Мартеновская печь – пламенная регенеративная печь для выплавки стали из чугуна и стального лома.
Схемы мартеновских печей, отапливаемых высококалорийным топливом (природным газом или мазутом) и низкокалорийным топливом (коксо-доменная смесь), приведены, соответственно, на рис. 3.2 и рис. 3.3. На рис. 3.2 более детально показана кладка рабочего пространства печи и регенераторов, а на рис. 3.3 – схема боровов и перекидных устройств.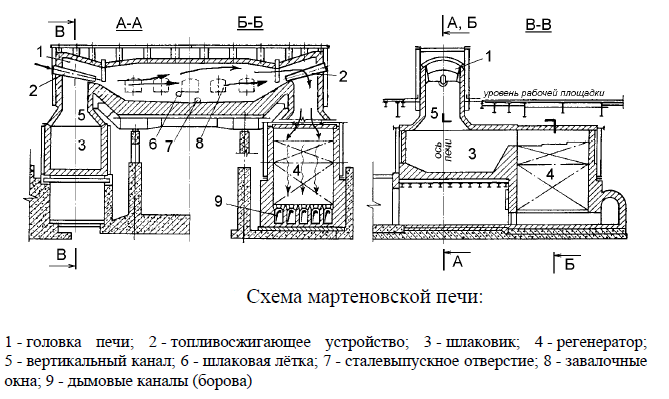
В конструкции печи выделяют две основные части:
- верхнее строение печи, состоящее из рабочего пространства и головок, расположенных на двух его концах и служащих попеременно для подачи газообразного топлива и воздуха, предварительно подогретого (подогретых) в регенераторе (определение регенератора см. на стр. 7), и для отвода продуктов горения;
- нижнее строение печи, состоящее из шлаковиков для собирания пыли и шлаков, уносимых дымовыми газами, и регенераторов, аккумулирующих теплоту продуктов горения, с последующей её отдачей воздуху.
Принцип работы мартеновской печи поясним по схеме, приведенной на рис. 3.3, как более общей.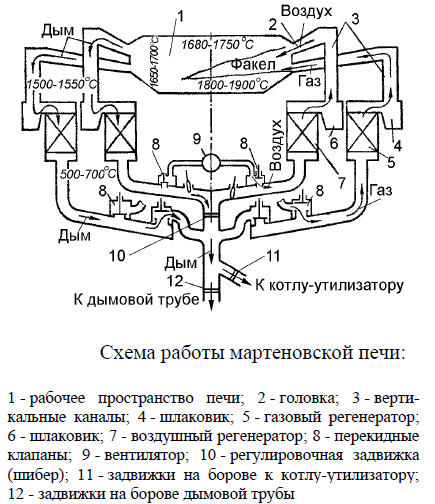
В предварительно разогретую печь заваливается шихта, состоящая из железной руды, известняка, скрапа, металлического лома (для справки: скрап – это зашлакованные отходы черных металлов, образующиеся при выпуске, транспортировании и разливке чугуна и стали. Иногда под структурной составляющей скрапа подразумевают и металлолом). Печь отапливается с помощью горелки – при работе на высококалорийном газе (рис. 3.2) или с помощью форсунки – при работе на мазуте. При работе на низкокалорийном газе (рис. 3.3) топливо так же как и воздух, необходимый для горения топлива, поступает из регенератора в головку печи и далее в рабочее пространство печи. На рис. 3.3 показан случай, когда топливо и воздух поступают справа. Обычно применяются одноканальные головки печи, имеющие один канал для подвода воздуха от регенератора (рис. 3.2) и трехканальные головки, включающие один газовый и 2 воздушных вертикальных канала, расположенных по бокам газового канала. Трехканальные головки используются в том случае, когда в регенераторах подогреваются топливо и воздух.
При сгорании топлива образуется факел с температурой 1800-1900 °С. Факел топливосжигающего устройства организуют так, чтобы он стелился по поверхности шихты. Продукты горения проходят над шихтой, нагревают ее и удаляются через противоположную (левую, см. рис. 3.3) головку, попадая через шлаковики в регенераторы с температурой 1500-1550 °С. В шлаковиках оседает основное количество плавильной пыли. После регенератора дым с температурой 500-700 °С уходит к дымовой трубе по системе боровов.
