Большой износ футеровки в зоне плавления значительно увеличивает диаметр плавильного пояса вагранки и нарушает равномерный ход плавки.
Водяное охлаждение плавильного пояса позволяет сохранить внутренний диаметр вагранки практически неизменным на всем протяжении плавки. Этим самым обеспечивается стабильность ваграночного процесса, т.е. количество и качество выплавляемого чугуна, при данных расходах топлива и дутья. Кроме того, снижаются эксплуатационные затраты и расход огнеупоров на ремонт футеровки. Практика показывает, что продолжительность непрерывной работы водоохлаждаемых вагранок без выбивки достигает 6 суток и более.
Из-за низкой теплопроводности материала футеровки водяное охлаждение эффективно действует только на глубину до 50 мм. Через 4-6 ч работы вагранки в зоне высоких температур полностью оплавляется футеровка. На поверхности водоохлаждаемого кожуха образуется слой гарнисажа толщиной до 30 мм. Химический состав гарнисажа: SiO2 — 14,6-15,1 %; Al2O3 — 5,9-7,2%; FeO — 23,6-45,5 %; CaO — 3,5-9,4 %; MnO — 0,5-0,6 %. Гарнисаж предохраняет поверхность водяной рубашки от термического и химического воздействия ваграночных газов и шлаков. Как показывает практика, толщину футеровки на водоохлаждаемой поверхности следует делать не более 65 мм. Чтобы сохранить неизменным диаметр плавильного пояса, в шахту вагранки встраивают внутреннюю водяную рубашку.
Наружное водяное охлаждение целесообразно вводить при модернизации вагранок с целью повышения их производительности. При этом диаметр вагранки в зоне плавильного пояса увеличивается из-за уменьшения толщины футеровки.
Уменьшение толщины футеровки плавильного пояса и практически полное отсутствие ее в процессе плавки позволяют активно воздействовать на состав ваграночных шлаков. Так как материал футеровки почти не участвует в шлакообразовании, то, изменяя количество и химический состав флюсов, можно получать кислые или основные шлаки. Таким образом, водяное охлаждение вагранок позволяет управлять металлургическими процессами плавки.
В еще большей степени возможность регулирования шлакового режима выражена в водоохлаждаемых вагранках без футеровки. Отмечается, что потери тепла с охлаждающей водой в нефутерованных вагранках диаметром 900; 1300; 1700 мм составляют соответственно 9,7; 7,5 и 6,4 % от полного расхода тепла на плавление чугуна. Эти величины незначительно превышают потери тепла через стенки в обычных футерованных вагранках и на оплавление футеровки. Главное достоинство нефутерованных вагранок — возможность их длительной стабильной работы.
На практике наиболее распространены две системы водяного охлаждения вагранок: встроенные водоохлаждаемые рубашки и наружное орошение водой.
На рис. 5.7 приведено устройство водяного охлаждения плавильного пояса цилиндрических вагранок с коробчатыми фурмами. Водяная рубашка 10 состоит из трех секций, изолированных друг от друга вертикальными перегородками. Подача и отвод воды в каждой секции осуществляется трубами 4 и 7, соединенными с коллекторами 2 и 9. Разделение рубашки на изолированные секции и самостоятельное питание их водой улучшает условия теплопередачи от внутренней стенки к воде, исключает местные перегревы воды и увеличивает жесткость конструкции самой рубашки. Кроме того, легче обнаруживаются и устраняются повреждения в случае прогара внутренней стенки рубашки. Каждая секция имеет сливную трубу 11 и пароотводную трубу 6 с предохранительным клапаном. Для перекрытия воды устанавливают на подводящей 1, отводящей 8 и сливной 11 трубах вентили 12. Коллекторы 2 и 9 монтируют на специальных кронштейнах 5. Фурменная коробка 3 у водоохлаждаемых вагранок такая же, как и у обычных.
