Качество жидкого чугуна и оптимальные технико-экономические показатели невозможно обеспечить без хорошо налаженного контроля всего ваграночного процесса. Основными контролируемыми параметрами при плавке чугуна в вагранке являются: температура чугуна, расход и давление воздушного дутья, уровень столба шихтовых материалов, состав и температура отходящих ваграночных газов. При этом расход воздуха, температура охлаждающей воды и уровень столба шихты должны регулироваться автоматическими устройствами.
При подогреве дутья к ним добавляются контроль температуры воздуха и газов в нескольких точках (в зависимости от схемы установки), регулирование температуры газов в рекуператоре и очистных устройствах и др. Полный контроль качества чугуна включает также такие показатели, как контроль химического состава, структуры и механических свойств отливок, склонность к отбелу, жидкотекучесть и ряд других параметров.
Температура выплавленного чугуна — это важнейший технологический и качественный показатель процесса плавки. В зависимости от условий производства и имеющегося оборудования температуру металла можно измерять на желобе вагранки, в горне или копильнике.
Существуют два способа измерения температуры жидкого металла: прямым контактом датчика прибора с жидким металлом и бесконтактным способом за счет оценки излучения поверхности зеркала или струи жидкого металла.
Контроль температуры чугуна на желобе
Цель контроля — определить температуру выпускаемого из вагранки металла и, следовательно, пригодность
его для заливки тех или иных форм.
Вагранка плавит и выдает металл для разливки непрерывно, поэтому обычно не бывает времени для проведения замера температуры контактным способом и, кроме того, что очень важно, при конвейерной заливке форм необходимо большое количество замеров.
Для непрерывного контроля температуры жидкого металла при ваграночной плавке применяются пирометры излучения. Длительный производственный опыт показал, что наилучшие результаты дает применение фотодиодного пирометра типа ИПЛ-105.
Измерение температуры этим пирометром основано на оценке яркости свечения струи жидкого металла с помощью светочувствительного полупроводникового датчика — кремниевого фотодиода.
При освещении фотодиода в его электрической цепи возникает ток, пропорциональный падающему на фотодиод световому потоку. Чувствительный датчик смонтирован в виде оптической головки, которая служит для измерения температуры и крепится на кронштейне к копильнику или вагранке над металлической леткой на расстоянии 1,2-1,5 м от струи жидкого металла. Для защиты от температурного воздействия оптическая головка снабжена воздушным или водяным охлаждением. Показания температуры автоматически записываются на диаграмму вторичного прибора типа ПСР-1, который устанавливается вместе с блоком питания, как правило, в конторе старшего мастера плавильного участка.
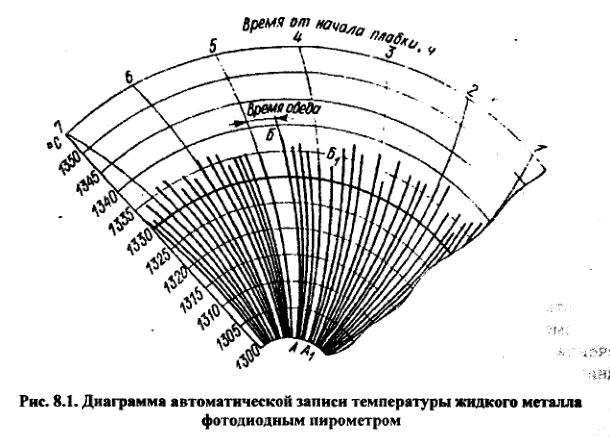
Запись ведется на специальной диаграммной бумаге круглого формата. На рис. 8.1 схематично представлена часть автоматической записи на диаграмме. Диаграмма имеет координаты времени и температуры. Показания температуры наносятся в виде криволинейных отрезков АБ1 А1Б1 и т. д. в определенном масштабе. Кроме того, рис. 8.1 дает наглядное представление о температурных колебаниях жидкого металла в ковшах при разливке и тех выпусках, где температура падает до недопустимого уровня, например, ниже 1330 °С. С другой стороны, частота линий указывает на ритм работы конвейера.
