Широкое распространение в цветной металлургии получили две существенно различающихся разновидности электролизных процессов — получение алюминия электролизом и электролитическое рафинирование ряда цветных металлов.
Конструкция электролизеров для рафинирования черновой меди
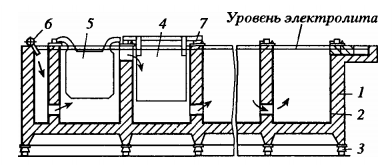
Сущность рафинирования заключается в том, что литые аноды (пластины) из черновой меди и тонкие матрицы (пластины) из чистовой меди, служащие катодами, попеременно навешивают в электролизную ванну, заполненную электролитом, и через них пропускают постоянный ток. При этом анод растворяется, т. е. медь в виде анионов переходит в жидкий электролит, а из него осаждается на катоде в виде слоя чистой меди. Электролиз ведут в ваннах ящичного типа, внутренняя поверхность которых выложена кислотостойкими материалами (винипласт, стеклопластик и др.).
На отечественных заводах применяют медные электролизеры двух типов: ящичные и блочные, причем лучшие характеристики имеет прямоточный электролизер блочного типа. Один блок включает 10 ванн. Обычная длина ванны 3—6 м, глубина 1,1—1,3 м, ширина 1,0-1,1м. Электролит подают через коллектор 6 в первую ванну и далее он перетекает в последующие ванны через отверстия в стенах (рисунок 1).
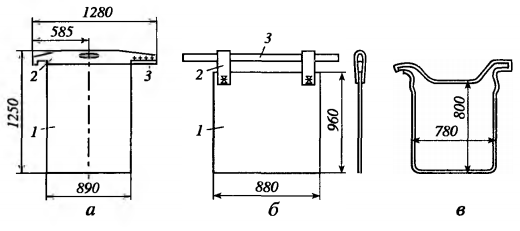
Электролизеры бывают товарные (для получения товарного электролитического металла в виде катодов) и матричные (используемые для производства катодных основ). В матричных электролизерах применяют не расходуемые аноды, а в качестве катодов — матрицы (рисунок 2, а).
Матрицы изготовляют из катаной меди марок М1 и М2 или титана ВТ1-1. Наиболее эффективными являются титановые матрицы, отличающиеся большей долговечностью и менее трудоемким процессом сдирки основы. Матрица состоит из листа 1 толщиной Змм, приваренного к штанге 2. На конце штанги закреплена медная пластина 3, обеспечивающая надежный контакт с токоподводящей шиной.
Толщина осадка (катодной основы), наращиваемого на матрицы, составляет 0,5-0,6 мм. Осадок сдирают вручную на горизонтальных столах или вертикальных станках, и эта операция является трудоемкой.
Сборку катодов для товарных ванн на старых предприятиях выполняют также вручную. Собранный катод (рисунок 2, б) состоит из основы 1 и прикрепленной к ней ушками 2 полой медной штанги 3.
Аноды (рисунок 2, в) отливают из металла, прошедшего огневое рафинирование, на карусельных разливочных машинах в виде плоских фигурных пластин толщиной 35-45 мм с двумя ушками, предназначенными для подвески анодов в электролизере и их транспортирования.
В зависимости от размеров ванны предусмотрено от 16 до 35 анодов и от 17 до 36 катодов.
Загрузку анодов и выемку нарощенных катодных листов осуществляют краном с помощью бороны. Катодные основы в большинстве случаев загружают вручную.
Никелевые электролизеры отличаются от медных только конструкцией анодов и катодов, футеровкой и некоторыми технологическими особенностями.
Новым направлением развития электролитического рафинирования металлов является внедрение автоматизированных линий производства ленты для основ и сборки матричных катодов.
Так Гинцветметом разработана и внедрена на Норильском горнообогатительном комбинате непрерывная линия получения медной ленты для основ матричных катодов. В этой линии на вращающемся титановом барабане (катоде) из электролита наращивается лента из чистой меди толщиной 0,05 мм. Далее лента сматывается с барабана и ее толщина наращивается до 0,4-0,5 мм во втором электролизере при движении ленты в электролите по петлевой траектории, после чего лента режется на куски.