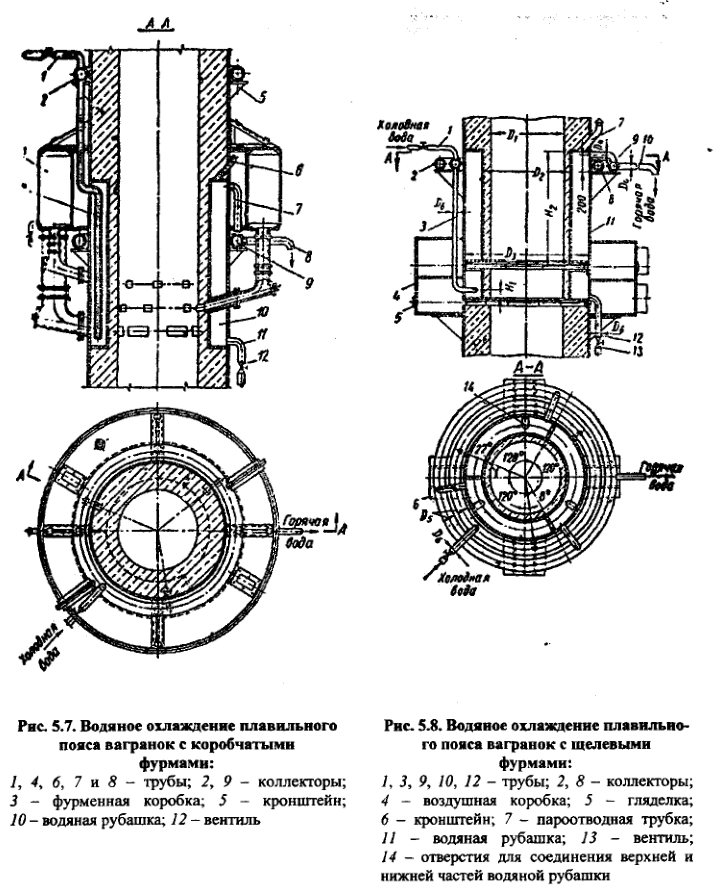
Водяное охлаждение вагранок со щелевыми фурмами (рис. 5.8) несколько отличается от описанной выше конструкции. Водяная рубашка разделена на три самостоятельные секции, верхняя и нижняя части рубашки связаны между собой трубами. Щелевые фурмы образуются водяной рубашкой и футеровкой. Во всех случаях диаметр труб, отводящих воду, следует принимать на 10-15 % больше диаметра подводящих труб.
Секции водяной рубашки проверяются на герметичность под давлением 4-5 ат.
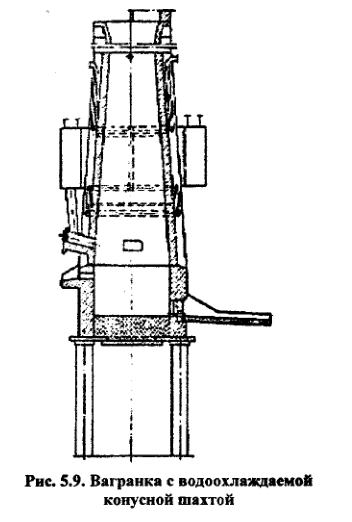 Через некоторое время после начала плавки футеровка вагранки оплавляется и принимает конусообразную форму. Установлено, что такая форма, приближающаяся к доменной, дает наиболее равномерное распределение газового потока в вагранке и улучшает условия плавки. Так, температура чугуна повышается на 40-50 °С, производительность вагранки увеличивается на 35 %, расход кокса снижается на 30 %. В несколько раз уменьшается расход огнеупоров.
Через некоторое время после начала плавки футеровка вагранки оплавляется и принимает конусообразную форму. Установлено, что такая форма, приближающаяся к доменной, дает наиболее равномерное распределение газового потока в вагранке и улучшает условия плавки. Так, температура чугуна повышается на 40-50 °С, производительность вагранки увеличивается на 35 %, расход кокса снижается на 30 %. В несколько раз уменьшается расход огнеупоров.
Особенностью конструкции водяного охлаждения является наличие внутри рубашки кольцевых коллекторов, через отверстия которых под давлением подается вода. Циркуляция воды обеспечивает лучший теплоотвод от кожуха вагранки. Недостатком такого охлаждения является сложность монтажа и ремонта и отсутствие контроля охлаждаемой поверхности.
На многих вагранках плавильный пояс охлаждается с помощью наружного душирования. Вода через отверстия в воронке или кольцевой трубе, охватывающей кожух вагранки примерно на уровне холостой колоши, стекает по кожуху и собирается в другой воронке, установленной ниже фурменного пояса вагранки. Футеровка в зоне плавления вскоре после начала работы выгорает и образуется гарнисаж. Подобная система проще по конструкции и требует меньшего расхода воды по сравнению со встроенной рубашкой, позволяет контролировать состояние охлаждаемой поверхности и безопаснее в эксплуатации. Недостатком этого устройства является разбрызгивание воды вокруг вагранки. Чтобы не происходило разбрызгивания воды, кожух вагранки в зоне плавильного пояса делают конусообразным. Установки подобного типа полностью себя оправдали.
