Сера имеет неограниченную растворимость в жидком железе и ограниченную — в твердом железе. При кристаллизации стали по границам зерен выделяются сульфиды железа, которые могут образовать легкоплавкую эвтектику с железом, вызывающую явление красноломкости при нагревании слитков перед прокаткой или ковкой. Красноломкость проявляется сильнее в литой стали в виде трещин или рванин, потому что сульфиды и оксисульфиды скапливаются по границам первичных зерен.
В процессе горячей деформации (прокатки, ковки) сульфидные включения легко деформируются и вытягиваются в строчки по направлению деформации. Строчечные сульфидные включения нарушают сплошность структуры металла, и, если нагрузка на готовое изделие направлена поперек оси деформации (перпендикулярно сульфидным строчкам), металлическая матрица разрушается по границе раздела с сульфидами; в результате снижается пластичность стали в поперечных образцах. В случае испытания образцов металла при низких температурах сульфиды резко снижают пластичность и повышают порог хладноломкости. В частности, низкое содержание серы (и соответственно малое количество сульфидов) очень важно иметь в стали, применяемой при производстве труб большого диаметра для газопроводов, прокладываемых по Крайнему Северу ([S] <0,004).
В то же время большое количество конструкционных сталей используется для изготовления изделий, у которых основные нагрузки — в направлении вдоль оси прокатки. В таком случае особо низкого содержания серы в металле не требуется, так как сера оказывает благоприятное влияние на обрабатываемость стали на металлорежущих станках (сера увеличивает хрупкость стружки и не дает возможности образования так называемой витой стружки). Поэтому в большинстве марок электростали допустимый верхний предел содержания серы составляет 0,035 % и лишь в высококачественных сталях он не должен превышать 0,020 %. Более низкое содержание серы в стали обычно оговаривается техническими условиями на поставку конкретной марки стали.
Сера попадает в металлический расплав с шихтовыми материалами. Передельный чугун содержит от 0,025 до 0,070 % серы, в чугунном ломе ее примерно столько же, в ломе углеродистых сталей — 0,030…0,050% серы. Кокс, применяемый для науглероживания расплава, содержит до 2 % серы. Некоторое количество серы может перейти в металл из мазута, если мазут используется в топливокислородных горелках. Обычно содержание серы в металле после расплавления выше допустимого для готовой стали, поэтому в процессе плавки и внепечной обработки требуется удалить из металла избыточное количество серы (осуществить десульфурацию металла).
Суть процесса десульфурации металла заключается в переводе серы из металла в десульфурирующую фазу (чаще всего это шлак). На скорость и степень («глубину») десульфурации металла влияют: активность серы в металле и шлаке, наличие поверхностно-активных примесей на поверхности раздела металл-десульфурирующая фаза, величина поверхности контакта металл-шлак, состав и свойства шлака (прежде всего основность, окисленность и вязкость), а также, особо подчеркиваем, количество шлака или другой десульфурирующей фазы.
Активность серы в жидкой стали повышают углерод, кремний, алюминий. Поэтому в полном металлургическом цикле (интегрированные заводы) выгоднее удалять серу из чугуна (в доменной печи или в чугуновозных ковшах, миксерах и т.д.), а при выплавке сталей с повышенным содержанием углерода, кремния и алюминия удается получать металл с более низким содержанием серы. Активность серы в шлаке определяется прежде всего основностью шлака.
Сера является поверхностно-активным элементом, ее концентрация на поверхности раздела фаз существенно выше, чем в объеме металла. Поэтому при проведении десульфурации металла необходимо добиваться увеличения поверхности контакта металла с десульфурирующей фазой (перемешивание металла со шлаком, вдувание в расплав порошков шлакообразующих компонентов и т,п.). Если в металлическом расплаве имеется несколько поверхностно-активных элементов, то поступление серы на поверхность раздела фаз затруднено. Кислород, присутствующий в металле, также является поверхностноактивным элементом, поэтому в окислительных условиях поверхность контакта металл-шлак занята кислородом и десульфурация металла усложняется. При небольших концентрациях кислорода в металле (меньше 0,01 %) адсорбция серы больше, чем адсорбация кислорода, степень удаления серы из металла резко увеличивается.
