Индукционные канальные печи благодаря своим высоким технико-экономическим показателям находят все большее применение. Высокое качество получаемых металлов и сплавов, малые их потери от угара, большая производительность печей при малых затратах электроэнергии выгодно отличают индукционные канальные печи от других. Эти печи особенно эффективны при непрерывной работе на металле или сплаве одного состава.
Индукционные канальные печи используются для плавки различных цветных металлов (меди, никеля, медных и никелевых сплавов, цинка, алюминия и его сплавов). В зависимости от назначения эти печи маркируются следующим образом: ИЛК — для плавки сплавов на медной основе, ИАК — для плавки сплавов на основе алюминия и ИЦК — для плавки цинка. Печи изготавливаются одно-, двух- и трехфазными. В печах большой емкости широко используют отдельные однофазные индукционные единицы, подсоединяемые к общей ванне печи. Это позволяет унифицировать их изготовление, легко заменять при выходе из строя и проводить ремонт индукционных единиц отдельно на стороне. Предусматривается выпуск печей ИАК емкостью 16 и 25 т, ИЦК емкостью 100 и ИЛК емкостью 40 и 100 т.
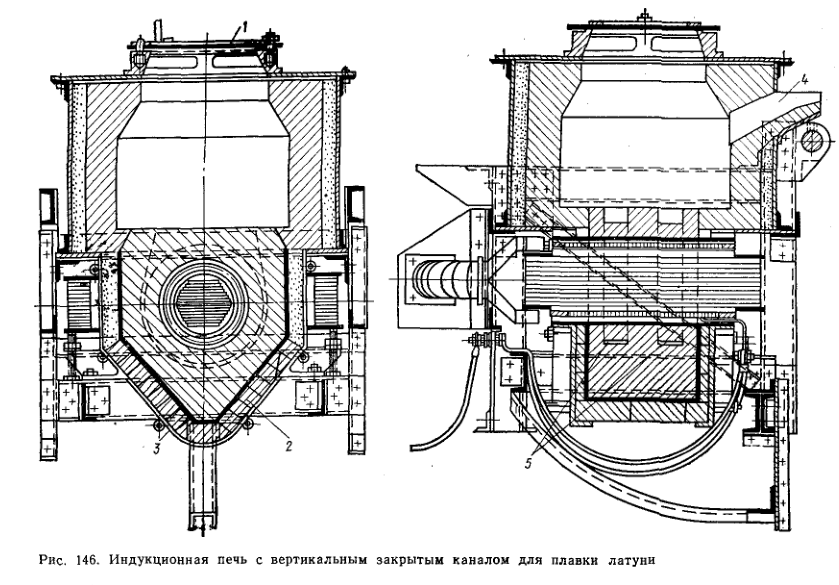 На рис. 146 показана широко распространенная индукционная однофазная печь для плавки латуни емкостью 0,6 т. Загружается печь через верхнее отверстие 1, закрываемое легкой металлической крышкой. Разлив металла производится через летку при наклоне печи вокруг оси, расположенной у конца сливного желоба 4. Цилиндрическую вертикальную шахту печи футеруют обычно огнеупорным кирпичом (магнезитовым) с теплоизоляционной засыпкой.
На рис. 146 показана широко распространенная индукционная однофазная печь для плавки латуни емкостью 0,6 т. Загружается печь через верхнее отверстие 1, закрываемое легкой металлической крышкой. Разлив металла производится через летку при наклоне печи вокруг оси, расположенной у конца сливного желоба 4. Цилиндрическую вертикальную шахту печи футеруют обычно огнеупорным кирпичом (магнезитовым) с теплоизоляционной засыпкой.
Подовый камень 2 с индукционным устройством укрепляют снизу печи, часто в собранном виде. Для футеровки подового камня применяют обычно набивные массы. При плавке латуни и бронзы используется кварцитовая масса, содержащая 96% дробленого кварца (< 2 мм), 2% буры в порошке, 1,5% молотого оконного стекла и 0,5% глины. Компоненты шихты тщательно перемешиваются и в сухом виде используются для футеровки. При плавке никелевых сплавов футеровка состоит из 96,5% плавленого магнезита, 3% буры в порошке и 0,5% оконного стекла. Подовый камень имеет металлический литой кожух 3, состоящий из двух частей, соединенных между собой с помощью электроизоляционных прокладок и втулок, во избежание образования вокруг сердечника замкнутого электрического контура. В футеровке сделано два параллельных канала 5, общая площадь сечения которых определяется расчетом. Устройство двух каналов позволяет уменьшить магнитный поток рассеяния и увеличить естественный COS φ печи.
