Шихтовые материалы
Для получения стали в электропечах необходимы следующие шихтовые материалы: металлическая часть, шлакообразующие, окислители, добавочные материалы (раскислители и легирующие) и науглероживатели.
Металлическая часть
Основу шихты для электропечей составляет металлический лом: на одну тонну выплавляемой в электропечах стали в среднем расходуется около 950 кг лома. Примерно треть этого количества составляют брак, литейные отходы, обрезь слитков, отходы при прокатке и ковке, а также стружка от обдирки слитков, т. е. собственные отходы металлургических заводов. Остальная часть складывается из отходов, возвращаемых заводами-потребителями, направляемого в переплав изношенного и устаревшего оборудования и инструмента и лома, собранного отделениями Вторчермета. Кроме того, в ограниченных количествах используется специально выплавляемая шихтовая заготовка — мягкое железо, а также передельный чугун и металлизованные окатыши.
Металлический лом делится на две категории: группа нелегированных (А) и легированных (Б) отходов.
Нелегированный (углеродистый) лом не должен быть загрязнен цветными металлами (свинцом, цинком, оловом и др.), особенно никелем, медью и мышьяком, которые практически полностью переходят из шихты в металл и могут оказать существенное влияние на его свойства. Нежелательно также, чтобы в углеродистых отходах содержалось фосфора более 0,05%, так как удаление таких количеств фосфора потребует продолжительного окислительного периода.
Поэтому металлический лом должен быть освобожден от лома цветных металлов и рассортирован по происхождению. Знание происхождения лома позволяет примерно оценить его состав и более правильно использовать его.
На заводах качественных сталей в электросталеплавильных цехах выплавляют сотни различных марок легированной стали. Часть из них содержит элементы, не поддающиеся окислению и трудно удаляемые при пользовании обычными процессами. Отходы, содержащие такие элементы, могут быть использованы при выплавке стали определенного сортамента. Отходы легированных сталей должны быть рассортированы в группы, близкие по составу марок, и храниться отдельно от других отходов. Отходы некоторых наиболее сложно легированных марок следует хранить помарочно.
Металлический лом должен иметь определенные габариты. Мелкий лом, как правило, более окислен, замусорен и загрязнен маслом. Значительная окисленность лома не позволяет точно оценить долю угара металла, что чревато непопаданием в заданный химический состав готовой плавки. Разложение в зоне дуг ржавчины (гидрата окиси железа) и масла приводит к появлению в атмосфере печи атомарного водорода, интенсивно поглощаемого металлом.
Малая насыпная масса мелкого лома не позволяет завалить в печь всю шихту в один прием, вследствие чего, после расплавления первой порции шихты, приходится осуществлять подвалку. Это снижает производительность печи и увеличивает потери тепла.
Особые заботы доставляет переплав стружки. Длинная витая стружка затрудняет загрузку; как правило, она сильно загрязнена маслом и уже на месте получения смешивается с отходами стали других марок, а часто и со стружкой цветных металлов. По этим причинам стружку следует переплавлять на заводах Вторчермета и электросталеплавильным цехам поставлять изготовленные из нее паспортные болванки с известным химическим составом. Стружка, поставляемая непосредственно в электросталеплавильные цеха, должна быть спрессована и обожжена. Дополнительные затраты на подготовку стружки вполне окупаются экономией, получаемой при использовании доброкачественной шихты.
Нежелательно, чтобы в шихте были чрезмерно крупные куски — бракованные слитки, недоливки и т. п. В дуговой печи можно расплавлять крупногабаритный лом, но продолжительность плавления при этом увеличивается, длительное время приходится работать на высокой мощности, что отрицательно сказывается на стойкости футеровки. По этой причине максимальная масса отдельных кусков не должна превышать одной пятидесятой массы всей садки.
Для производства стали некоторых марок в состав шихты вводят специально выплавленную предварительно заготовку. Чаще всего она по своему составу представляет собой низкоуглеродистую сталь с ограниченным содержанием углерода, фосфора и серы, т. е. мягкое железо, полученное методом плавки на свежей шихте.
Мягкое железо должно быть в менее крупных кусках, чем легированные отходы, так как в связи с низким содержанием углерода оно плавится при более высокой температуре. Поэтому слитки мягкого железа прокатывают на заготовку, которую затем рубят на куски определенного размера.
Мягкое железо намного дороже углеродистого лома и его использование отрицательно сказывается на себестоимости стали. Использование в шихте мягкого железа может быть оправдано только серьезными технологическими затруднениями выплавки стали нужной марки.
Следует отметить, что для электропечной плавки характерен постоянно наблюдаемый недостаток качественного лома. В связи с этим в течение длительного времени изыскивают материалы, которые могли бы заменить лом. В частности, неоднократно предпринимались попытки заменить часть лома передельным чугуном. Однако все эти попытки заканчивались, как правило, неудачно.
