Производство моделей
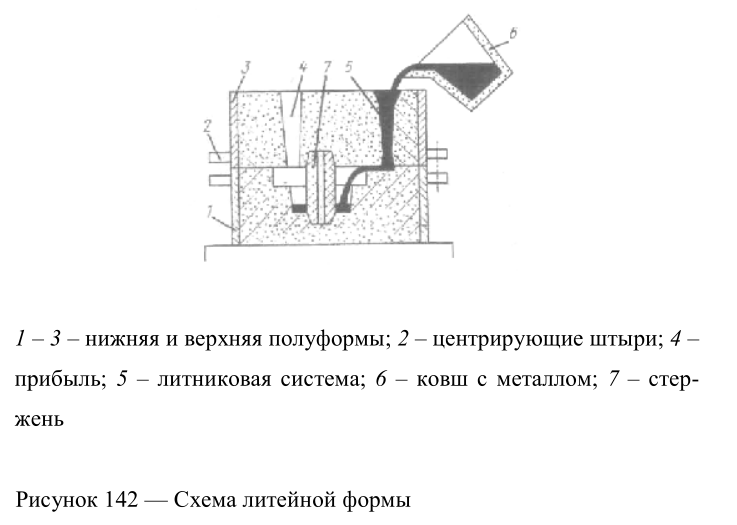
Для получения отливки жидкий металл заливают в форму. Внутренние очертания формы соответствуют внешним очертаниям отливки. Для того чтобы создать форму, ее набивают из формовочной смеси вокруг модели. В результате в формовочной смеси после выемки модели получают ее отпечаток, соответствующий наружной конфигурации изделия. Отверстия или полости в детали формируют с помощью стержней. На рис. 142 представлена схема литейной формы.
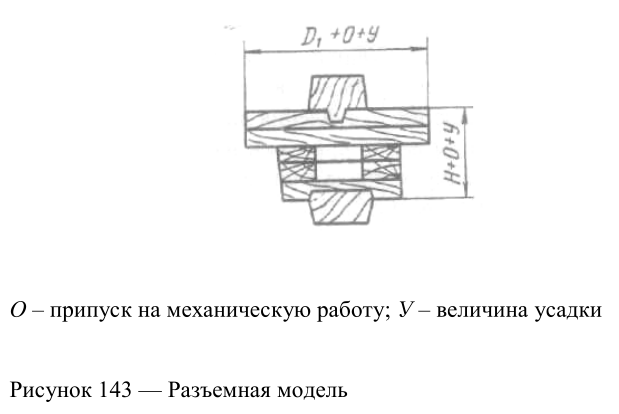
Модель в зависимости от конфигурации отливки может рыть цельной или разъемной. Модель имеет специальные выступающие части – знаки, которые образуют в форме углубления для установки стержней. Размеры модели должны иметь припуски на механическую обработку деталей и на усадку металла при кристаллизации, которая для стали составляет около 2%. Модель должна быть легкой и жесткой.
Для единичного и мелкосерийного литья модели делают из дерева. Дерево недорогой материал, легкий и достаточно прочный, легко обрабатываемый. Окрашенные деревянные модели имеют гладкую, чистую поверхность. Недостаток дерева – его гигроскопичность и недостаточная жесткость. Для изготовления моделей используют сосну, липу, ясень, дуб. Крупные модели делают из сосны, средние и мелкие – из ольхи; бук и ясень применяют для производства моделей с повышенной прочностью. Разъемные модели изготовляют из нескольких отдельных частей, которые склеивают друг с другом и соединяют шпунтовыми или шиповыми соединениями. Готовую модель окрашивают масляной краской и покрывают лаком. Для чугунного литья модели окрашивают в красный цвет, для стального – в серый, для цветного – в желтый. На рис. 143 показана деревянная разъемная модель.
Металлические модели используют при массовом производстве отливок. По сравнению с деревянными моделями металлические более долговечны, точны, имеют гладкую рабочую поверхность. Модели выполняют из чугуна, стали, бронзы, реже алюминия. Чугунные модели долговечны, имеют хорошую гладкую поверхность. Для изготовления небольших сложных отливок с высоким качеством поверхности применяют бронзовые и латунные модели.
Пластмассовые модели обладают высокой точностью, гладкой поверхностью, не подвержены коррозии. Для изготовления пластмассовой модели сначала изготовляют гипсовую форму, в которой отливают пластмассовую модель. Для изготовления моделей применяют эпоксидные и формальдегидные смолы, пенополистирол. Крупные модели делают пустотелыми для облегчения.
