Материалы, необходимые для футеровки
Порошок из плавленного переклаза (магнезита) для индукционных печей по ТУ 14-8-149-75.
Периклаз должен содержать следующие фракции по зерновому составу: после смешения 5 марок:
- зерно от 3 до 5 мм — 15—8 марка ПППОИ 92-5
- зерно от 2 до 3 мм — 15-19 марка ПППОИ 92-3
- зерно от 1 до 2 мм — 15-19 марка ПППОИ 92-2
- зерно от 0,08 до 1 мм — 25-19 марка ПППОИ 92-1
- зерно мельче 0,08 мм — 30-35 марка ПППОИ 92-0
Может быть применен периклаз кусковой плавленый марки ППК-92 по ТУ 14-8-155-75.
Белый электрокорунд марки 23А по ОСТ 2МТ 71-5-78.
Состав набивной периклазовой массы
Должен быть следующим, %, по массе:
- плавленый периклаз (плавленый магнезит) — 83,5,
- электрокорунд — 15,
- плавиковый шпат — 1,2—1,5.
Объемная масса периклазовой футеровки в уплотненном состоянии равна 2600 кг/м3.
Плавиковый шпат смешивают с электрокорундом, после чего смешивают в мешалке с соответствующим количеством периклаза в течение 5—10 мин.
Набивка тигля футеровочной массой
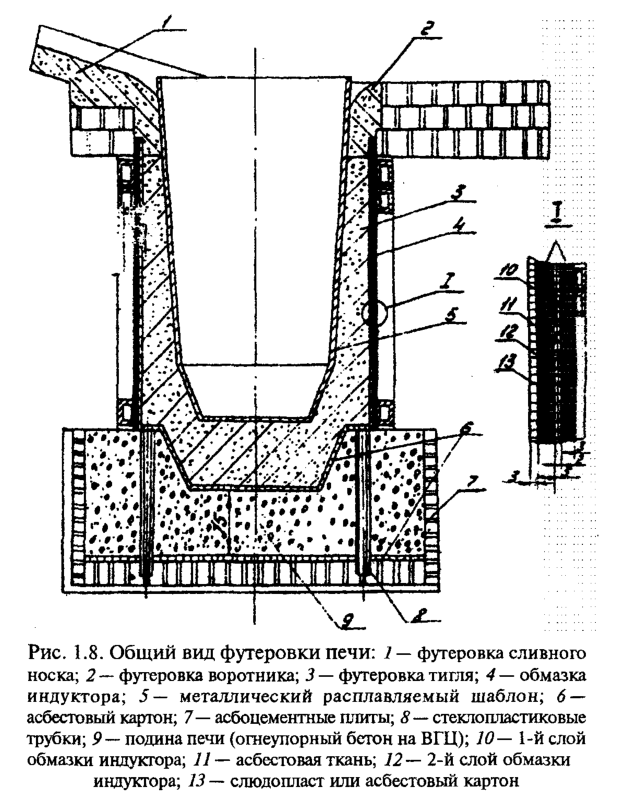
На покрытую листовым асбестом подину печи (рис. 1.8, поз. 6) насыпают слой периклазового порошка без добавок толщиной 50-70 мм, разравнивают и уплотняют пневмотрамбовкой или отбойным молотком.
Трамбуют всю поверхность по спирали, начиная от центра к периферии, с перекрытием отпечатков бойка.
Затем повторно трамбуют, начиная от периферии к центру. Необходимо следить за тем, чтобы каждая точка дна тигля была тщательно протрамбована.
Поверхность уплотненного слоя взрыхляют на глубину 8—10 мм лопаточной трамбовкой для обеспечения надежности сцепления слоев. Затем засыпают периклазовую набивную массу для следующего слоя, и уплотнение производят пневмотрамбовкой.
Дно тигля набивают на 20—30 мм выше, чем необходимо. Затем соскребают с помощью деревянной планки для выравнивания дна тигля. Остатки массы удаляют из печи. Затем дно тигля дополнительно уплотняют с помощью плоской трамбовки. С помощью центрирующих реек устанавливают шаблон (рис. 1.8, поз. 5) и фиксируют его шихтой. Затем удаляют рейки и продолжают набивку стенок тигля также, как производится набивка кислого тигля.
Футеровка воротника и сливного носка
Воротник и сливной носок футеруют массами следующих составов:
а) при футеровке тигля кварцитом:
- кварцит — 70 %,
- огнеупорная глина — 30 %;
б) при футеровке тигля периклазом:
- периклаз — 70 %,
- огнеупорная глина — 30 %.
Указанные составы увлажняют до получения комкующихся масс (2—3 % воды сверх 100 %), дают выдержку в течение 1 сут. перед употреблением.
Перед футеровкой воротника и сливного носка верхний слой футеровки тигля смачивают суспензией из огнеупорной глины.
Сушка и обжиг тигля
Сушку и обжиг тигля производят нагревом шаблона и загруженной в него шихты, на минимально достижимой мощности. Для поддержания температуры печь можно периодически отключать.