Пока через регенератор проходит дым, он (регенератор) постепенно нагревается. Через 5-10 минут следует, так называемая перекидка клапанов. Система клапанов (поз. 8 на рис. 3.3) перенаправляет потоки газа, воздуха и дыма в противоположную сторону. В левые нагретые регенераторы (рис. 3.3) поступают холодный воздух и холодный газ, нагреваются в нем и через головку печи поступают на горение. Продукты горения уходят через правые регенераторы, нагревая его. Затем цикл повторяется.
После прогрева шихты до средней температуры около 1250 °С на нее заливается жидкий чугун или заваливается твердый чугун. Далее нагрев ванны продолжается. При достижении поверхности шихты, контактирующей с факелом температуры 1450-1500 °С наступает момент ее расплавления, после чего весь металл постепенно переходит в жидкое состояние. На поверхности зеркала металла постоянно образуется шлак, который легче металла. Шлак является своего рода экраном между металлом и факелом. Кроме того, в шлаке накапливаются нежелательные примеси (фосфор и др.), которые при определенных условиях могут перейти в металл. Поэтому шлак периодически скачивают. В процессе плавления проводятся и другие необходимые технологические операции, связанные с удалением примесей и получением стали нужного состава. Затем разделывается сталевыпускное отверстие и через него выпускается плавка.
Если характеризовать сам мартеновский процесс, то он заключается в расплавлении шихты, снижении в ней до определённого уровня содержания углерода, кремния, марганца, удалении нежелательных примесей (серы и фосфора) и введении легирующих элементов. Температура в печи должна обеспечивать пребывание металла в жидком состоянии; к концу плавки она составляет около 1650 °С. Для получения такой температуры калориметрическая температура горения топлива должна быть не ниже 2350-2500 °С, что обеспечивается высокотемпературным подогревом воздуха, а возможно и топлива, – в регенераторах. Температура плавления стали в зависимости от химсостава колеблется в пределах 1400-1530 °С, а перед выпуском составляет обычно 1550-1650 °С. В соответствии с диаграммой для сплава Fe-С меньшие значения относятся к высокоуглеродистым сталям, а большие – к низкоуглеродистым.
Мартеновские печи могут работать как на твёрдой, так и на жидкой завалке. Для заливки жидкого чугуна может быть предусмотрено специальное отверстие. Доля твёрдой (лом, чугун в чушках) и жидкой (чугун) завалки может изменяться от 0 % до 100 %. В зависимости от состава шихты различают скрап-процесс (55-75 % стального скрапа и 25-45 % чугуна в чушках), скрап-рудный процесс (25-45 % железной руды и стального скрапа и 55-75 % жидкого чугуна), скрап-угольный или карбюраторный (стальной лом и карбюратор: антрацит, кокс, графит. Может быть немного чугуна – 10-15 %) и рудный процесс (100 % жидкого чугуна + железная руда, как носитель кислорода). Есть и другие разновидности этих процессов: скрап-кислородный, топливо-кислород-скрап-процесс, отличающиеся не составом шихты, а технологическими условиями их реализации. На практике фактически используются скрап-процесс и скрап-рудный процесс. Иногда скрап-процесс называют переплавочным, а скрап-рудный процесс – рафинировочным. Скрап-рудный процесс может использоваться на тех заводах, которые имеют в своем составе доменное производство.
В зависимости от состава шлака и материала футеровки (подины) мартеновский процесс может быть кислым или основным. Наиболее распространен основной процесс из-за возможности переработки шихты, загрязненной серой и фосфором. Ванну основных печей выкладывают магнезитовым кирпичом, а подину наваривают магнезитом или смесью магнезита с доломитом. Ванну кислых печей выкладывают динасовым кирпичом, а подину наваривают кварцевым песком.