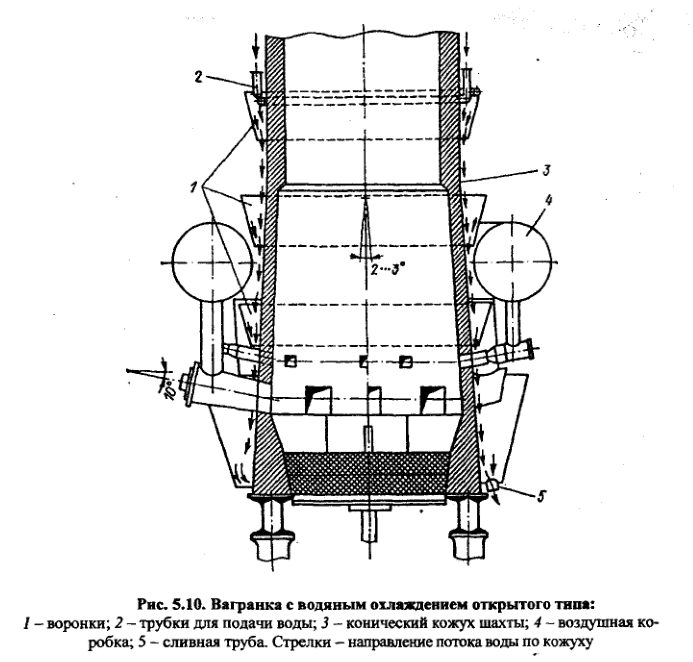
В настоящее время и у нас в стране и за рубежом наилучшей системой является «обливная» система водяного охлаждения плавильного пояса вагранок с помощью наружного душирования. Эта система построена по принципу свободного полива водой расширяющегося книзу кожуха вагранки 3 через систему трубок 2 и воронок 1, обеспечивающих надежное смачивание поверхности кожуха без образования воздушных пузырей (рис. 5.10). Существенной особенностью такой конструкции является коническая форма шахты с углом при вершине 2-3°. Шахту окружают в верхней части плавильного пояса две трубки (длиной по 1/2 окружности и диаметром 50 мм), в которых сделаны пазы размером 130×6 мм. Эти пазы направляют на кожух струи воды. Под трубками находятся три ряда кольцеобразных воронок 1. Вода, проходя через зазор 8-10 мм между воронкой и кожухом, равномерно растекается по поверхности кожуха.
Открытая система охлаждения плавильного пояса обеспечивает постоянное наблюдение за состоянием пояса и при необходимости проведение аварийных работ в случае прогара футеровки, засорения системы подачи и стока воды, а также возникновения неплотностей в сварных швах.
Температура отходящей воды в сливной трубе 5 обычно не превышает 30-40 °С. Расход охлаждающей воды составляет 0,4-0,5 м3/м2 охлаждаемой поверхности кожуха. Вагранка производительностью 7 т/ч расходует примерно 40 м3/ч воды.
При работе используется обычно оборотная вода из замкнутой системы, в которой предусматриваются устройства для ее охлаждения.
Применение водяного охлаждения позволяет увеличить непрерывную длительность работы вагранок без ремонта футеровки до 5-6 суток при трехсменной работе, вместо одних суток для обычных вагранок без охлаждения.
В процессе плавки огнеупорная кладка оплавляется, на внутренней стороне водоохлаждаемого кожуха образуется тонкий слой высокоогнеупорного покрытия — гарнисажа, наличие которого при водяном охлаждении позволяет существенно уменьшить количество флюсов.
Коническая форма шахты и образование гарнисажа резко сокращают шлакование фурм в водоохлаждаемых вагранках. Если одновременно применяется подогрев дутья до температуры не менее 500 °С, шлакование устраняется полностью. Длительная непрерывная работа вагранок обладает рядом преимуществ: резко сокращается расход огнеупорных материалов, отпадает необходимость в ежесуточном ремонте, а самое главное, отпадает потребность в дублирующей вагранке. Кроме того, применение водяного охлаждения с расширяющимся книзу кожухом и неизменность диаметра шахты в течение хода плавки создают устойчивую высокую производительность вагранки. По сравнению с вагранками того же диаметра без охлаждения производительность повышается на 10-15 %, и она сохраняется в течение всех 5-6 дней плавки.
При работе вагранки с остановкой на третью смену необходимо соблюдать ряд условий для обеспечения длительной нормальной работы.
