При организации обработки стали в ковше-печи (АКОС) необходимо, прежде всего, определить необходимую температуру стали на выпуске из печи и время необходимое для производства стали с учетом дальнейшей схемы производства.
Температуру стали на выпуске можно определить из балансового уравнения:
tвып = tр + Δtв + Δtп + Δtвр — Δtпод, 0С
где: tр = tл +(35+40) – температура разливки;
tл = 1537 – {88[C] + 8[Si] + 5[Mn] +4[Ni] + 5[Cu] + 17[Ti] + 1,8[Cr] + 1,3[V] + 2[Mo] + 25[S] +30[P]} – температура ликвидус стали;
Δtв – потери температуры на выпуске;
Δtп – потери температуры при переливе в промежуточный ковш;
Δtвр – потери температуры при внепечном рафинировании стали;
Δtпод – повышение температуры при подогреве металла в печи-ковше.
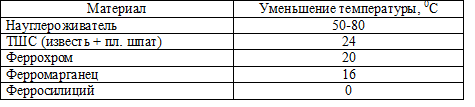
Независимо от технологии дальнейшего рафинирования с использованием однотипной печи с эркерным выпуском металла Δtв и Δtп будут одинаковыми. Основное внимание должно быть уделено потерям температуры при внепечном рафинировании Δtвр. В настоящее время существует два направления технологии внепечного рафинирования. Первое – присадка основного количества шлакообразующих и ферросплавов под струю металла на выпуске с дальнейшей десульфурацией и доводкой в ковше-печи. Второе – присадка этих же материалов в печь-ковш порциями с одновременным подогревом и последующей доводкой стали. Присадка шлакообразующих и ферросплавов в ковш на выпуске связана с чрезмерным охлаждением металла (табл.1) и приводит к образованию гетерогенного малоактивного шлака, что влечет за собой увеличение времени для его окончательного формирования.
Таблица 1. Охлаждающий эффект от присадки наиболее употребляемых материалов в ковш на выпуске при внепечной обработке металла (в расчете на 1% присаживаемого материала)
Практика показывает, что для компенсации охлаждения металла на выпуске, как правило, добавляют в ковш алюминий из расчета 1,5-2 кг на тонну жидкой стали, что обеспечивает дополнительное выделение тепла за счет окисления алюминия оксидами железа шлака порядка 920 кДж на 1 кг алюминия. При присадке около 10 кг твердых шлаковых смесей (ТШС) на 1 т жидкой стали на их расплавление требуется 1250 кДж тепла, которое компенсируется вводом 1,5-2,5 кг алюминия за счет выделения 1380-2300 кДж тепла. Однако, издержки производства, связанные с дополнительным расходом алюминия, слишком велики.
При обработке стали марки Ст20 начальное падение температуры составляет порядка 600С при подаче раскислителей и ТШС в ковш под струю. При донном выпуске стали из ДСП вместимостью 80 т с температурой порядка 1615 0С, содержащей (%, %): С – 0,08, Si – следы; Mn – 0,20; P – 0,030; S – 0,030 подается за первые 2 минуты ТШС в составе (кг): известь – 500; плавиковый шпат – 125; ферросилиций – 185; высокоуглеродистый ферромарганец – 185; алюминий – 10; молотый кокс – 20 при расходе аргона 1500 нм3. За три минуты падение температуры составляет 60оС и к началу нагрева в ковше-печи снижается до 15550С, снижаясь еще на 50С за время транспортировки ковша к АКОС. Укрытие шлаком в ковше предупреждает насыщение металла азотом, водородом, вторичное его окисление кислородом воздуха. Однако, при этом рафинировочный шлак практически не работает, поскольку он не успевает расплавиться и значительная его часть не обладает необходимыми физическими свойствами, т.к. шлак гетерогенен. При включении напряжения трансформатора ковша-печи с активной мощностью 5,5 МВА в течении 8 минут температура находится на одном уровне и затем происходит нагрев металла со скоростью 3 0С/мин до температуры 1595 0С (рис.12.37, область Б). После присадки раскислительной смеси и нагрева сталь имеет следующий химический состав (%, %): С = 0,10; Si = 0,20; Mn = 0,40; P = 0,035; S = 0,025. При выходе на максимальную температуру 1595 0С осуществляют легирование стали путем добавки в ковш-печь (кг): ферросилиций – 110; ферромарганец среднеуглеродистый – 110; известь – 100 при одновременной продувке аргоном с общим расходом 700 нм3. Температура металла снижается до 15500С и в течении 6 минут продолжают нагрев при мощности трансформатора 2,8 МВА. По окончании легированная сталь имеет химический состав (%, %): С = 0,14; Si = 0,28; Mn = 0,50; P = 0,035; S = 0,020. Процесс подогрева, десульфурации и легирования длится в течении 40 мин. Затем металл передается на разливку. За время транспортировки и перелива металла в промежуточный ковш температура металла снижается на 250С и составляет 15550С при температуре ликвидус 15180С. Разливка продолжается в течении 48 минут. За это время температура металла снижается до 15410С и перегрев над температурой ликвидус составляет 230С. Наиболее целесообразным считается ввод основного количества ТШС и легирующих в ковш-печь с параллельным дуговым подогревом металла.