Самый простой и дешевый способ десульфурации стали — десульфурация основным шлаком. Переход серы из металла в шлак может быть описан следующими схемами:
[FeS] + (CaO) = (CaS) + (FeO) — при записи в молекулярной форме;
[S] + О2- = S2- + [О] — при записи в ионной форме.
Вторая схема объясняет взаимосвязь процессов раскисления металла и удаления из него серы. Исходя из этих схем для условий металлургической практики можно утверждать, что, чем выше активность СаО в шлаке и ниже активность FeO и серы в нем, тем выше десульфурирующая способность такого шлака; лучшему переходу серы из металла в шлак способствует меньшее содержание кислорода в металле (меньшая окисленность металла). Степень использования десульфурирующей способности шлака обычно характеризуют величиной полученного в процессе десульфурации коэффициента распределения серы между шлаком и металлом ϒs = (S) / [S], равной отношению концентраций серы в шлаке и металле. Сравнивая его с так называемым «равновесным» коэффициентом распределения, определенным для подобных шлаков в лабораторных условиях для случая равновесия между шлаком и металлом, можно судить о глубине десульфурации.
Многочисленные исследования, проведенные в промышленных и лабораторных условиях, подтвердили влияние основности и окисленности шлака на величину полученного коэффициента распределения серы (рис. 3.2).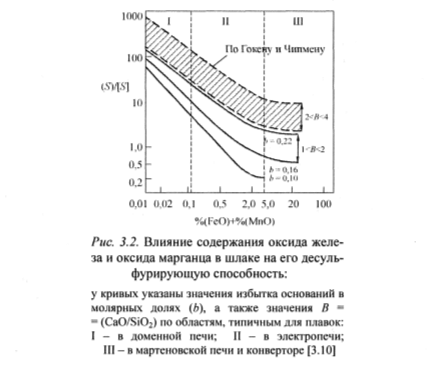
Условия окислительного периода плавки (высокая окисленность шлака и металла) не способствуют проведению глубокой десульфурации металла, поэтому в большинстве случаев электрометаллурги стараются удалить основную часть серы при наличии раскисленного металла и шлака: при использовании классической технологии и ее более поздних модификаций в восстановительный период плавки и во время выпуска металла вместе со шлаком; при использовании современной технологии путем внепечной обработки на установках типа ковш-печь, путем продувки твердыми десульфурирующими реагентами и т.д. Учитывая довольное высокое содержание серы в шихте, по нашему мнению, не следует отвергать возможность частичной десульфурации металла в окислительных условиях в конце плавления и в окислительный период плавки (кратность шлака 0,05…0,07), особенно в современных печах, использующих вспененные постоянно обновляющиеся шлаки, обеспечивающие довольно большую величину удельной поверхности контакта шлак-металл. Наши данные (рис. 3.3) свидетельствуют о возможности получения заметных значений коэффициента распределения серы в окислительный период плавки в 100-тонной печи, особенно при повышении основности шлака, и соответственно о возможности удаления в это время до 20 % серы, содержащейся в шихте.
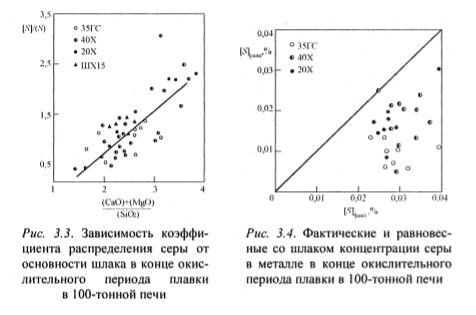
Кроме того, видно (рис. 3.4), что десульфурирующая способность шлаков окислительного периода полностью не использовалась и фактическая концентрация серы в металле в конце окислительного периода превышала равновесную со шлаком (рассчитанную по формуле Морозова). Причины этого — небольшая длительность окислительного периода и повышенная окисленность металла.