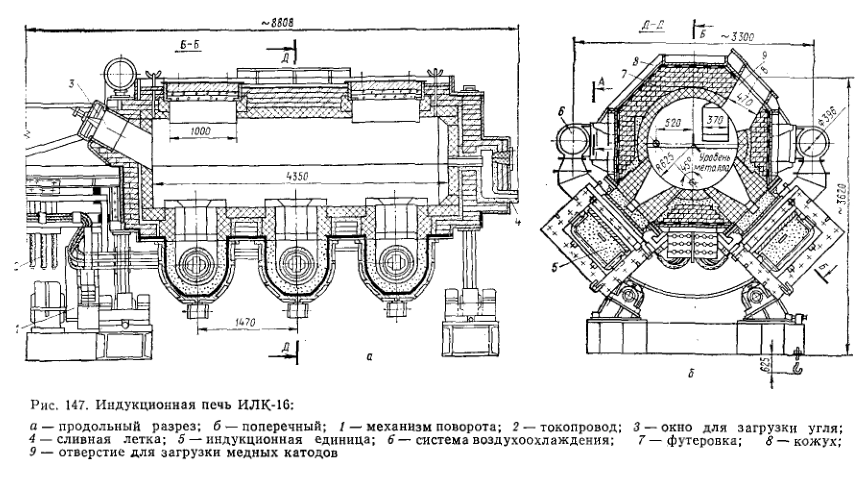 Для переплавки катодной меди в вайербарсы используется установка, состоящая из индукционной канальной печи емкостью 16 т (ИЛК-16), индукционного канального миксера, емкостью 2,5 т (ИЛКМ-2,5), закрытого обогреваемого желоба и машины непрерывного литья. Производительность агрегата 5,5 т/ч бескислородных вайербарсов. На рис. 147 показаны продольный и поперечный разрезы индукционной печи ИЛК-16. Печь имеет шесть индукционных единиц, расположенных в два ряда по три штуки в ряд. Плавка проводится под слоем древесного угля толщиной 300—400 мм, что обеспечивает снижение концентрации кислорода в меди, большую ее электропроводность и пластичность. Печь имеет металлический кожух, асбестовую изоляцию, слой теплоизоляционного кирпича и футеровку высокоглиноземистым кирпичом. Общая толщина футеровки стен 440 мм. Печь может поворачиваться в ту и другую сторону на 50°. Съемная индукционная единица имеет мощность 256 кВт при напряжении 500 В. Подовый камень футеруется высокоглиноземистой набивной массой.Круглый канал сечением 120X30 мм образуется в период набивки с помощью деревянного шаблона, который затем выжигается. Сушка длится 7—10 дней в вакууме при 100° С, а затем в течение 1 мес с помощью нихромовых нагревателей при температуре 200—300° С. Перед установкой на место футеровку нагревают газовой горелкой до 1200° С. Срок службы футеровки индукционной единицы не менее 4—6 мес, футеровки ванны около 5 лет. Смена индукционных единиц осуществляется без остановки печи. С помощью мостового крана разогретую запасную индукционную единицу устанавливают за 3—4 ч. Печь загружают катодными листами, что обеспечивает непрерывный слив металла через желоб, обогреваемый силитовыми стержнями, в миксер емкостью 2,5 т. Миксер имеет одну аналогичную индукционную единицу мощностью 157 кВт при напряжении 250 В. Уровень металла в миксере поддерживается автоматически воздействием на привод загрузочной машины, которая прекращает или возобновляет загрузку катодных листов в плавильную печь.
Для переплавки катодной меди в вайербарсы используется установка, состоящая из индукционной канальной печи емкостью 16 т (ИЛК-16), индукционного канального миксера, емкостью 2,5 т (ИЛКМ-2,5), закрытого обогреваемого желоба и машины непрерывного литья. Производительность агрегата 5,5 т/ч бескислородных вайербарсов. На рис. 147 показаны продольный и поперечный разрезы индукционной печи ИЛК-16. Печь имеет шесть индукционных единиц, расположенных в два ряда по три штуки в ряд. Плавка проводится под слоем древесного угля толщиной 300—400 мм, что обеспечивает снижение концентрации кислорода в меди, большую ее электропроводность и пластичность. Печь имеет металлический кожух, асбестовую изоляцию, слой теплоизоляционного кирпича и футеровку высокоглиноземистым кирпичом. Общая толщина футеровки стен 440 мм. Печь может поворачиваться в ту и другую сторону на 50°. Съемная индукционная единица имеет мощность 256 кВт при напряжении 500 В. Подовый камень футеруется высокоглиноземистой набивной массой.Круглый канал сечением 120X30 мм образуется в период набивки с помощью деревянного шаблона, который затем выжигается. Сушка длится 7—10 дней в вакууме при 100° С, а затем в течение 1 мес с помощью нихромовых нагревателей при температуре 200—300° С. Перед установкой на место футеровку нагревают газовой горелкой до 1200° С. Срок службы футеровки индукционной единицы не менее 4—6 мес, футеровки ванны около 5 лет. Смена индукционных единиц осуществляется без остановки печи. С помощью мостового крана разогретую запасную индукционную единицу устанавливают за 3—4 ч. Печь загружают катодными листами, что обеспечивает непрерывный слив металла через желоб, обогреваемый силитовыми стержнями, в миксер емкостью 2,5 т. Миксер имеет одну аналогичную индукционную единицу мощностью 157 кВт при напряжении 250 В. Уровень металла в миксере поддерживается автоматически воздействием на привод загрузочной машины, которая прекращает или возобновляет загрузку катодных листов в плавильную печь.