Конструкция электролизеров для получения алюминия
В настоящее время единственным промышленным способом получения чистого алюминия является электролизный процесс. Исходным сырьем служит глинозем (АІ2О3), а основой электролита служит система криолит-глинозем. В электролизнойванне при приложении между анодом и катодом напряжения 4,0-4,3 В в электролите происходит разложение глинозема на ионы алюминия и кислорода. Анионы алюминия осаждаются на катоде, образуя слой жидкого алюминия на дне электролизера; электролиз протекает при температуре 950-970° С.
Электролизеры подразделяют по следующим признакам: по конструкции анода —с самообжигающимися и обожженными анодами; по способу подвода тока к аноду — с боковым и верхним подводом; по мощности (силе тока) — малой мощности (40-50 кА), средней (50-90 кА) и большой (100-250 кА).
Самообжигающиеся аноды с боковым подводом применяли на ранее сооружавшихся электролизерах небольшой мощности и сегодня они считаются устаревшими. В настоящее время эксплуатируют в основном мощные электролизеры с самоспекающимися анодами и верхним токоподводом и электролизеры с обожженными анодами. Недостатком электролизеров с самоспекающимися анодами является выделение в процессе спекания загрязняющих атмосферу канцерогенных веществ.
Недостатком применения электролизеров с обожженными анодами является необходимость создания отдельного производства анодов, однако при этом основная масса выделяющихся вредных веществ улавливается и обезвреживается на электродных заводах. Сейчас в мировой практике, исходя из лучших санитарно-гигиенических условий, создаваемых работой электролизеров с обожженными анодами, сооружают только последние.
Электролиз в электролизерах всех типов происходит в электролизной ванне прямоугольной формы с кожухом из стального листа, имеющего шамотную футеровку снаружи, а внутри обожженные угольные блоки и угольные плиты стен (кожух небольших и иногда средних электролизеров делают без днища). Ванна с угольной футеровкой является катодом, а сверху в ванну введен подвешиваемый анод (самоспекающийся из углеродистой массы или обожженный угольный).
Ванна глубиной 0,5—0,6м заполнена электролитом и находящимся под ним слоем жидкого алюминия. Поскольку допустимая удельная плотность проходящего через анод тока составляет 0,65-1,0 А /см2, то при росте мощности ванн увеличивается площадь анода; размеры поперечного сечения анода мощных ванн достигает 2,8 х 9 м, размеры ванны (внутри) 3,8 х 10м.
Электролизеры с самообжигающимися анодами и верхним токоподводом
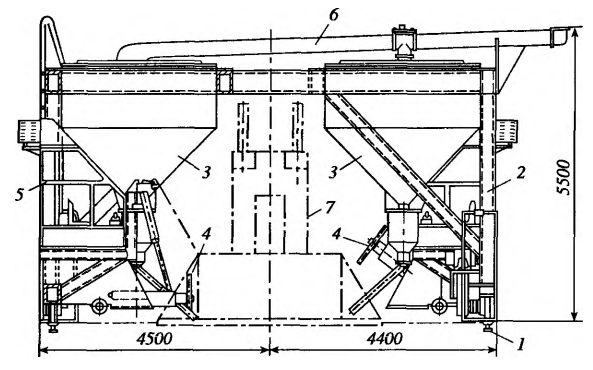
Электролизеры с самообжигающимися анодами и верхним токоподводом применяют с 1959 г. В то время они были самыми мощными из всех типов электролизеров. Они непрерывно совершенствуются, увеличивается их мощность, улучшаются отдельные узлы, а для их обслуживания применяют машины современных конструкций. Поперечный разрез подобного электролизера показан на рисунке 3.
Кожух электролизера без днища; кожух вместе с подиной 2 из углеродистых блоков опирается на цоколь 1, т. е. кладку из красного кирпича внизу и шамотного кирпича вверху, укладываемых на бетонный фундамент. Перед установкой угольных блоков в их нижнюю часть заливают чугуном стальные стержни 5, служащие токоподводом. Анод 4 электролизера заключен в стальной кожух 7 и удерживается на токоподводящих штырях 14- В кожух 7 сверху периодически загружают анодную углеродистую массу, которая нагреваясь плавится и образует слой 22 жидкой массы, а ниже спекается, образуя угольный анод 4.
