При выплавке высокоуглеродистого ферромарганца и силикомарганца образуются отходы в виде шлака, шлама, пыли, а также продукты их переработки, химический и гранулометрический составы.
Ежегодный выход шлаков марганцевых сплавов составляет 1,2-1,5 млн. т, основное количество которых образуется в условиях Никопольского ферросплавного завода. Общая схема переработки шлаков на заводе включает:
- дробление твердых шлаков с получением кускового шлака различных фракций и шлакового песка;
- грануляцию жидких шлаков;
- извлечение из шлаков металлосодержащих включений;
- переработку шлаков на шлаколитную продукцию.
Для переработки на щебень используются шлаки от выплавки силикомарганца. Шлак из плавильных цехов транспортируют в шлаковых чашах емкостью 11 м3 железнодорожными путями на участок переработки шлаков. Жидкий шлак сливают в шлаковую траншею слоями по 0,1-0,15 м. Затем после охлаждения на воздухе в течение 10-15 мин включают систему гидроорошения на 5-10 мин, повторяя эту операцию через каждые 10-20 мин в течение 1,5-2 ч до следующего слива жидкого шлака. Расход воды на орошение составляет 0,8 м3/т. Застывшие в ковшах корки шлака (гарнисаж) выгружают в специально отведенное место для последующей отдельной переработки.
Шлаковая траншея условно разделена на 3 технологических участка: два из них для поочередного слива жидкого шлака и формирования шлакового «пирога», охлаждения, разработки подачи шлака на дробление. Третий участок траншеи предназначен для приема застывших корок шлака.
Шлаковый «пирог» толщиной 0,8-1,2 м охлаждают до 100-200оС и разбивают при помощи груза массой 5 т, сбрасываемого электромагнитом мостового крана. Разбитый на куски 0,4х0,4 м и охлажденный в естественных условиях до 50-60оС шлак грейфером мостового крана подают на дробление. Раздробленный в щековой дробилке до фракции 130-150 мм шлак ленточным конвейером подают в сортировочное отделение на грохот первичного рассева по фракциям. Куски шлака размером более 70 мм подают на дробление в конусную дробилку, а затем возвращают на грохот первичного рассева. Шлак крупностью до 70 мм поступает на спаренные грохоты для разделения на фракции: 40-70 мм, 20-40 мм и 0-20 мм. Последний подают на грохот вторичного рассева для получения фракций 10-20 мм, 5-10 мм и 0-5 мм.
Аналогичным образом перерабатывают также на щебень и песок ранее накопленные в отвалах шлаки. Их переработку осуществляют совместно с жидкими шлаками текущего производства, что позволяет получить шлаковую продукцию, соответствующую требованиям действующих технических условий.
Для водной грануляции используется часть шлаков силикомарганца и полностью – шлаки ферромарганца. Известно, что повышенная основность последних приводит к рассыпанию шлака в порошок с размером частиц менее 100 мкм. Быстрое охлаждение – «закалка» шлака при водной грануляции позволяет предотвратить модификационные превращения и сохранить шлак в пригодном для переработки виде.
Грануляцию шлаков силикомарганца и ферромарганца осуществляют гидрожелобным способом. Одновременно могут сливаться в грануляционную установку 2 ковша, время слива одного ковша составляет 7-10 мин, а температура сливаемого шлака – 1250оС. Расход воды на грануляцию составляет 2,5 м3/т граншлака, давление воды 11×105 Па. Влажность получаемых граншлаков силикомарганца – 18-25%, ферромарганца – 8-15%, насыпная масса граншлака силикомарганца 750 кг/м3, ферромарганца – 1230 кг/м3. После грануляции граншлак грейферным краном перегружается в конуса для частичного обезвоживания, а затем осуществляется его отгрузка потребителям.
Основная масса потерь марганца приходится на отвальные шлаки силикомарганца в виде недовосстановленного марганца а также около 5% в виде металлических корольков. В ковшевых остатках (коржах) содержание металлической фазы достигает 10-15% при общем содержании марганца до 20%. Извлечение корольков сплава позволяет повысить сквозное использование марганца на 2-5%.
На НЗФ переработка мелких фракций шлака, в которых в основном сосредотачивается металлофаза, ведется методом пневмосепарации. Сущность метода заключается в разделении материала, находящегося на перфорированной рабочей поверхности сепаратора, под действием восходящего пульсирующего воздушного потока и одновременно механического встряхивания, обеспечивающих разрыхление постели, необходимое для взаимного перемещения зерен. Существенное различие в плотностях частиц силикомарганца (6,2-6,5 г/см3) и шлака (2,7-2,9 г/см3) предопределяет возможность их эффективного разделения.