В целом мартеновский процесс делят на периоды:
- Заправка печи (осмотр и исправление дефектов кладки подины и порогов окон);
- Завалка и прогрев твердых материалов шихты;
- Заливка жидкого чугуна (скрап-рудный процесс) или завалка твердого чугуна (скрап-процесс);
- Плавление (догрев до температуры плавления твердых материалов, расплавление и перегрев металла над температурой ликвидуса на 30-40 °С);
- Доводка плавки (окончательная рафинировка металла и перегрев расплава по отношению к температуре плавления на 55-60 °С). Период обычно состоит из двух этапов:
- Полировка или рудное кипение, т.е. кипение при добавках железной руды и
- Чистое кипение, т.е. кипение без добавок;
- Раскисление и легирование металла (может проводиться как в печи, так и в ковше во время выпуска стали);
- Выпуск металла и шлака.
Экономичность работы мартеновской печи по расходу топлива зависит от длительности плавки. Чем короче плавка, тем меньше тепловая мощность холостого хода и, соответственно, ниже удельный расход топлива. Длительность каждого из периодов зависит от типа процесса (скрап-процесс, скрап-рудный процесс и др.), условий сжигания топлива (направление факела, степень черноты факела, калориметрическая температура топлива и др.) и, главное, от способа подачи окислителя (кислорода, воздуха) в жидкую ванну в периоды плавления и доводки.
Кислород необходим для окисления избыточного углерода, содержащегося в жидкой ванне. При вводе кислорода образуется большое количество газа СО, активное выделение которого создает иллюзию кипения ванны. Эта реакция окисления углерода расплава является основной реакцией мартеновского процесса. Более того, без этой реакции и «кипения» ванны мартеновский процесс невозможен. Активное окисление углерода начинается при температуре ванны свыше 1400 °С. Надо отметить, что при подаче кислорода сначала окисляется кремний, затем марганец и только после этого – углерод, что объясняется различным химическим сродством элементов к кислороду. Так, при t = 1400 °С сродство к кислороду выражается рядом: Cu, Ni, P, Fe, Cr, C, Mn, Si, V, Ti, Al, Mg, Ca. В первую очередь окисляются Са и Mg и в последнюю – Cu и Ni.
При кипении выравнивается температура и химсостав ванны, удаляются растворенные в металле газы (азот, водород), присоединяются к шлаку неметаллические включения, интенсивно переводятся в шлак обычно нежелательные для металла фосфор и сера за счет увеличения площади контакта металла со шлаком.
Кислород для окисления углерода может попадать в металл тремя способами:
- обычно самый медленный – диффузией из атмосферы печи через слой шлака;
- присадкой в ванну железной руды, желательно в виде кусков агломерата или в виде окатышей;
- самый интенсивный – продувкой металла через водоохлаждаемые кислородные или воздушные фурмы, обычно располагаемые в своде печи.
Основной недостаток продувки жидкой ванны кислородом связан со значительным пылеобразованием, которое в 7-20 раз выше, чем в печах без продувки.
Если не использовать продувку ванны кислородом, то длительность мартеновской плавки составляет 7-12 часов, где меньшая цифра относится к случаю использования воздуха горения, обогащенного кислородом. При использовании кислорода для продувки чугуна общее время плавки может быть уменьшено до 3,5-4 часов, а при параллельном использовании газокислородных горелок на стадиях завалки и прогрева возможно сократить время плавки до 2,5-3 часов. В результате мартеновская плавка по своей эффективности приближается к конвертерной, длительность которой всего 35-50 минут. Такого показателя нельзя достичь в мартеновской печи по условию вспучивания ванны и возможности выброса металла и шлака через рабочие окна на рабочую площадку при бурном выделении СО. Поэтому максимально допустимая скорость окисления углерода в мартеновской печи всего 2 %/час, тогда как в конвертере – 25 %/час, т.е. на порядок больше.
Примерная температурно-тепловая диаграмма мартеновской плавки изображена на рис. 3.4. Как видно из рис. 3.4, основные контролируемые параметры – это температура свода, температура ванны, тепловая мощность.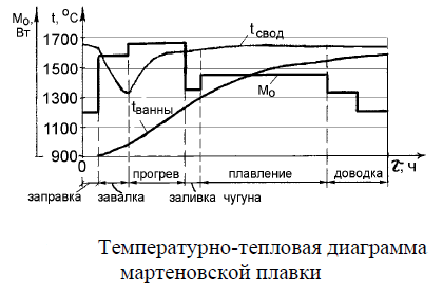
Подача топлива по ходу плавки меняется. Максимальный расход его – в период завалки и прогрева шихты. Подаваемое в это время количество теплоты называют максимальной тепловой нагрузкой (тепловой мощностью). По мере прогрева шихты тепловая мощность падает – она ограничена стойкостью свода, т.е. мощность снижается при достижении сводом
максимально возможных температур.