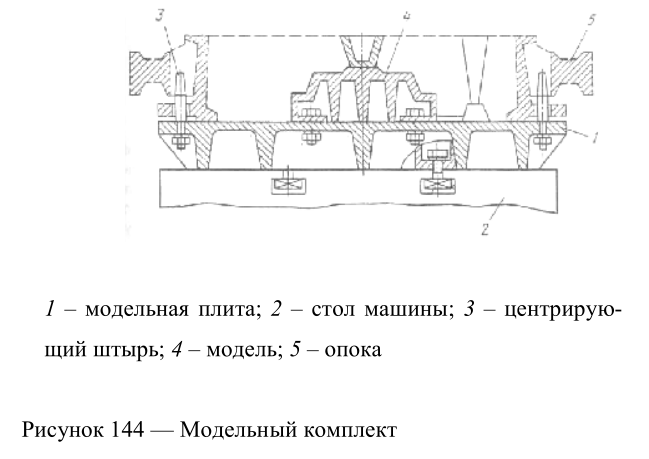
Для машинной формовки применяют модельные плиты с одной или несколькими моделями на одной плите. Плиты могут быть односторонними для раздельной формовки верхней и нижней полуформ или двухсторонними, когда части модели расположены на обеих сторонах плиты. На рис. 144 показана односторонняя модельная плита с прикрепленными к ней модельными вкладышами.
Стержни
Если отливка имеет внутренние отверстия или полости, которые невозможно сформировать с помощью модели, то в эти места устанавливают стержни. На рис. 145 показана отливка детали с внутренним отверстием. Это отверстие будет образовано стержнем 7, который вставляется в форму, образовавшуюся после выемки модели. Стержень удерживается в форме с помощью знаков. Стержни изготавливают отдельно и устанавливают в форму при ее сборке. Для изготовления стержней применяют смеси из песка и связующих материалов.
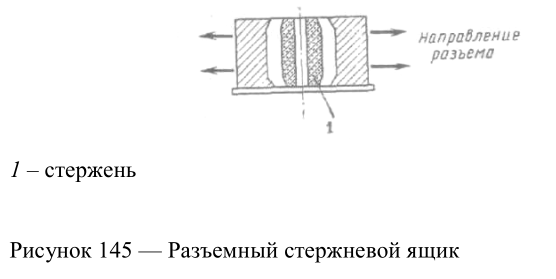
Стержни набивают в специальных стержневых ящиках. Ящики могут изготовляться из дерева и могут быть неразъемными, когда набитый в них стержень вытряхивается, или разъемными, разбирающимися для выемки стержня. На рис. 145 представлен деревянный разъемный ящик. Стержни набивают вручную, на встряхивающих машинах, пескострельным способом.
Опоки
Набивку формы вокруг модели производят в металлической раме или опоке. Опоки изготовляют из стали, чугуна или алюминиевых сплавов. Для удержания формовочной земли внутри крупная опока имеет ребра. Как правило, формовку производят в двух парных опоках. В одной набивают нижнюю часть формы, в другой – ее верхнюю половину.
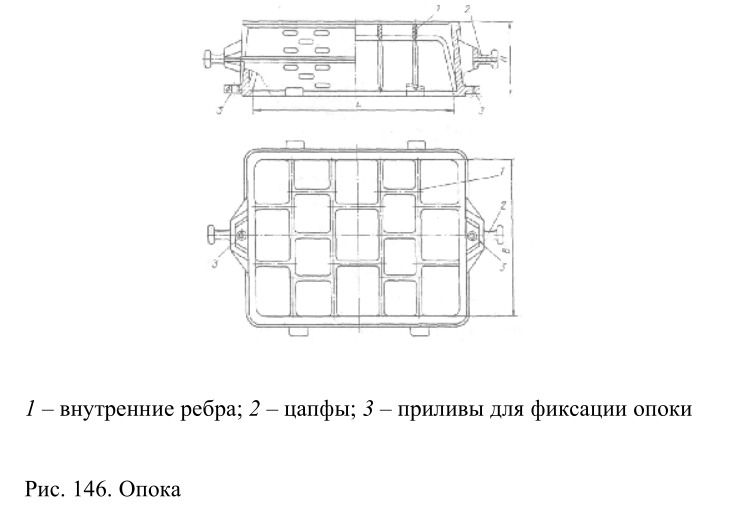
Для облегчения выхода газов при заливке металла в форму в стенках опоки делают вентиляционные отверстия. Опоки соединяются друг с другом центрирующими штырями и скрепляются скобами, или сверху на опоку ставят груз, чтобы предотвратить возможный подъем опоки заливаемым металлом. Так как набивка в опоки формовочной смеси происходит при повышенном давлении, опоки должны быть прочными. На рис. 146 представлена металлическая литая опока.