При пневмосепарации шлака крупностью 0-13 мм степень извлечения из него металла на опытно-промышленной установке составляет 65,6-97,9%, а содержание металла в концентрате 87,1-97,1%. В результате обогащения ковшевых остатков, дробленных до крупности 20 мм, на сепараторе СП-1/2 получен металлоконцентрат, содержащий 70-80% металлической фазы при извлечении металла в металлоконцентрат 80-90%.
Механобрчерметом разработан способ извлечения металлической фазы из отвальных шлаков методом гидроотсадки, основанный на разделении металла и шлака по плотности в пульсирующем водном потоке. результаты полупромышленных и промышленных испытаний показали, что извлечение металла в металлоконцентрат составляет около 90%. Поэтому данный метод также может быть применен для выделения металлофазы.
Одним из эффективных направлений использования шлаков от выплавки силикомарганца является получение из них шлаколитной продукции. Закристаллизованные шлаки обладают рядом положительных эксплутационных свойств: износостойкостью, термостойкостью, кислотостойкостью. Шлакокаменное литье по своим прочностным свойствам соответствуют бетону марки 550-700, может работать при температурах до 900оС, в качестве литых изделий заменяет металл, огнеупорные материалы, бетон, увеличивая срок службы оборудования в 1,5-6 раз.
Отлитые на участке изделия прошли широкие промышленные испытания в условиях абразивного изнашивания и воздействия повышенных температур. Хорошо зарекомендовали себя циклоны для очистки газов, футерованные слоем шлакокаменного литья, а также защищенные слоем шлака желоба гидросмыва продуктов газоочистки. Шлакокаменное литье также широко используется для защиты от абразивного изнашивания бункеров и перегрузочных узлов тракта подачи аглошихты.
В плавильных цехах шлакокаменное литье применяется в виде крупногабаритных плит на печных бункерах плавильных печей, что сокращает трудозатраты на их ремонт. Замена футеровки из жаростойкого бетона крупногабаритными плитами на стенках леточных камер исключает настылеобразование от летящих на стенки брызг металла и шлака, что также увеличивает межремонтный срок эксплуатации разливочных камер.
Изделия из огненно-жидких шлаков от производства силикомарганца, кроме высоких эксплуатационных характеристик по своим декоративным свойствам могут конкурировать с гранитом, мрамором и даже малахитом.
Разработана технология выплавки силикомарганца из агломерата, полученного с применением шлакового песка, металлоконцентрата и шламов газоочистки в количестве до 10%. Использование отходов производства в качестве вторичного сырья позволяет повысить извлечение марганца на 1,5-2%, увеличить производительность до 5% и снизить до 10% расход электроэнергии. Реализована технология брикетирования металлоотходов фракционирования сплавов, образующихся при получении товарных фракций.
Металлоконцентрат и шлаки могут также с успехом использоваться в доменном и сталеплавильном производствах с целью утилизации находящегося в них марганца.
Однако шлаки силикомарганца представляют собой комплексное сырье, в котором содержится до 50% SiO2 и до 20% MnO, а также как отмечалось ранее, металлическая фаза, представленная силикомарганцем. Поэтому наиболее целесообразно реализовать технологию, позволяющую использовать одновременно и оксидную и металлическую составляющие шлака.
Предложена, разработана и прошла промышленную проверку технология использования шлака силикомарганца взамен кварцита, части марганцевого сырья и коксика, сущность которой состоит в следующем. Силикомарганец, в объеме 30% от общего производства, выплавляется по существующей на заводе технологии. Образующийся при этом шлак, после грануляции его жидкой части и дробления ковшевых остатков, используется для производства шлакоугольных брикетов. Остальной объем силикомарганца (70%) выплавляется по новой технологии с использованием шлакоугольных брикетов взамен кварцита, части марганцевого сырья и кокса. По проектируемому варианту предусмотрено строительство брикетной фабрики для производства шлакоугольных брикетов. В состав брикетной фабрики входят следующие технологические объекты: склады шлака, газового угля, сульфит-спиртовой барды, готовых брикетов; отделения подготовки шлака и угля и брикетирования; перегрузочные узлы и галереи.
Образующийся при производстве силикомарганца по базовой технологии передельный шлак гранулируется в действующем отделении грануляции, железнодорожным транспортом подается в открытый склад шлака проектируемой брикетной фабрики и ленточными конвейерами – в отделение подготовки материалов, где он сушится до влажности 0,5-1%, а затем с помощью дозатора направляется одновременно с газовым углем для смешивания и совместного измельчения до фракции 0-2 мм в роторную шаровую мельницу. На брикетированный пресс смесь подается непрерывным смесителем шнекового типа, обогреваемым паром, куда добавляется в определенной пропорции связка – сульфит-спиртовая барда. Сырые брикеты подвергаются рассеву на грохоте: фракция менее 20 мм возвращается в смеситель, а более 20 мм элеватором подается на сушку в ленточных сушилах. Рассев сухих брикетов позволяет отделить фракцию менее 20 мм и возвратить ее на стадию совместного измельчения шлака и угля, а готовые брикеты направить в цех шихтовых бункеров, откуда они по действующему тракту через центральный распределительный пункт распределяются по печам для выплавки силикомарганца по проектируемой технологии. Образующийся при этом отвальный шлак вывозится в действующее отделение шлакопереработки, где перерабатывается на шлаковый щебень и шлаколитые изделия.