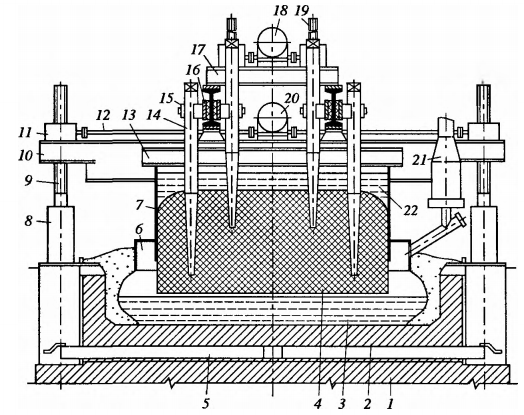
Штыри 14 расположены по площади анода в четыре ряда на двух горизонтах и крепятся к анодным шинам эксцентриковыми зажимами 15. Общая масса сталеалюминиевого штырядиаметром 138 и длиной 2700 мм составляет 200 кг. Число штырей тем больше, чем больше мощность электролизера (т. е. чем больше сила тока электролизера)
Анодные шины 16 с закрепленными штырями опираются на анодную раму 10 через изоляторы. По мере срабатывания анода его опускают с помощью основного механизма. При этом рама с анодом перемещается по четырем неподвижным винтам анодных домкратов 9, установленным на стойках 8, с помощью двух электромеханических приводов 20. Каждый из них содержит электродвигатель и червячный редуктор и соединен со специальными червячными редукторами 11 домкратов 9 посредством трансмиссионных валов 12.
На анодной раме установлена рама 17 вспомогательного механизма, предназначенного для подъема кожуха анода 7. Этот механизм по конструкции сходен с механизмом подъема анода и отличается только тем, что винты его домкратов 19 выполнены подвижными и перемещаются вместе с рамой 13 кожуха анода от привода 18. К кожуху анода крепится колокол 6 для сбора выделяющихся из электролизера газов. Газы из-под колокола направляются к двум горелкам 21 в торцах анода, в которых происходит дожигание СО и смолистых погонов, а затем газы поступают в систему газоулавливания и газоочистки.
Скорость перемещения анода и кожуха анода составляет примерно 0,3мм/с.
Электролизеры с обожженными анодами
Современный электролизер подобного типа показан на рисунки 4.
Кожух 6 электролизера имеет форму прямоугольного корыта и сварен из стальных листов. Своим днищем кожух опирается на поперерчные стальные балки 5, продольные балки 4 и через колонны 1 на фундамент. Стены кожуха укреплены ребрами жесткости, а продольные стены дополнительно контрфорсами 2. Контрфорсы — этовертикальные балки, стянутые попарно на уровне днища кожуха поперечными стальными тягами 25. Верхние концы контрфорсов прижаты к стенам кожуха, а нижние концы каждой пары опираются на железобетонные балки 3, которые работают на сжатие, что препятствует деформации стенок (расширению кожуха).
Под ванны имеет внизу слой шамотного кирпича и выше него углеродистые блоки 7 с залитыми чугуном стальными стержнями — токоподводами 19; футеровка стен имеет слой шамота и внутри угольные плиты.
Опорой анодного устройства и механизмов его подъема-опускания служат две продольные балки 16, закрепленные на колоннах 24. Кроме того, балки выполняют следующую функцию. Вместе с уложенным на их верх горизонтальным стальным листом они образуют располагаемый вдоль оси ванны короб, служащий газосборным и газотводящим коллектором (из него газы отсасываются в систему газоочистки).
Анодное устройство состоит из двух рядов обожженных угольных блоков —анодов 8, подвешенных к двум токоподводящим шинам 13, которые расположены продольно с двух сторон от оси электролизера. Каждый угольный анод 8 посредством четырех ниппелей 23 и кронштейна 17 крепится к алюминиевой токоподводящей штанге 9, которая эксцентриковым зажимом прикреплена к анодной шине 13. Таким образом шины и штанги 9 являются как токоподводящим, так и грузонесущим элементами.
