После очистки отливки проходят следующие операции: удаление заливов и остатков литниковой системы, исправление поверхностных дефектов и др.
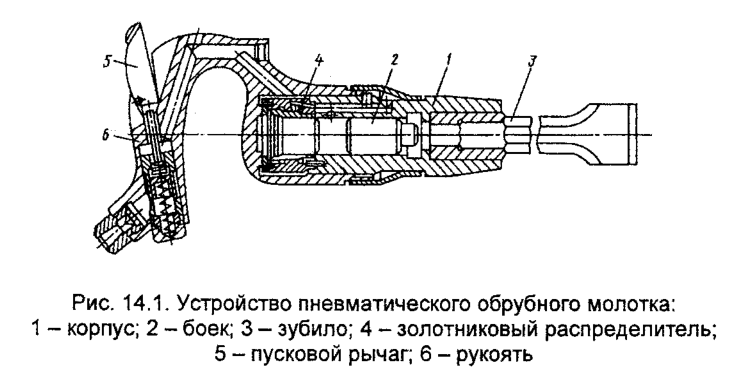
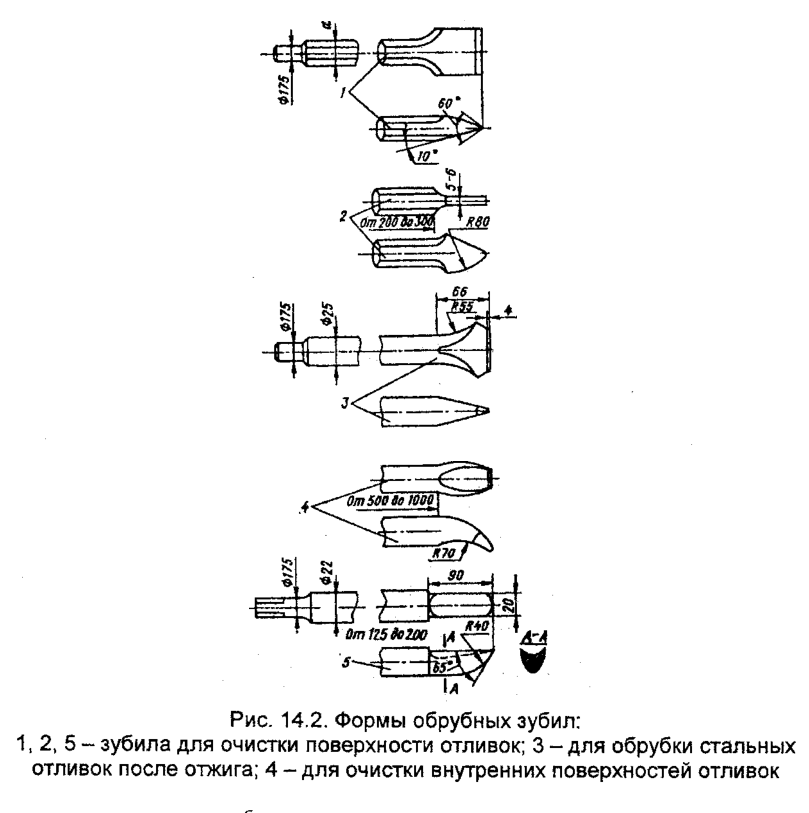
Обрубка отливок проводится с целью удаления заливов и пригара в местах, недоступных для очистки другими способами. Для обрубки используют молотки золотникового типа. Молотки с коротким ходом (до 100 мм) применяют для легкой обрубки тонких заливов и небольших заливов, а с длинным ходом — для обрубки тяжелых приливов и заливов (рис. 14.1). Для эффективной обрубки большое значение имеет правильный выбор зубила (рис. 14.2).