Работа прибора в автоматическом режиме особенно эффективна при наличии в цехе литейного конвейера. При работе конвейера ритм выпусков жидкого металла из вагранки определяется подходом форм к заливочной площадке. Одновременно выявляются при этом и все колебания производительности конвейера, все его остановки и изменения ритма, что позволяет, помимо контроля хода плавки в вагранке, анализировать и работу цеха в целом.
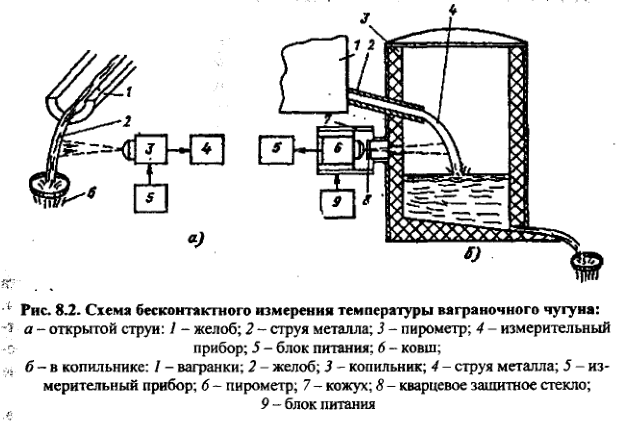
Схема бесконтактного измерения температуры чугуна на желобе вагранки показана на рис. 8.2.
Температуру металла достаточно точно можно измерить при помощи цветового пирометра.
Метод цветовой пирометрии основан на том, что с изменением температуры меняется цвет нагретого тела, соответственно изменяется соотношение яркостей монохроматических излучений в спектре излучения накаленного тела. В цветовых пирометрах температуру измеряют по отношению монохроматических яркостей нагретого тела в красной и синей областях спектра. На рис. 8.3 приведена схема цветового пирометра ЦЭП-2М.
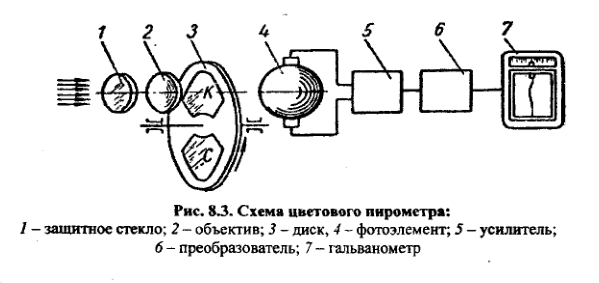
Излучение расплавленного металла проходит через защитное стекло 1 и объектив 2 и падает на фотоэлемент 4. Между объективом и фотоэлементом установлен вращающийся диск 3 (обтюратор) с двумя светофильтрами — красным (К) и синим (С). Благодаря этому фотоэлемент попеременно освещается красным и синим цветом и выдает поочередно импульсы тока, пропорциональные монохроматическим яркостям красного и синего излучений. Эти импульсы усиливаются в аппарате 5 и специальным электронным логарифмирующим устройством 6 преобразуются в постоянный ток. Выходной ток логарифмирующего устройства измеряется и регулируется показывающим и записывающим магнитоэлектрическим гальванометром 7, отградуированным в градусах Цельсия. Прибор показывает истинную температуру абсолютно черного тела и «серых» тел, т.е. имеющих практически одинаковый коэффициент излучающей способности во всем спектре видимого излучения. К таким телам относятся многие металлы (сталь, чугун, алюминий и др.).
На показания цветового пирометра не влияют изменения коэффициента излучающей способности тела, обусловленные изменением его температуры, состава, состояния поверхности, а также ослабление излучения запыленной атмосферой. Поэтому цветовой пирометр обладает высокой точностью измерения, равноценной термопаре погружения. Погрешность цветового пирометра не превышает ± 1 %.
Конструктивно пирометры ЦЭП-2М и ЦЭП-3 выполнены в виде датчика, установленного на штативе и соединенного гибким кабелем с электронным блоком, показывающим и регистрирующим приборами и источниками питания.
Измерение температур цветовым пирометром ЦЭП-2М осуществляется до 2500 °С.
Для замера температуры расплавленного чугуна может также применяться цветовой пирометр ЦВЕТОПИР 1-02, рассчитанный на пределы измерений 1300-1650 °С.