Время, необходимое для подогрева стали в ковше с учетом теплозатрат и тепловых потерь можно рассчитать исходя из энергетического или теплового баланса с учетом возможной потери температуры:
t = Q/NА, час
где: Q = Q1 + Q2 + Q3 + Q4 + Q5 – общие затраты энергии, включающие:
Q1 – на нагрев и плавление ТШС;
Q2 – на компенсационный нагрев стали в ковше;
Q3 – на нагрев и плавление легирующих;
Q4 – на компенсацию потерь с охлаждающей водой;
Q5 – на компенсацию потерь аккумулируемых футеровкой ковша.
Для 100-тонной печи при расходе 2% ТШС и 2% легирующих общие затраты энергии Q = 6000 кВт;
NА = Ny×hэл – активная мощность трансформатора ковша-печи, где: Ny – установленная мощность трансформатора (МВ∙А); hэл – электрический к.п.д.; принимая для 100-тонной ДСП ковш-печь с трансформатором Ny = 20 МВ×А и hэл = 0,85 получим
NА = 20000×0,85 = 17000 кВт.
Тогда необходимое время для подогрева металла в ковше-печи составит:
t = Q/NА = 6000/17000 = 0,35 час » 21 мин.
Для ускорения растворения легирующих добавок рекомендуется их давать порциями после повышения температуры стали до 15800С. При этом АКОС должен быть оборудован системами, позволяющими производить постоянную добавку твердых присадок. Регламент внепечной обработки стали в АКОС с порционной подачей ТШС и легирующих с параллельным подогревом, разработанный институтом «Стальпроект», обеспечивает компенсационный подогрев стали в ковше-печи в течении 18 минут при полном цикле внепечной обработки порядка 37 минут. Кроме того, предлагается весь процесс внепечной обработки разделить на две стадии и проводить на двух стендах.
Этот вариант может быть рекомендован в том случае, если общая длительность цикла внепечного рафинирования (от конца выпуска до начала разливки) превышает длительность цикла плавки с необходимостью обеспечения на МНЛЗ разливки «плавка на плавку» как можно более длительной серией. Этот вариант требует дополнительных капитальных вложений. Однако может быть оправдан при необходимости повышения степени использования ДСП и увеличения производства стали.
Для совершенствования технологии внепечной обработки стали в АКОС предусматривается проводить продувку металла десульфурующими смесями через две фурмы. Высокая степень десульфурации обеспечивается раскислением стали алюминием, вводимым в ковш-печь в виде проволоки с помощью трайб-аппаратов. Модифицирование тугоплавких включений глинозема Al2O3 осуществляется силикокальцием, вводимым в виде порошковой проволоки. Для обеспечения рационального режима и управления морфологией неметаллических включений необходимо соблюдать скорость (V) и температуру ввода порошковой проволоки (tпр) в зависимости от температуры ликвидус (tл) стали.
Для стабилизации химического состава и служебных характеристик сталей 40Х, 09Г2 при температуре перед разливкой (tпр) 1590-1620оС возможен также вариант легирования кремнистыми, марганцевыми и хромистыми ферросплавами с помощью порошковой проволоки. АКОС позволяет обеспечить легирование и раскисление стали с различной температурой ликвидус (tл) путем использования микроприсадок, в виде порошка, плотнозапрессованного в стальную трубчатую оболочку. Такую проволоку подают в металл, находящийся в ковше, в заданном количестве с определенной скоростью, интенсифицируя усвоение присадок перемешиванием металла газом.
Применение этого способа при доводке стали в ковше-печи создает следующие преимущества: точность микролегирования; высокая степень усвоения добавок и воспроизводимость результатов; малые потери; практически отсутствие поглощения азота и кислорода при введении добавок; возможность управления составом и морфологией неметаллических включений; экологичность процесса; повышение качества металла; экономичность и простота автоматизации; низкие капитальные затраты.