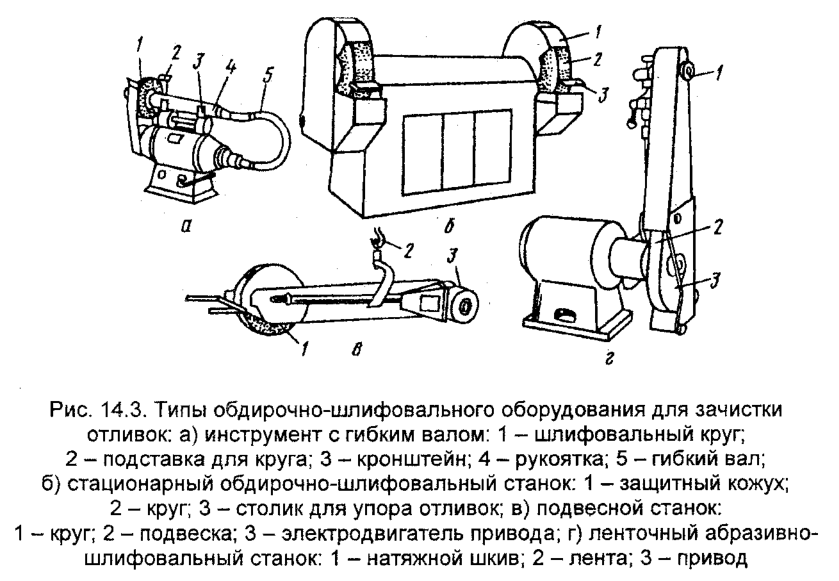
Для зачистки отливок с целью удаления заливов, заусенцев, перекосов и неровностей, а также дефектов поверхности (ужимин, пригара, подготовки мест заварки и др.) используется оборудование, рабочим органом которого является шлифовальный круг или лента (рис. 14.3).
В литейных цехах применяются следующие виды оборудования, работающие шлифовальным кругом:
- ручной механизированный инструмент;
- универсальные обдирочно-зачистные станки;
- специализированные обдирочно-зачистные станки;
- специальные обдирочно-зачистные станки;
- роботехнические обдирочно-зачистные станки;
- поточно-механизированные обдирочно-зачистные станки;
- полуавтоматические и автоматические линии;
- отрезные станки;
- ленточные обдирочно-зачистные станки.
Механизированный инструмент по типу привода разделяют на пневматический и электрический со встроенным электродвигателем и с приводом посредством гибкого вала. По виду применяемого абразива инструмент разделяют на горизонтальный для работы периферией круга, вертикальный для работы торцем круга и осевой для работы абразивными головками.
Пневматический инструмент прост в эксплуатации, имеет малую массу и работает от цеховой сети сжатого воздуха. К недостаткам инструмента относятся высокий уровень шума и невозможность использования максимальной окружной скорости абразивного инструмента, которая устанавливается исходя из холостого вращения и существенно снижается при прижиме круга к отливке. Хорошо зарекомендовал себя инструмент с электроприводом от гибкого вала. Преимущество его заключается в высокой мощности и удобстве замены рабочих головок. Недостатком является малая гибкость вала, из-за которой затруднен доступ к внутренним полостям отливок. Механизированный инструмент со встроенным электродвигателем имеет наиболее высокий КПД. Благодаря более устойчивой работе электродвигателя и меньшей вибрации (по сравнению с пневматическим инструментом) удается достигнуть большей производительности и меньшего расхода абразивных кругов по сравнению с пневмоинструментом. В то же время электродвигатели нормальной частоты имеют большую массу. Лучшим типом механизированного инструмента является электроинструмент с высокочастотным приводом (400 Гц), который по массе равен пневматическому, но превосходит его по производительности и экономии абразивных кругов.
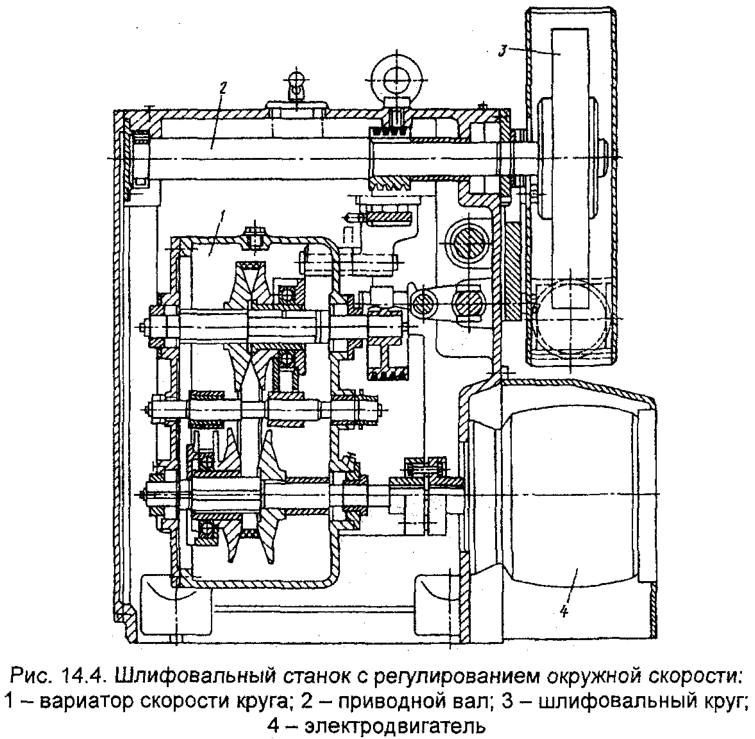
Для зачистки мелких отливок в мелкосерийном производстве используются стационарные обдирочно-зачистные станки (рис. 14.4). Наиболее эффективны станки, в которых предусмотрено бесступенчатое регулирование окружной скорости шлифовального круга по мере его износа.