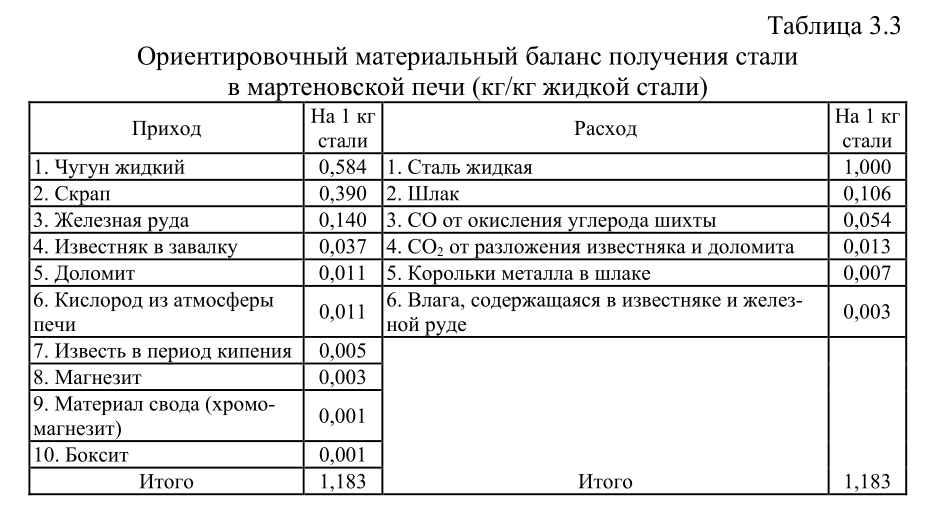
Примерный материальный баланс выплавки стали основным скрап-рудным процессом до раскисления приведен в табл. 3.3. Соответствующий ему тепловой баланс мартеновской печи приведен в табл. 3.4. При составлении балансов принято, что емкость печи 190 тонн, кислород для продувки ванны не используется. Печь отапливается низкокалорийным коксодоменным газом с теплотой сгорания 8,8 МДж/м 3 , т.е. в регенераторах подогревается не только воздух, но и топливо. За плавку выгорает: 2,36 % С, 0,89 % Mn, 0,58 % Si, 0,118 % Р. Продолжительность плавки 8,5 часа.
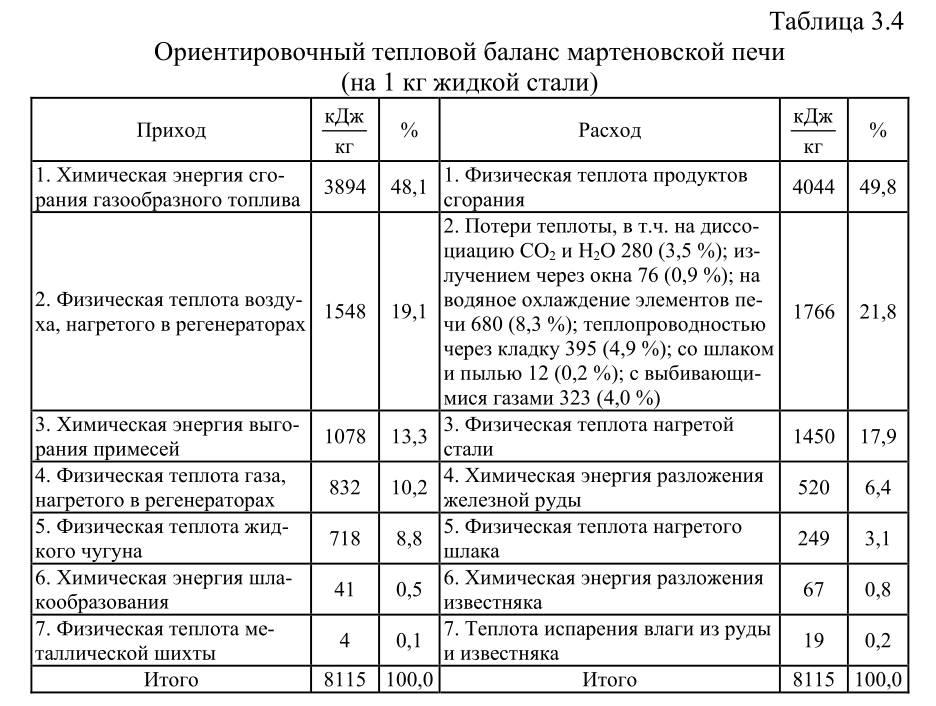
В данном примере удельный расход топлива составляет 3894/29,308 = 133 кг у.т./т стали. В целом, удельный расход топлива в мартеновских печах зависит от их ёмкости, типа процесса и времени плавки. По мере увеличения садки печи снижаются удельные потери теплоты холостого хода (потери через кладку, потери с охлаждающей водой и т.п.). В печах без применения кислорода расход топлива составляет 70-280 кг у.т./т стали. Меньшие цифры относятся к крупным печам (~900 тонн) на скрап-рудном процессе, а большие – к мелким печам на скрап-процессе.
 Оценить влияние кислорода можно на показателях 200-тонной печи: без применения кислорода время плавки составляет 9,5-10 часов и удельный расход условного топлива ~130-160 кг у.т./т; при обогащении дутья кислородом время плавки ~7,5-8 часов и расход топлива ~100-140 кг у.т./т; при продувке кислородом время плавки ~5-5,5 часа и расход топлива 60-90 кг у.т./т; при использовании газокислородных горелок в «твердый» период (завалка, прогрев и заливка чугуна) и продувке ванны в «жидкий» период кислородом время плавки составляет ~2,5-3,5 часа и расход топлива 30-60 кг у.т./т. В общем случае длительность плавки при скрап-процессе по сравнению со скрап-рудным процессом выше за счет времени расплавления твердого чугуна. Поэтому расход топлива в скрап-процессе выше примерно на 30 %.
