухим песком.
Примечания:
- В целях увеличения длительности службы тигля рекомендуется первые плавки проводить без перерыва, сразу после спекания тигля (закрепительной плавки).
- Обнаруженные дефекты на стенках тигля исправляются (подвариванием) футеровочной смесью № 1, а дефекты “воротника” — футеровочной смесью № 2.