Для последних трех-четырех колош надо подбирать тщательно разделанную шихту с целью более легкого и полного выпуска остатков металла и шлака в конце второй смены. После прекращения дутья и выпуска всего металла и шлака легочный кирпич удаляется, а остатки металла и шлака сливаются. Затем вагранка продувается при пониженном давлении в течение 5-10 мин, и легочное окно засыпается просеянной гарью, которая слегка утрамбовывается. После остановки дутья производится загрузка кокса на высоту несколько большую, чем обычно принято для холостой колоши. На время перерыва работы вагранки очко одной фурмы остается открытым, чтобы поддержать слабое горение. Подача охлаждающей воды сокращается. За 2-3 ч до начала работы вагранки из легочного окна удаляется гарь, выпускается самоплав чугуна и шлака, тщательно очищается площадка у легочного отверстия, устанавливается легочный кирпич с двумя летками для выпуска металла и ремонтируется желоб. После этого измеряют высоту холостой колоши, и, если требуется, добавляют кокс.
Все следующие операции: продувка холостой калоши, загрузка шихты, пуск дутья и т.д. выполняются по установленной технологии.
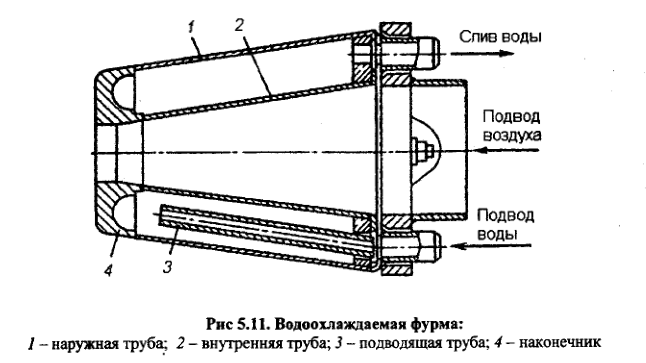
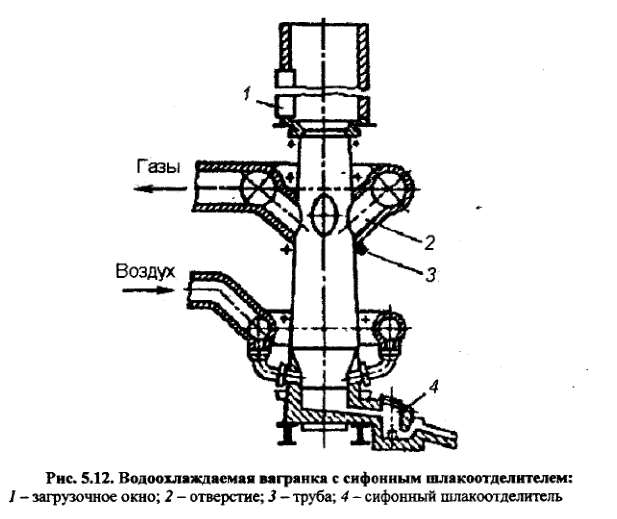
Наряду с охлаждением плавильного пояса на вагранках применяют водоохлаждаемые фурмы. Фурмы (рис. 5.11) изготовляют сменными, что позволяет в случае необходимости заменить их без остановки печи. Для лучшего охлаждения фурмы ее изготовляют из меди. Для отделения области высоких температур от кожуха вагранки фурмы вдвигают внутрь ее на 400-500 мм. На рис. 5.12 показана такая вагранка с вдвинутыми водоохлаждаемыми фурмами, поливным внешним охлаждением плавильного пояса и сифонным шлакоотделителем. Поливное охлаждение кожуха вагранки осуществляют с помощью четырех кольцевых труб 3 с отверстиями, равномерно расположенными по окружности. Вагранка имеет футеровку только ниже фурм. Футеровка набивная из кварцитографитовой массы. Шлак и чугун из вагранки стекают в выносной шлакоотделитель 4. В ваграночные газы через отверстия 2, расположенные ниже загрузочного окна 1, отбираются из шахты вагранки.
Вагранки производительностью более 15 т/ч выполняются с водоохлаждаемой и нефутерованной по всей полезной высоте шахтой. Если производительность вагранки менее 10 т/ч, чтобы исключить большие потери теплоты, охлаждение выполняется только в нижней части шахты, футеруемой кирпичом или лещадкой на плашку толщиной 65 или 40 мм соответственно. При производительности 10-15 т/ч вагранки могут иметь как футерованную, так не футерованную по всей высоте водоохлаждаемую шахту.