Пирометр наводится на центр струи металла примерно на расстоянии 1/3 от конца желоба.
При отсутствии цветовых пирометров такой контроль может быть осуществлен обычным радиационным пирометром, но точность последнего невелика и для многих производств недостаточна. Необходимо помнить, что радиационный пирометр должен быть заключен в пыленепроницаемый корпус и охлаждаться водой или воздухом.
Контроль температуры чугуна в горне или копильнике вагранки
Изменение температуры чугуна в горне или копильнике сигнализирует о нарушении нормального хода плавки и, следовательно, о необходимости принятия соответствующих мер для его устранения. Этим контролем определяется пригодность чугуна для модифицирования и возможность использования его для ответственных отливок.
Устройство и схема монтажа термопары для замера температуры чугуна показаны на рис. 8.4 в горне вагранки (а) и в копильнике (б). Материалами термопар могут быть платино-платиродиевые, вольфрам-молибденовые, вольфрам-рениевые и никель-вольфрамовые термоэлектроды диаметром 0,5 мм.
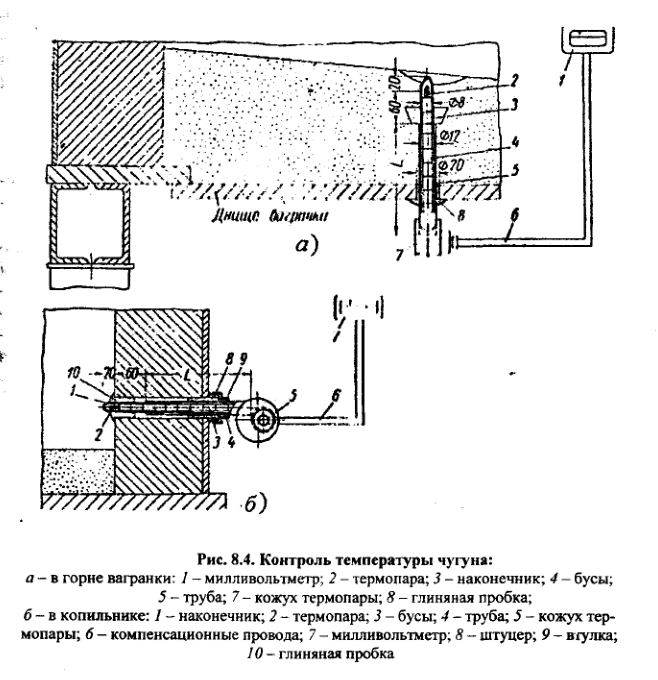
Термоэлектроды изолируются друг от друга двухканальными глиноземистыми бусами диаметром 3,5 мм. Важным элементом термопары является наконечник, предохраняющий спай термоэлементов от воздействия жидкого металла. Материал наконечника должен обладать стойкостью и долговечностью. Чаще всего применяются кварцевые наконечники, наиболее долговечными оказались наконечники из глинозема. Рекомендуется для увеличения стойкости наконечников покрывать их слоем смеси из огнеупорного материала и графита. Особенно тщательно нужно заделывать термопары в футеровке копильника или горна.
В качестве показывающих приборов можно использовать милливольтметры или потенциометры. Широко распространены автоматические электронные, показывающие и самопишущие потенциометры серий ЭП, ЭПП, ЭПД и др. Основная погрешность их показаний ±0,5 %, а записей ±1 %.
Стойкость глиноземистого наконечника диаметром 8 мм с толщиной стенок 1-1,2 мм составляла 3-4 плавки.
Вольфрам-рениевая термопара ВР-10-20 обеспечивает устойчивость показаний в течение 16-18 ч при использовании высокоглиноземистых колпачков (наконечников) с толщиной стенки 2 мм. Для защиты рабочего конца термопары используют также алундовый колпачок.
На рис. 8.2,б приведена схема бесконтактного контроля температуры жидкого чугуна в копильнике.
На практике приходится считаться с тем, что нарушение темпа отбора металла (например, вследствие задержек в работе формовочного конвейера) заставляет прекращать подачу дутья или замедлять плавку, снижая количество и давление дутья. Это вызывает понижение температуры металла, ее колебания могут быть также связаны с размерами кусков шихтовых материалов.