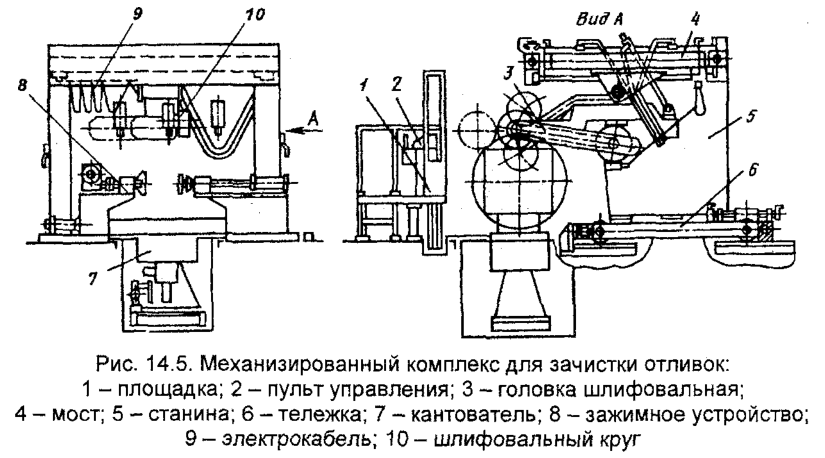
Для зачистки средних, крупных и тяжелых отливок применяют подвесные обдирочно-шлифовальные станки и механизированные комплексы. На подвесных станках сила прижима круга на отливку передается вручную, в механизированных комплексах круг закрепляется на головке, все перемещения и силы прижима которой осуществляются гидроприводом. Оператор управляет перемещениями головки с помощью рукоятки, расположенной на пульте управления, управление остальным механизмом кнопочное. Применение одного комплекса позволяет увеличить производительность труда рабочего в 5-7 раз по сравнению с работой на подвесном обдирочно-зачистном станке. На рис. 14.5 показан типовой механизированный комплекс для зачистки отливок.
При наличии в программе литейного цеха постоянной номенклатуры средних и крупных отливок для их абразивной зачистки применяют специальные обдирочно-зачистные станки.
В последние годы для обработки тяжелых и крупных отливок находят применение манипуляторы. Манипулятор обладает шестью степенями подвижности. Его позиционер дублирует движение оператора, передаваемое ведущей «руке», и таким образом позволяет выполнять необходимую работу по зачистке тяжелым инструментом.
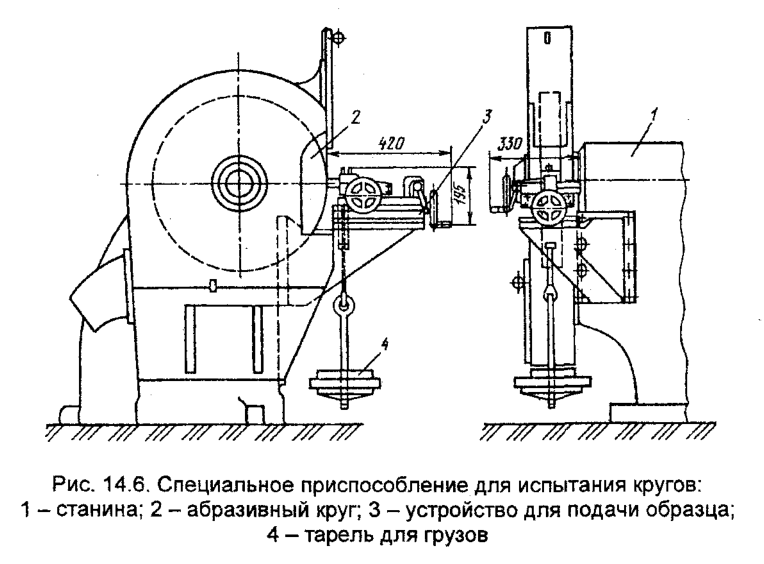
На рис. 14.6 показан специальный стенд, допускающий скорость вращения круга до 7000 об/мин. К стенду подключен самопишущий ваттметр, фиксирующий затрату электроэнергии на зачистку. Для испытания и подбора кругов диаметром 600 мм могут использоваться специальные приспособления, устанавливаемые на серийные обдирочно-шлифовальные станки.