Оценить влияние кислорода можно на показателях 200-тонной печи: без применения кислорода время плавки составляет 9,5-10 часов и удельный расход условного топлива ~130-160 кг у.т./т; при обогащении дутья кислородом время плавки ~7,5-8 часов и расход топлива ~100-140 кг у.т./т; при продувке кислородом время плавки ~5-5,5 часа и расход топлива 60-90 кг у.т./т; при использовании газокислородных горелок в «твердый» период (завалка, прогрев и заливка чугуна) и продувке ванны в «жидкий» период кислородом время плавки составляет ~2,5-3,5 часа и расход топлива 30-60 кг у.т./т. В общем случае длительность плавки при скрап-процессе по сравнению со скрап-рудным процессом выше за счет времени расплавления твердого чугуна. Поэтому расход топлива в скрап-процессе выше примерно на 30 %.
Если считать топливом примеси, содержащиеся в завалке (Si, C, Mn, P), что вполне логично в связи с выгоранием последних с выделением большого количества теплоты, то удельный расход топлива мартеновской плавки надо увеличивать на 30-40 кг у.т./т стали.
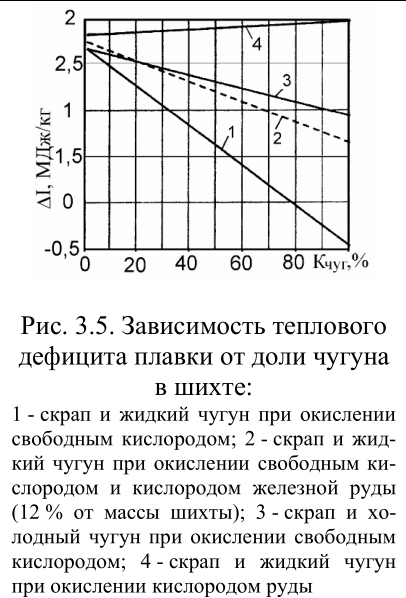
Энергетическую сторону мартеновской плавки удобно характеризовать через такой показатель, как тепловой дефицит ΔI [Дж/кг], представляющий собой количество теплоты, которое надо сообщить исходным материалам для получения 1 кг жидкой стали. Чем выше тепловой дефицит, тем дольше идет процесс плавки и выше удельный расход топлива. ΔI удобно представлять через объемную долю чугуна в шихте – К чуг , – (рис. 3.5).