Процесс сушки и обжига производят по следующему режиму
- подъем температуры до 150 °С — произвольно;
- выдержка при температуре 150 °С — 1 ч;
- подъем температуры до 650-800 °С — 1ч;
- выдержка при температуре 650—800 °С — 3 ч;
- подъем температуры до 950—1000 °С — 1ч;
- выдержка при температуре 950—1000 °С — 2 ч.
Температуру в печи замерять двумя термопарами, установленными на уровне, равном половине высоты тигля, на расстоянии от стейки тигля 30—40 мм. Во время замера температуры в печи печь отключать.
Далее удаляют термопары, печь переключают на полную мощность до полного наплавления металла (до уровня воротника), для чего по мере расплавления металла производят догрузку. После наплавления полного тигля при кислой футеровке металл перегревают до температуры, на 30-50 °С превышающей температуру службы, а при магнезитовой футеровке до 1600 °С и выдерживают при этой температуре в течение 50-60 мин. Удары крупной шихты по стенкам и днищу тигля в процессе загрузки не допускаются.
Уход за тиглем
Для повышения срока службы тигля рекомендуется работать без охлаждения тигля (бесперебойная работа). В случае необходимости охлаждения тигля в него загружают шихту (желательно стружку). Нагревают до температуры 800 °С и, сокращая расход воды, производят медленное охлаждение тигля совместно с загруженной шихтой или болванкой.
При временном перебое в работе печи (механическая неисправность и др.) рекомендуется загрузить в тигель шихту, нагреть ее до температуры 800 «С и держать печь в данном температурном режиме до возобновления нормальной работы печи.
При загрузке шихты в тигель нельзя допускать механических ударов по стенкам и подине тигля, желательно вначале загружать мелкую шихту (лучше стружку), а потом чушки или тяжелые болванки. Особую осторожность необходимо соблюдать при загрузке холодного тигля.
Контроль состояния футеровки тигля
Контроль локальных повреждений с проходом металла в футеровку осуществляют сигнализатором типа СФНД, кроме того, ежедневно производят визуальный осмотр тигля.
При визуальном осмотре необходимо обращать особое внимание на следующие признаки износа футеровки:
- износ футеровки в шлаковом поясе, который характеризуется глубиной канавки, размываемой шлаком в верхней части тигля;
- степень размыва (износа) футеровки при двухконтурном движении металла (на глубине примерно равной 1/4 и 1/3 общей глубины тигля);
- проявление местного (локального) износа футеровки, который характеризуется темным пятном, образующимся после слива металла на фоне цвета красного каления горячего тигля при местном разрушении или размывании футеровки.
Перед началом эксплуатации нового тигля и в процессе эксплуатации печи один раз в неделю измеряют глубину и диаметр тигля при помощи металлической штанги и нутромера в виде ножниц собственного изготовления.
Полученные данные об износе тигля регистрируют в журнале по эксплуатации футеровки.
При износе футеровки тигля до 30 % его первоначальной толщины необходимо произвести ремонт тигля.
В случае износа более чем на 30 % первоначальной толщины футеровки, тигель следует заменить новым.
Ремонт тигля
При износе стенок и подины тигля на 20—30 %, через каждые 5—8 плавок, необходимо производить текущий ремонт футеровки, что увеличивает срок службы тигля в 3—5 раз, сокращает удельный расход футеровочных материалов в 3—4 раза и уменьшает трудоемкость футеровочных работ в 1,5—2 раза.
Ремонтируемую поверхность тигля очищают от шлака и металла. На подину засыпают необходимый слой футеровочной массы, тщательно утрамбовывают металлическим листом. В случае износа стен устанавливают шаблон и между шаблоном и стенкой засыпают футеровочный материал. Уплотнение производят ударами трамбовки или молотка по шаблону. Затем загружают шихту и проводят плавку на нормальном режиме.
Ремонт тигля на кварцитной массе можно производить периклазовым составом. Такой ремонт рекомендуется при переходе от плавки низколегированных или конструкционных сталей к плавке высоколегированных сталей с добавкой вольфрама, молибдена и т.п.
Требования безопасности
При подготовке материалов и выполнении футеровки концентрация в воздухе рабочей зоны кварцитной пыли не должна превышать 1 мг/м3, цементной пыли — 6 мг/м3, в соответствии с ГОСТ 12.1.005-76.
Для нормализаций воздушной среды в производственном помещении при подготовке материалов и выполнении футеровки необходимо применять средства защиты в соответствии с ГОСТ 12.4.011-75 (местная вытяжная вентиляция).
При подготовке сухих сыпучих материалов и при работе с ними во время вьтполненш футеровки необходимо применять средства индивидуальной защиты органов дыхания в соответствии с ГОСТ 12.4.011-75 (респираторы по ГОСТ 12.4.028-76).
Работы по футеровке, сушке и спеканию производить в спецодежде, предусмотренной отраслевыми нормами.
Постоянно следить за состоянием тигля печи. При обнаружении неисправностей тигля, оценить его состояние и при необходимости прекратить эксплуатацию.



