
Прокатка – это один из самых популярных методов обработки металла пластическим деформированием. Этот процесс проходит около 90% выплавляемой стали и большая часть цветных металлов. Сама прокатка, как способ обработки металлических изделий, зародилась еще в 18 веке. После этого она претерпела много изменений, пока не дошла до совершенства. В таком виде она применяется сейчас.
В чем суть прокатки – обжатия металла
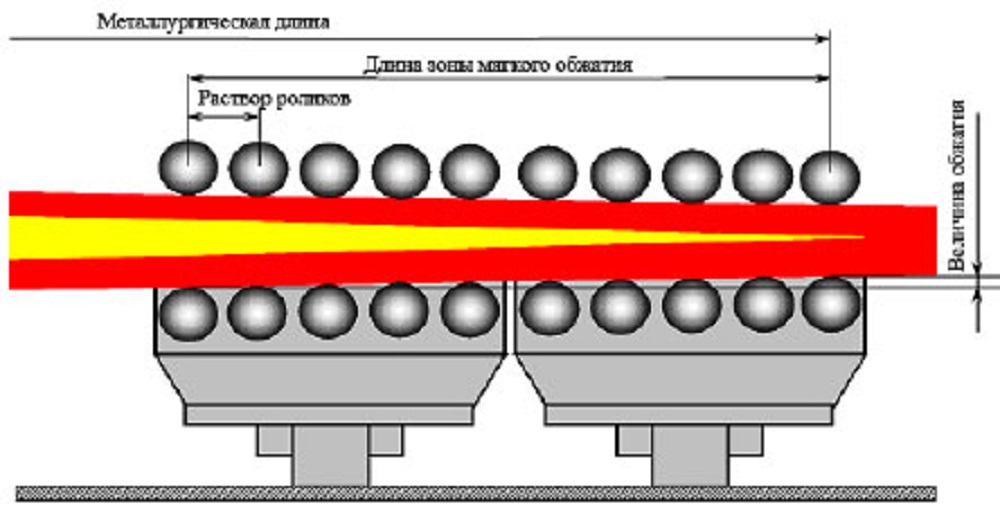
Суть процесса проста. Заготовка обжимается, подвергается сдавливанию, проходя через зазор между двумя вращающимися валами, отлитыми из прочного, твердого, износостойкого металла. Во время такой обработки происходит определенная деформация, и она уменьшается в толщине, но увеличивается в длину. Форму поперечного сечения называют профилем.
Успешность прокатки обеспечивает сила трения между рабочим инструментом, который вращается с определенной скоростью, и самой заготовкой. Именно она способствует перемещению листа между валами с конкретным шагом.
Конечно, такой процесс очень ответственный и требует четких расчетов, ведь работать приходится с разными заготовками. Поэтому характеризующие его величины определяются с помощью специально созданных формул для получения точных результатов. Наиболее часто используются уравнения для расчета двух величин, указывающих на степень деформации. Это абсолютное и относительное обжатие. Также иногда проводят расчеты для определения вытяжки. Она показывает, насколько деформировано изделие, когда изменение толщины по сечению различно.
Как подсчитать степень относительного обжатия
Начнем с краткого определения относительного обжатия. Это отношение абсолютного обжатия к изначальной высоте сечения, выраженное в процентах. И если говорить про абсолютный показатель, то он рассчитывается по очень простой формуле: Δh = H — h. Здесь:
- H – начальная высота;
- h – конечный параметр.
Что касается относительного обжатия, то его определение также не предусматривает использования сложного уравнения. Формула расчета предельно проста, выглядит следующим образом: ε = ([H — h] * 100%) / H. Значения остаются те же. H – это начальная высота заготовки, а h – конечная.
Мы рассмотрели самые простые примеры расчетов. Конечно, на практике используются и более сложные уравнения, позволяющие получить максимальный объем информации о процессе деформации. Но предложенные формулы – это база, которую необходимо знать обязательно.
Дополнительно для определения степени деформации также определяют относительное удлинение и уширение заготовки. А допустимые величины всех показателей подбирают, учитывая пластичность металла, из которого изготовлено изделие.
Зная перечисленные параметры, а также свойства металла, можно подобрать и подходящую скорость подачи и протяжки, чтобы при соблюдении этого условия получить деформацию в нужном варианте. Так настраивается частота вращения валов, влияющая на амплитуду их движения.