Если К чуг = 0, то шихта полностью состоит из скрапа, а если К чуг = 100 %, то шихта включает в себя только чугун. На этом рисунке линия 1 справа от пересечения с горизонтом ΔI = 0 соответствует ведению конвертерного процесса, из чего видно, что максимальное количество скрапа составляет 23 %. Линия 2 соответствует наиболее широко используемому варианту скрап-рудного процесса, когда в шихту вводится 12 % железной руды, что позволяет окислять 40 % примесей рудой; остальное окисляется свободным кислородом. Линия 3 соответствует скрап-процессу с окислением примесей свободным кислородом. Линия 4 отвечает предельному случаю скрап-рудного процесса, когда весь жидкий чугун окисляется кислородом руды.
Для экономии топлива в мартеновских печах и улучшения их экологических характеристик можно рекомендовать следующее:
- 1. интенсификация теплообмена в рабочем пространстве печи путём повышения температуры факела (использование кислорода) и повышения светимости факела (добавка к газовому факелу мазута или угольной пыли, самокарбюрация);
- 2. широкое использование кислорода при разогреве твердой шихты газокислородными горелками и при продувке кислородом ванны в периоды плавления и доводки;
- 3. использование кислородно-водяной смеси или многосопловых кислородных фурм для продувки жидкой ванны, что приводит к резкому сокращению пылеобразования;
- 4. использование испарительного охлаждения для элементов печи: рам завалочных окон, пятовых балок и др. Преимущества испарительного охлаждения: сокращение расхода воды по сравнению с водяным охлаждением в 60 раз, резкое сокращение простоев печи на ремонты, получение большого количества пара (6-7 т/ч с одной крупной печи);
- 5. применение в скрап-процессе взамен твердого чугуна жидкого чугуна, выплавляемого в вагранках. Это позволяет приблизить показатели скрап-процесса к показателям скрап-рудного процесса;
- 6. утилизация физической теплоты продуктов горения для подогрева воздуха перед регенератором (в рекуператоре) или для получения пара (в котле-утилизаторе).
Технико-экономические показатели работы мартеновских печей
Эффективность работы мартеновских печей определяется их производительностью и себестоимостью 1 т выплавляемой стали. Производительность печей измеряется съемом стали с 1 м2 площади пода в тоннах в сутки [т/(м2-сут)]; часовой производительностью (т/ч) и годовой производительностью (т/год).
Съем стали зависит от емкости печи и ее конструкции, вида процесса, сортамента выплавляемой стали и организации работы. С увеличением емкости печи возрастает съем стали, составляя 6—8 т/(м2-сут) на печах емкостью 100—200 т и 9—12 т/(м2-сут) на печах 600—900 т.
Часовая производительность достигает 60—80 т/ч на 900-т печах при широком использовании кислорода для интенсификации процесса, а годовая производительность возрастает с увеличением емкости печи:

Приведенные данные по производительности относятся к печам, работающим скрап-рудным процессом с использованием кислорода для интенсификации сжигания топлива и для продувки. В случае работы печей скрап-процессом их производительность уменьшается на 30—45%.
Важным технико-экономическим показателем работы мартеновских печей является расход топлива на 1 т выплавленной стали. Поскольку в мартеновских печах используется различное топливо, то его расход приводят к условному топливу, теплота сгорания которого принимается равной 29400 кДж/кг (7000 ккал/кг). Расход топлива составляет 120—130 кг/т на 200-т печах и 90— 105 кг/т на 400—600-т печах,
Себестоимость стали в мартеновских цехах зависит от многих факторов, в том числе и вида процесса, марки стали, масштаба и организации производства и т. д. Увеличение объема производства, повышение емкости печей, улучшение организации производства снижают себестоимость стали.
