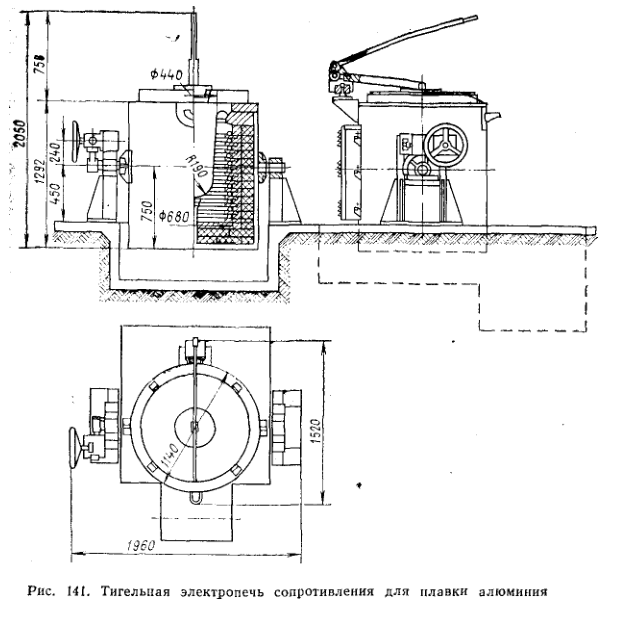
Легкоплавкие металлы и сплавы переплавляются в электрических печах сопротивления тигельного и камерного типа. На рис. 141 показана конструкция электропечи для плавки алюминия. Емкость тигля 150 кг алюминия. Цилиндрический кожух печи на цапфах закреплен в подшипниках и имеет привод для наклона печи. Спиральные проволочные нагреватели расположены на керамических полках в несколько рядов по высоте печи. Внутрь печи вставлен чугунный тигель емкостью 150 кг. Печь имеет подъемную крышку и желоб для слива металла. Металл плавится в тигле и после нагрева до заданной температуры сливается путем наклона печи. Плавка следующих порций металла значительно ускоряется, если в тигле остается после разлива небольшое количество расплава.
При плавке больших количеств металла получили применение ванные печи с наклоном и без наклона. На рис. 142 показана конструкция камерной печи для плавки алюминия емкостью 150 кг. Такие печи часто применяются в качестве раздаточных и носят сокращенное наименование САК (сопротивления, алюминиевая, камерная). Чушковый алюминий загружается через рабочее окно 5. Чушки алюминия располагаются на наклонном поде форкамеры 4, где металл подогревается, а иногда и оплавляется. Нагретый или расплавившийся металл попадает в металлосборник 1, где он нагревается до нужной температуры и откуда ложками периодически вычерпывается через рабочее окно 3 в другой торцовой стенке и разливается в формы. Для удобства работы дверца окна 3 поднимается при нажиме ногой педали 2. Печь нагревается проволочными (диаметр 7 мм) спиральными нагревательными элементами, расположенными в пазах сводового кирпича. Для удобства замены вышедших из строя нагревательных элементов пазы сделаны сквозные поперек всей печи. Нагревательные элементы соединяют между собой под оградительным щитком 6. Печь включают в трехфазную сеть напряжением 220/380 В.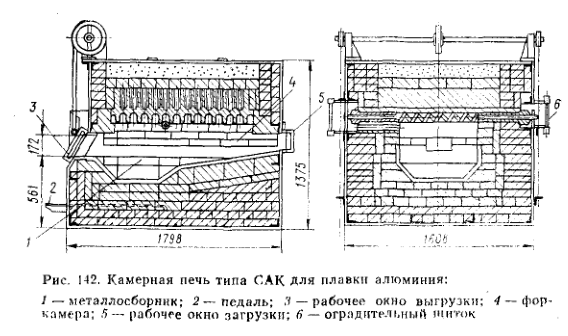
Свод печи делают из фасонного кирпича, перекрывающего весь пролет печи. Поверх фасонного кирпича делают тепловую изоляцию. Всю печь монтируют в металлическом кожухе и располагают на полу цеха или на фундаменте. Кожух внутри футеруют шамотным кирпичом по слою листового асбеста толщиной 5—1 мм. Подину выкладывают из шамотного же кирпича по слою инфузорной земли толщиной 40 мм; сверху кирпича укладывают слой шамотной набивки толщиной 30 мм, состоящей из 45% огнеупорной глины, 50% шамотного порошка, 3% песка и 2% жидкого стекла.
Печь емкостью 150 кг алюминия имеет электрическую мощность 40 кВт. Производительность печи 60 кг/ч алюминия. Срок службы нагревательных элементов значительно сокращается при попадании на них брызг металла. Поэтому при обслуживании печи необходимо следить, чтобы металл не разбрызгивался.
Подобного типа печи строятся на большую емкость (до 10 т). При этом форкамеры устраиваются с обеих сторон печи. Для разлива металла используют сифон или печь наклоняют с помощью специального механизма. Аналогично делаются миксеры, но без форкамер.