Каждая анодная шина подвешена в двух точках к механизмам ее подъема-опускания, будучи шарнирно соединена с тягами (винтами) 14 этих механизмов. Механизм подъема-опускания шин 13 с анодами имеет привод 12 (электродвигатель с червячным редуктором) и четыре домкрата 10, опирающиеся через неподвижную раму 20 на опорные балки 16. При включении привода вращение через карданные валы 11 передается гайкам домкратов 10, что обеспечивает вертикальное перемещение винтов (тяг) 14 и, тем самым, подъем-опускание шин 13 с анодами.
Укрытие электролизера обеспечивают горизонтальные крышки, опирающиеся на балки 21 и наклонные крышки 18, выполненные в виде наклонной рамы со створками. Можно открывать всю раму вверх (поз. 18, а) с помощью пневмоприводов 15 и рычажных механизмов 22 или же откидывать вверх отдельные наклонные створки.
Угольные блоки, расположенные в два ряда вдоль ванны, имеют размеры: ширина 700—900 мм, высота 550-650 мм и длина 1450-1600 мм. В блоке имеются гнезда, в которые чугуном заливают ниппели 23.
Электролизеры в современном электролизном цехе располагают в два ряда вдоль здания (до 90-96 электролизеров).
Конструкции механизмов для обработки электролизеров
Основными технологическими операциями при обслуживании электролизеров являются разрушение корки и загрузка электролизера глиноземом, извлечение огарков анодов и установка новых анодов, перетяжка анодной рамы.
В нормально работающем электролизере поверхность расплава покрыта коркой застывшего электролита, на которую насыпают глинозем. Чтобы глинозем поступил в ванну, корку разрушают. Со временем образуется новая корка и на нее высыпают очередную порцию глинозема, чтобы перед подачей в ванну он предварительно прогрелся. Это обеспечивает снижение потерь тепла в электролизере. Комплекс работ по пробивке корки и загрузке глинозема принято называть обработкой электролизера.
Вид применяемого оборудования в значительной мере зависит от типа электролизера и пространства между соседними электролизерами. Например, в старых электролизных цехах с четырехрядным расположением электролизеров с самообжигающимися анодами и боковым токоподводом необходимы малогабаритные и высокоманевреннуе машины на колесном и гусеничном ходу.
Создан и эксплуатируется ряд самоходных машин для пробивки корки электролита на колесном и, иногда, на гусеничном ходу. Эти машины оборудованы расположенной на поворотной колонне рычажно-коленчатой стрелой, на конце которой закреплен пневмомолот. Применяются машины, передвигающиеся вдоль электролизеров и загружающие в него глинозем из бункеров, размещенных на машине.
В новых цехах, оснащенных электролизерами с верхним токоподводом применяют универсальные напольно-рельсовые машины (например, МНР-2М), которые разрушают корку электролита, засыпают глинозем и загружают анодную массу.
Для обслуживания электролизеров с обожженными анодами в таких машинах нет механизма для подачи анодной массы.
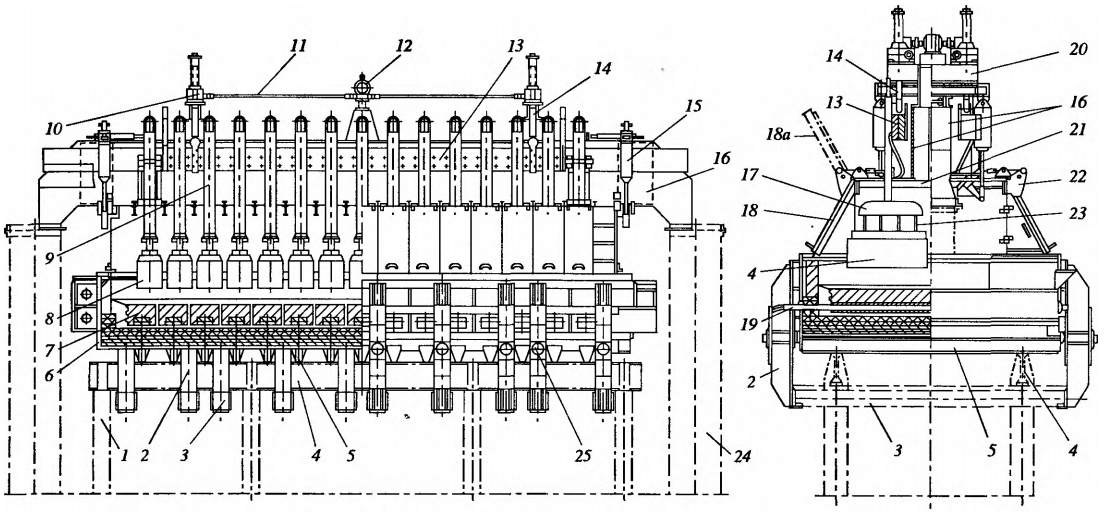
На рисунки 5 показана напольно-рельсовая машина МНР-2М.