Индукционные канальные печи нашли применение для плавки алюминия и его сплавов. Они обеспечивают меньшее газонасыщение металла и потери от окисления. Однако при плавке алюминия происходит постепенное зарастание канала более тяжелой и неэлектропроводной окисью алюминия, что вызывает нарушение электрического режима работы печи.
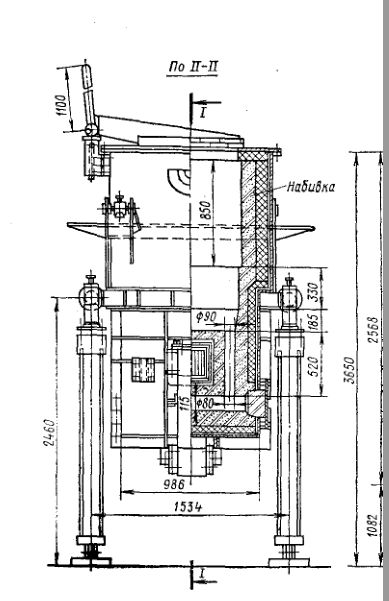
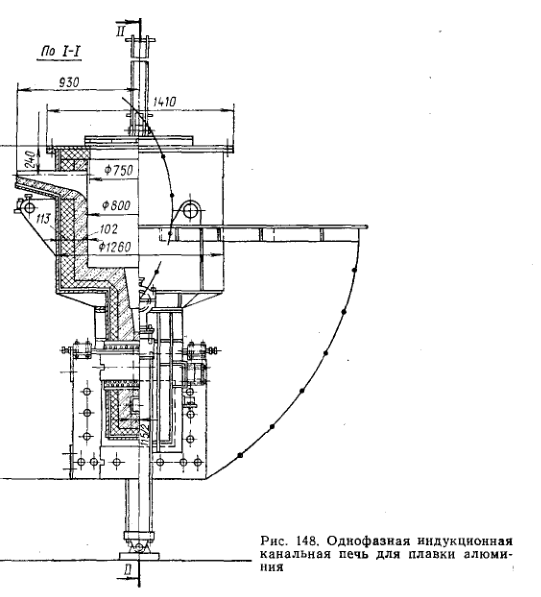 На рис. 148 показана однофазная индукционная канальная печь для алюминия емкостью 0,5 т. Особенностью конструкции такой печи является прямоугольная форма канала в отличие от круглого канала в печах ИЛК и увеличенное его сечение. При расчетах рекомендуется плотность тока в канале брать менее 5 А/мм2. В нижней части канала имеется отверстие, закрытое керамической пробкой. Через это отверстие периодически канал очищают от накопившихся окислов. Малая плотность тока в канале, высокая ванна металла над каналом уменьшают перемешивание алюминия и возможность попадания окислов в канал. Подовый камень футеруют шамотно-кварцитовой набивкой или жаропрочным бетоном. При этом футеровка выдерживает до 3000 плавок.
На рис. 148 показана однофазная индукционная канальная печь для алюминия емкостью 0,5 т. Особенностью конструкции такой печи является прямоугольная форма канала в отличие от круглого канала в печах ИЛК и увеличенное его сечение. При расчетах рекомендуется плотность тока в канале брать менее 5 А/мм2. В нижней части канала имеется отверстие, закрытое керамической пробкой. Через это отверстие периодически канал очищают от накопившихся окислов. Малая плотность тока в канале, высокая ванна металла над каналом уменьшают перемешивание алюминия и возможность попадания окислов в канал. Подовый камень футеруют шамотно-кварцитовой набивкой или жаропрочным бетоном. При этом футеровка выдерживает до 3000 плавок.