Индивидуальный подбор кругов к оборудованию и к заготовительным отливкам позволяет существенно повысить эффективность зачистки отливок абразивными кругами за счет повышения стойкости кругов, увеличения объема металла и экономии электроэнергии.
Перед выбором кругов следует произвести технико-экономический анализ использования абразивных кругов в конкретных условиях, например, что является наиболее приоритетным: высокий съем металла во времени, высокий относительный съем (отношение снятого металла к изношенному абразиву) по весу, стойкость кругов во времени и др. Предварительный анализ необходим, исходя из различных показателей у разных кругов. Так, круг с высоким относительным съемом может оказаться малостойким во времени и т.п.
В литейных цехах крупносерийного и массового производства находят широкое применение автоматические станки и линии для обдирки и зачистки отливок. Такое оборудование предназначено для обработки отливок однородных по габаритным размерам, конфигурации и по местам снятия металла.
Ряд подобных станков используется в автомобильной промышленности, тракторном и сельскохозяйственном машиностроении.
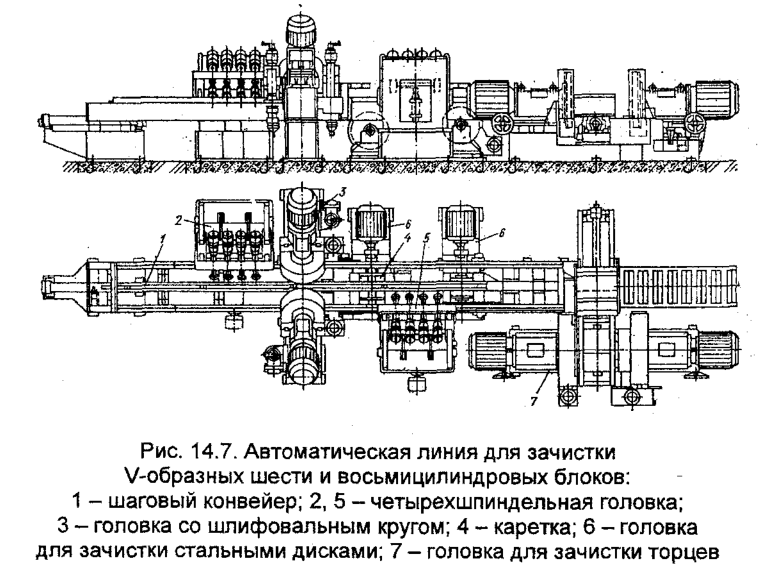
На рис. 14.7 приведена автоматическая линия, предназначенная для зачистки сложной отливки V-образного блока цилиндров автомобильных дизелей. Линия предназначена для зачистки шести и восьмицилиндровых блоков без переналадки. Работа линии происходит следующим образом. Отливка блока подается на направляющие шаговые конвейера, по которому транспортируется на первую рабочую позицию, на которой блок останавливается, и с помощью четырехшпиндельной головки происходит зачистка левых цилиндровых отверстий гильзы. На концах шпинделей находятся абразивные круги. При остановке блока шпинделя опускаются в отверстия и последовательно зачищают оба пояска. Затем шпинделя возвращаются в исходное положение. При зачистке шестицилиндровых блоков, крайний шпиндель оказывается вне блока. Далее блок перемещается к абразивным кругам, которые по ходу зачищают наклонные плоскости. При дальнейшем движении отливки происходит зачистка стальными дисками нижних плоскостей. Далее производится зачистка правых, цилиндровых отверстий гильзы (аналогично левым).
Затем отливка подается на позицию зачистки стальными дисками плоскостей под крепление крышек подшипников. Далее отливка перемещается с конвейера в каретку для зачистки торцев блока, одна из головок которой перемещается и устанавливается в зависимости от зачищаемого блока (шести или восьмицилиндровый). Затем отливка проталкивается на приемный роликовый конвейер, который убирается с линии.
Успешная работа обдирочно-зачистных станков может быть обеспечена только при правильном выборе характеристик круга. Характеристика круга определяется рядом показателей: основные размеры (наружный диаметр, ширина, диаметр посадочного отверстия), абразивный материал (электрокорунд, карбид кремния, карбид бора), размер зерен абразивного материала, твердость связки, прочность связки, плотность инструмента (отношение объема пор к общему объему шлифовального инструмента), режущая способность (отношение количества снятого за единицу времени металла к мощности (см3/(кВт-мин)). Различные виды оборудования и различные отливки требуют подбора оптимальных характеристик шлифовальных кругов. Для подбора абразивных кругов целесообразно использовать специальные стенды или приспособления для подбора оптимальных характеристик кругов
на обдирочно-шлифовальных станках.