Машина передвигается вдоль корпуса по рельсам 1, расположенным с двух сторон электролизеров 7 и содержит портал 2, два устройства для засыпки глинозема 3, два механизма разрушения корки 4 и два механизма ее передвижения. На металлоконструкциях машины установлены труба 6 для подачи глинозема, две кабины 5, гидросистема, электрооборудование и буферные устройства.
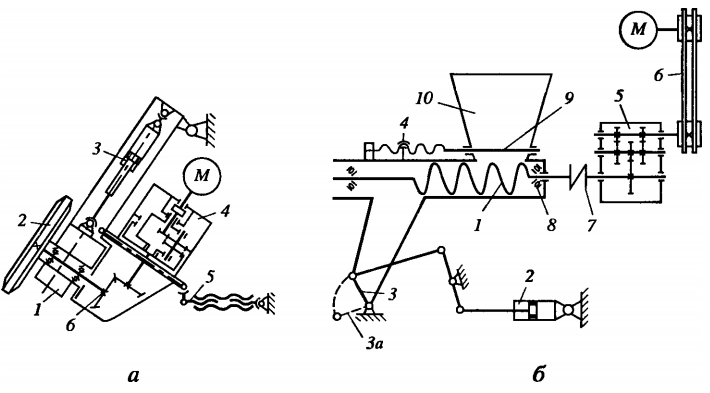
Механизм разрушения корки (рисунок 6, а) состоит из основной рамы 1, шарнирно закрепленной на опоре машины, и фрезы 2 диаметром 1600 мм с устройствами ее вращения и регулирования положения. Фреза с приводной частью смонтирована на дополнительной раме, которая перемещается на четырех роликах в направляющих основной рамы посредством гидроцилиндра 3. Вращение фрезе сообщается через коническую передачу 6 от стандартного двигатель-редуктора 4 МП02-26-5,5/5,6 со встроенным электродвигателем А02-42-4. Угол наклона фрезы регулируют винтовым устройством 5.
Устройства для засыпки глинозема (рисунок 6, б) расположены по одному с двух сторон машины и содержат бункеры 1 0 вместимостью 6,0т и винтовые питатели производительностью 30 т/ч. Шнек 1 питателя установлен в герметичном корпусе 8 и приводится в действие от электродвигателя типа МТКН-211-6 через клиномерную передачу 6, редуктор 5 (типа Ц2-250-16-5Ц) и муфту 7. Откидной лоток 3 снабжен гидроцилиндром 2 и рычажной системой. Питатель отсекается от бункера плоской задвижкой 9 с ручным винтовым приводом 4. Глинозем подается в электролизер при открытой задвижке, работающем шнеке и наклонном положении лотка 3а.
Механизм передвижения машины состоит из четырех колес, два из которых являются приводными. Приводы расположены с двух сторон на боковых балках и включают каждый двухскоростной двигатель МТКМ.М-411-6, втулочно-пальцевую муфту, тормоз ТКГ-209 и вертикальный редуктор ВКН-630.
Загрузка бункеров машины глиноземом осуществляется из межкорпусных силосов. Для этой цели на машине установлена труба 6, которая стыкуется с подающей трубой силоса. Скорость передвижения машины при работе 0,33 м/с, транспортная скорость 1,0 м/с.
Извлечение жидкого алюминия из электролизера производят с помощью вакуум-ковшей. Это футерованный шамотом ковш вместимостью 1,5—5 т алюминия, снабженный крышкой и заборной трубой. После накрывания крышкой из ковша отсасывают воздух и после опускания заборной трубы сверху в жидкий алюминий, он за счет разрежения засасывается в ковш.