Литье в оболочковые формы
В оболочковые формы отливают преимущественно детали массой до 200 кг при крупносерийном производстве. Преимуществом этого вида литья является гладкая поверхность форм и стержней, обеспечивающая высокое качество поверхности отливок. Оболочки имеют большую жесткость, что обеспечивает точность размеров детали.
Оболочковые формы имеют толщину до 20 мм. Они состоят из двух полуформ, склеиваемых друг с другом или соединяемых с помощью струбцин. Материалом для оболочки служит мелкозернистый кварцевый песок и связующее в виде специальной термореактивной смолы с добавками уротропина – пульвербакелита. При нагреве до 120 °С смола плавится и покрывает поверхность зерен песка клейкой пленкой. При дальнейшем нагреве до 250 °С смолы затвердевают и получается прочная форма. Для изготовления формы сначала приготавливают смесь холодным или горячим способом. При холодном приготовлении смолу растворяют в спирте или ацетоне и смешивают с песком. Смесь при непрерывном перемешивании продувают воздухом для испарения растворителя и разминают до получения однородной массы.
При горячем приготовлении нагретый до 150 °С песок замешивают со смолой, добавляют уротропин, перемешивают, потом смесь разминают до однородного состава.
Для изготовления форм применяют чугунные или алюминиевые модели. Модели нагревают до 250 °С и покрывают разделительным составом из пульверизатора, затем модель обсыпают формовочной смесью. В течение 10 – 20 c смесь прогревается и образует оболочку толщиной до 15 мм, остальная часть смеси обсыпается с поверхности модели. Затем для окончательного затвердевания модель с оболочкой помещают в электрическую печь при температуре 350 °С, где окончательно происходит затвердевание оболочки. Потом оболочку в виде полуформы снимают с модели. Устанавливают стержни и соединяют две полуформы. Форму помещают в короб и снаружи засыпают песком или чугунной дробью для закрепления. При заливке металла оболочка прогревается. При температуре свыше 400 °С связующее разлагается и оболочка постепенно разрушается, отливки легко освобождаются от остатков формовочного материала.
В оболочковых формах отливают сложные тонкостенные отливки, например, ребристые цилиндры для мотоциклов, коленчатые валы для автомобильных моторов.
Литье по выплавляемым моделям
Сущность этого способа литья состоит в отливке сложных по конфигурации и внутренним полостям деталей с небольшой толщиной стенок в тонкостенные формы (керамические, оболочковые), изготовленные с использованием моделей. Этот метод позволяет практически из любых сплавов получать очень сложные отливки с тонкими стенками с высоким качеством поверхности, минимальными припусками на обработку, возможностью создания сложных конструкций, объединяющих несколько деталей. Возможно получение деталей со стенками толщиной от 0,6 мм и размерами до 1 м, массой от нескольких граммов до десятков килограммов. Таким способом получают детали турбинных лопаток из жаропрочных сплавов, в частности, для реактивной авиации, которые плохо обрабатываются резанием, колеса насосов из коррозионностойких сплавов, постоянные магниты с ориентированной кристаллической структурой. Этот вид литья широко используется в серийном, массовом производствах.
Материалом для моделей служат легкоплавкие органические материалы, используют смеси парафина, стеарина, различных восков с добавками органического происхождения.
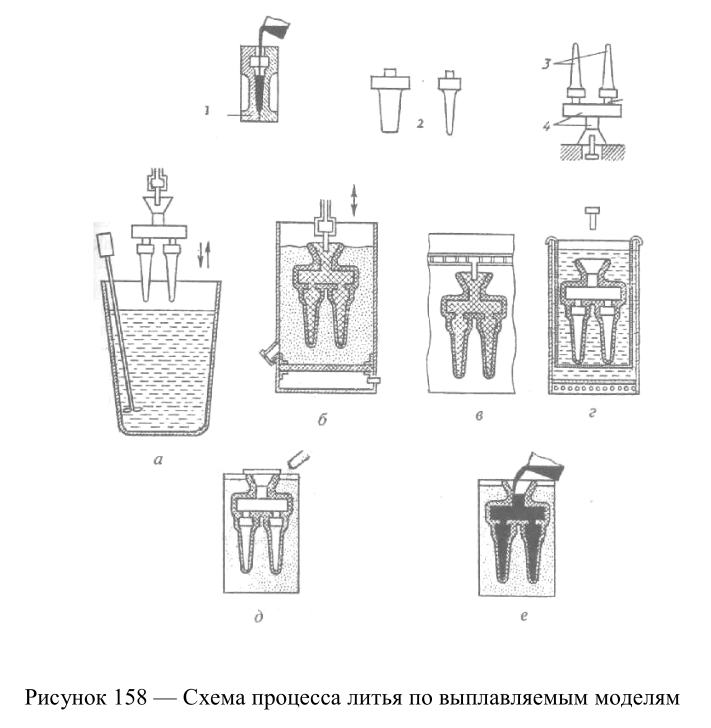
На рис. 158 приведена схема литья по выплавляемым моделям. В металлическую пресс-форму 1 заливают жидкий модельный состав или запрессовывают воздухом пастообразный состав. Получают модель 2.
После затвердевания модели 3 ее извлекают из формы и соединяют с моделями литниково-питающей системы в блок 4. В массовом производстве изготовляют одновременно несколько моделей и соединяют их в общий блок с одной литниковой системой. Для получения оболочковой формы модельный блок погружают в огнеупорную суспензию (а), создающую оболочку. Затем оболочку формы обсыпают песком в псевдоожиженном слое (б), далее сушат на воздухе (в). Затем на блок наносят второй и последующие слои с обсыпкой песком каждого слоя. Так повторяют 4 – 6 раз. После сушки последнего слоя модель вытапливают в баке с горячей водой или в расплаве модельной массы (г). В последнее время вытапливание моделей производят в автоклаве при давлении до 1 МПа горячим паром. Затем оболочковую форму сушат на воздухе, помещают в опоку, засыпают снаружи опорным кварцевым песком (д) и обжигают в печи при 1000 °С. Жидкий металл заливают в нагретую форму. Для стальных отливок форму нагревают до 700 °С, для жаропрочных сплавов до 900 °С, для медных сплавов до 700 °С (е). Очистку литья производят вибрационным способом электрогидравлической выбивкой. Остатки формовочной смеси из внутренних полостей удаляют механическим путем или химической очисткой в горячих водных щелочных растворах, нагретых до 150 °С.