Передел чугуна в сталь заключается в окислении находящихся в нем в избыточных количествах углерода, кремния, фосфора. Электропечи, плохо приспособлены для проведения окислительных процессов, поэтому использование их для передела значительного количества чугуна нецелесообразно.
Обнадеживающие результаты получены при использовании в шихте электропечей полупродукта — предварительно продутого в реакторе чугуна. Однако появление и совершенствование кислородно-конвертерного процесса сделали более целесообразным переработку чугуна в сталь монопроцессом в конвертере. В последние годы проводятся интенсивные всесторонние исследования плавки стали в электропечах с использованием высокометаллизированных окатышей (90—95% Fеобщ, 85—90% Fемет). Построены промышленные комплексы для работы с непрерывной загрузкой окатышей в дуговую печь и с непрерывной разливкой металла. Использование чистых по сере, фосфору и сопутствующим примесям металлизованных окатышей позволяет при обычном качестве шихты выплавлять, применяя этот процесс, качественные стали.
Плавка металлизированных окатышей в электропечах (бездоменный процесс) при успешном решении проблемы эффективного восстановления окатышей может оказаться более эффективной по всем показателям, чем выплавка стали из чугуна в конвертерах.
Шлакообразующие
При выплавке стали в основных дуговых печах для образования основного шлака используют известь, известняк, плавиковый шпат, шамотный бой и песок. В кислых печах шлак наводят из песка, шамотного боя и извести.
Наиболее важной составляющей шлаковых смесей является известь, которую получают обжигом известняка в шахтных печах при температуре 1100— 1300°С. При обжиге углекислый кальций из вестняка разлагается на окись кальция и углекислый газ СаС03 → CaO + СО2.
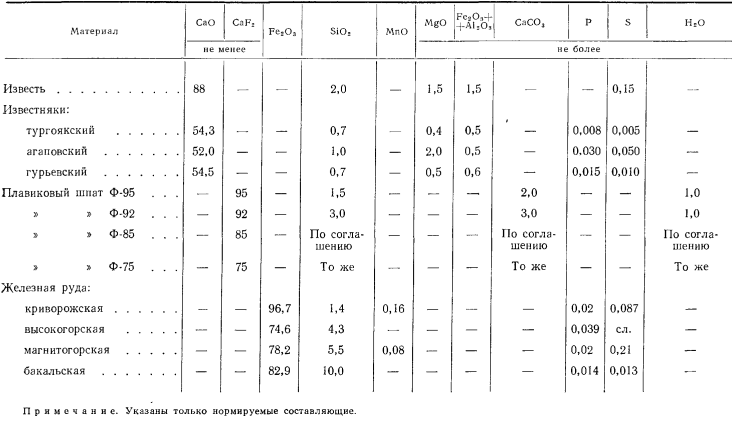
Химический состав обожженной извести приведен в таблице 1.
Содержание серы в известняке в большинстве случаев низкое, однако оно возрастает после обжига за счет серы топлива. Повышенное содержание серы в шлаке затрудняет процесс десульфурации металла.
Содержание других окислов в извести ограничивают по следующим соображениям: кремнезема, чтобы при заданной основности шлака количество его было меньше; окиси магния, чтобы шлак был более жидкотекучим и активным; окислов железа, чтобы не затруднять процесс десульфурации.
Для выплавки высококачественной стали используют только свежеобожженную известь. При хранении известь интенсивно поглощает влагу из воздуха с образованием гидроокиси кальция [СаО + Н2О → Са (ОН)2], которая рассыпается в порошок. Влага, внесенная известью, в печи разлагается на кислород и водород, вызывая обогащение стали водородом. Поэтому применение пылеватой извести, так называемой «пушонки», в электропечах совершенно не допустимо.
Вместо извести в окислительный период можно пользоваться не обожженным известняком. Применяют известняк, содержащий не менее 97% СаСО3 (не менее 54% СаО). Известняк не гигроскопичен, его можно длительное время хранить. Разложение углекислого кальция в электропечи вызывает выделение пузырьков СО2, которые обеспечивают перемешивание металла и шлака и способствуют дегазации металла. Окислительный углекислый газ окисляет примеси в металле, в частности углерод.
Отрицательной стороной применения известняка вместо извести является дополнительная затрата электроэнергии на разложение карбоната кальция.
Для разжижения высокоосновных шлаков применяют плавиковый шпат, песок и шамотный бой. Особенно сильно понижает его вязкость CaF2. К тому же использование CaF2 позволяет разжижать высокоосновные шлаки без уменьшения их основности, что чрезвычайно важно для эффективного удаления серы.
Поэтому широкое применение для наводки шлака получил плавиковый шпат, который в случае его использования при электроплавке должен содержать 90—95% CaF2, не более 3,0% SiO2 и не более 0,2 % S.