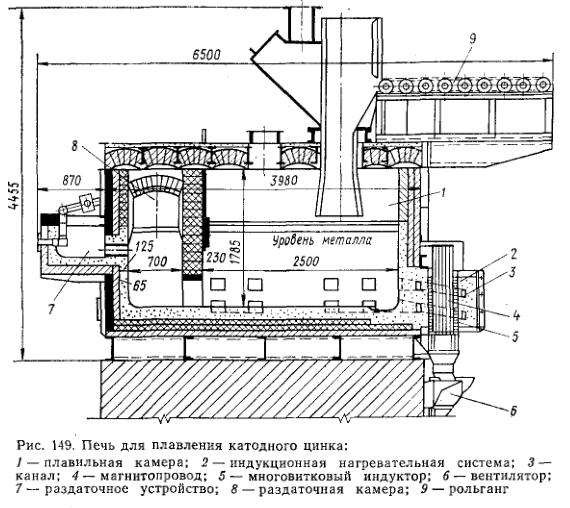 В печах большой емкости используют съемные индукционные единицы, как и в печах ИЛК. Емкость таких печей достигает 40 т. Стандартные индукционные единицы рассчитаны на мощность 400 кВт. Для переплава листов катодного цинка в чушки используются печи большой емкости (до 100 т). На рис. 149 показана печь для плавления листов катодного цинка емкостью 40 т (ИЦК-40). Печь имеет плавильную и раздаточную камеры, размещенные в одном металлическом кожухе. По периметру кожуха расположено 6 индукционных единиц с горизонтальными каналами. В отличие от предыдущих печей катушка индуктора выполнена не из трубки с водяным охлаждением, а из медной шины. Индуктор и футеровка канала охлаждаются воздухом от вентилятора. Загрузка пакетов листов катодного цинка осуществляется специальным механизмом через отверстие в своде печи. Разлив цинка производится из раздаточной камеры.
В печах большой емкости используют съемные индукционные единицы, как и в печах ИЛК. Емкость таких печей достигает 40 т. Стандартные индукционные единицы рассчитаны на мощность 400 кВт. Для переплава листов катодного цинка в чушки используются печи большой емкости (до 100 т). На рис. 149 показана печь для плавления листов катодного цинка емкостью 40 т (ИЦК-40). Печь имеет плавильную и раздаточную камеры, размещенные в одном металлическом кожухе. По периметру кожуха расположено 6 индукционных единиц с горизонтальными каналами. В отличие от предыдущих печей катушка индуктора выполнена не из трубки с водяным охлаждением, а из медной шины. Индуктор и футеровка канала охлаждаются воздухом от вентилятора. Загрузка пакетов листов катодного цинка осуществляется специальным механизмом через отверстие в своде печи. Разлив цинка производится из раздаточной камеры.
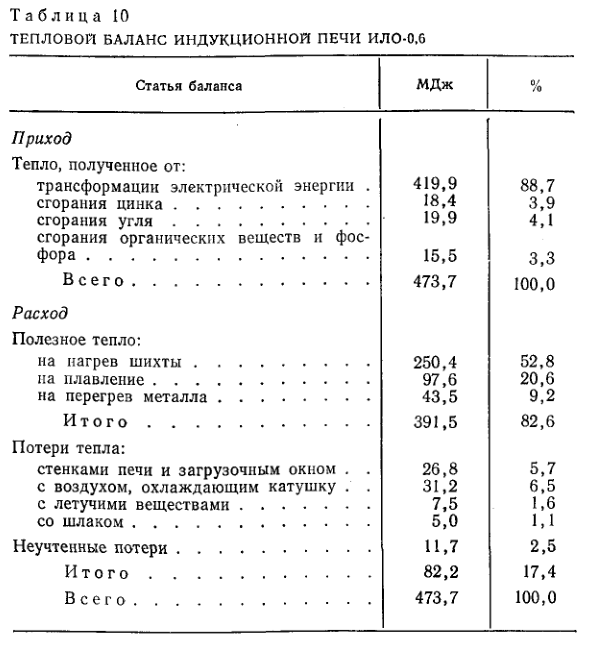 В табл. 10 приведен тепловой баланс индукционной канальной печи емкостью 0,6 т при плавке латуни в течение 1,1 ч. Тепловой к. п. д. при этом составляет 82,6%.При плавке алюминия в однофазной печи описанной конструкции тепловой к.п.д. составляет около 60%, а при плавке цинка — около 84%.
В табл. 10 приведен тепловой баланс индукционной канальной печи емкостью 0,6 т при плавке латуни в течение 1,1 ч. Тепловой к. п. д. при этом составляет 82,6%.При плавке алюминия в однофазной печи описанной конструкции тепловой к.п.д. составляет около 60%, а при плавке цинка — около 84%.
Удельный расход электроэнергии при плавке алюминия 450—475, латуни 200, цинка 100 кВт-ч/т, на перегрев меди в миксере от 1100 до 1200°С 40 кВт-ч/т.