Песок также понижает температуру плавления основных шлаков, но при этом понижается и основность шлака. Поэтому в основных печах песок находит ограниченное применение, в то время как в кислых печах он является главным шлакообразующим материалом.
Основное требование, предъявляемое к песку, — высокое (минимум 95%) содержание SiO2.
При выплавке нержавеющих сталей и для разжижения густых магнезиальных шлаков иногда используют бой шамотных огнеупоров, содержащих примерно 60% SiO2 и 35% Аl2O3.
Окислители
Для интенсификации окислительных процессов в металл необходимо вводить кислород. Источниками кислорода служат железная руда, окалина и агломерат. Широкое распространение получила продувка металла газообразным кислородом.
Железную руду применяют при выплавке стали методом полного окисления. Присадка руды небольшими порциями обеспечивает длительное равномерное кипение металла без повышения его температуры, так как присаживаемая руда постоянно охлаждает металл. Это имеет особое значение для эффективного удаления фосфора.
Руду используют в завалку и в окислительный период. Руда, присаживаемая в окислительный период через шлак, должна быть в кусках определенного размера, желательно 50— 100 мм в диаметре.
Мелкая руда растворяется в шлаке, а крупные куски вызывают бурное вспенивание металла и шлака. Кроме соответствия требованиям, касающимся определенного размера кусков, руда должна удовлетворять и требованиям по химическому составу: в ней должно содержаться много окислов железа и мало кремнезема, серы и фосфора (таблица 1). Наиболее богатой является криворожская руда, но в ней содержится довольно много фосфора и серы. Чистая по сере и фосфору бакальская руда характеризуется повышенным содержанием пустой породы, что вызывает понижение основности шлака, увеличение его количества и требует дополнительных затрат электроэнергии.
Иногда вместо руды используют заменители — агломерат и окалину от проката. Окалина от проката углеродистых сталей является наиболее чистым окислителем, но вследствие малого удельного веса она задерживается в шлаке. Необходимо учитывать также, что прокатная и кузнечная окалина может содержать легирующие элементы, которые целесообразно использовать.
Для интенсификации окисления углерода во время окислительного периода плавки на свежей шихте, а также для быстрого повышения температуры металла, окисления избыточного углерода и сопутствующих примесей при переплаве легированных отходов широко применяют продувку металла кислородом. Газообразный кислород чистотой около 99,5% подают в ванну под давлением 1—2 МПа (10— 12 ат).
Основное требование, предъявляемое к газообразному кислороду, низкое содержание влаги (не более 1 г/м3). Поэтому перед продувкой кислород должен быть осушен в специальных поглотителях влаги.
Раскислители и легирующие
Для раскисления стали и ее легирования раскислители и легирующие элементы применяют в чистом виде или в виде сплавов с железом или друг с другом.
Наибольшее распространение для раскисления и легирования стали получили металлические алюминий, никель, хром, марганец, молибден, кобальт и титан, ферросплавы — ферросилиций, ферромарганец, феррохром, ферровольфрам, феррованадий, ферромолибден, ферротитан, феррониобий, ферробор и другие, а также комплексные сплавы— силикомарганец, силикокальций, силикоцирконий, силикоалюминий, сплавы алюминия, марганца и кремния, кремния, кальция и алюминия и другие.
Сплавы, применяемые в качестве раскислителей и легирующих, должны удовлетворять ряду требований:
- Содержание основного легирующего элемента в сплаве должно быть максимальным. При низком содержании легирующих элементов увеличивается масса присадки, что удлиняет время ее проплавления и ведет к увеличению расхода электроэнергии и снижению производительности печи. Исключение составляют ферросплавы тугоплавких металлов — ферровольфрама и ферромолибдена, для более быстрого растворения которых желательно иметь более низкое их содержание в сплаве.
- Сплавы должны быть чистыми от вредных для стали примесей, шлаковых включений и газов. Это особенно важно, потому что значительную часть их присаживают в печь лишь к концу плавки, когда рафинирование ванны уже закончено.
- Куски сплавов должны быть определенного габарита. Наличие крупных кусков удлиняет время их растворения, затрудняет точность взвешивания и может быть причиной повышенного расхода сплава.
Науглероживатели
К числу науглероживателей принадлежат материалы, содержащие углерод и используемые для увеличения содержания углерода в металле. Они входят либо в состав шихты, либо их вводят в жидкий металл. Для науглероживания в электросталеплавильных цехах используют главным образом кокс и электродный бой, в редких случаях (вследствие дефицита) — древесный уголь и сажу.
Основное требование, предъявляемое к науглероживателям, заключается в том, что они должны быть чистыми по вредным примесям (главным образом иметь низкое содержание серы) и вносить мало золы.