Данная технология позволяет полностью использовать металлическую часть отвального шлака, увеличить сквозное извлечение марганца на 6-8% и кремния на 20-25%, заменить до 50% кварцита и снизить на 20-30% расход коксика.
Технология производства шлаколитых строительных материалов из шлака силикомарганца
Металлургические шлаки являются вторым по ценности продуктом плавки, образующимся в результате нагрева, плавления и сложного взаимодействия невосстановившихся оксидов шихтовых материалов в процессе физико-химических превращений в металлургическом агрегате. К ним в первую очередь относятся доменные, сталеплавильные, ферросплавные и шлаки цветной металлургии.
Металлургические шлаки представляют собой многокомпонентные системы, в которых основными оксидами, определяющими состав шлаков, являются: CaO, SiO2, Al2O3, MnO, FeO. Кроме них в шлаках присутствуют в больших или меньших количествах MnO, MnS, CaS, P2O5, TiO2, Cr2O3, V2O3 и др.
Оксиды, входящие в шлак, разделяются на три группы: кислотные – SiO2, P2O5, SiO3, образующие с основными оксидами силикаты и фосфаты; основные – СаО, MnO, FeO, образующие с кислотными оксидами соответствующие соли; амфотерные – Аl2O3, который в зависимости от содержания остальных оксидов играет роль основания или кислоты.
По химическому составу шлаки условно делятся на основные, нейтральные и кислые. Основные шлаки – это шлаки, у которых весовое отношение суммы оксидов Mn, Ca к сумме оксидов Al и Si больше единицы, нейтральные – равно единице, а кислые – у которых это отношение меньше единицы.
В зависимости от повышенного содержания какого-либо компонента шлаки разделяются: на кремнистые, если SiO2 > 40 мас. %; глиноземистые, когда Al2O3 > 15 мас. %; известковые CaO > 50 мас. %; магнезиальные MnO > 10 мас. %; железистые FеO > 5 мас. %; марганцовистые MnO > 5 мас. % и др.
Шлаки подразделяются и по другим признакам, в частности, по степени плавкости. Легкоплавкие имеют температуру плавления менее 1300 °С; тугоплавкие – выше 1300 °С. Бывают самораспадающиеся (в большинстве своем основные шлаки, при содержании CaO > 40 % склонны к распаду) и нераспадающиеся, короткие и длинные в зависимости от вязкости. К коротким шлакам относятся те, которые в сравнительно небольшом температурном интервале переходят при охлаждении расплава из подвижного в неподвижное состояние. Длинные шлаки характеризуются гораздо большим температурным интервалом изменения вязкости.
Шлаки представляют источник дешевого и, главное, эффективного сырья для многих отраслей народного хазяйства и в первую очередь для самой металлургии и производства строительных материалов.
В настоящее время четко определено два пути переработки металлургических шлаков: первый – массовая переработка с получением шлакоемких, но менее эффективных по цене и назначению материалов – гранулированный шлак, щебень, шлаковая пемза. Такая переработка имеет большое значение, потому что решает вопрос перевода заводов на работу без отвалов и максимального использования шлаков в больших количествах, необходимых для различных отраслей народного хозяйства. Второй путь – производство менее шлакоемких, но более эффективных материалов – шлаковой ваты и изделий из нее, шлакового литья и футеровки из него, шлакоситаллов. Эти малошлакоемкие производства дороже по оборудованию, нопозволяют перерабатывать огненно-жидкие шлаки в наиболее эффективные и ценные материалы.
Процесс изготовления литых изделий из шлаковых расплавов основан на их способности заполнять форму и при медленном остывании превращаться в прочный материал заданных размеров. Наиболее пригодны для литья кислые шлаки, или любые другие, не склонные к силикатному распаду.
Изготовление брусчатки трудоемким полигонным способом сводится к следующему: дно ям засыпается измельченным шлаком, затем устанавливаются разборные металлические формы. Формы накрываются покрывными пластинами, между которыми оставляются щели шириной 10–15 мм. Через эти щели формы заполняются шлаковым расплавом. Слив шлака продолжается до тех пор, пока над формами не будет создан теплоизоляционный слой толщиной 10–15 см, за счет теплоты которого достигается кристаллизация и термическая обработка изделий. После охлаждения отливки до температур 80–100°С теплоизоляционный слой убирается. Разборка и выгрузка готовой продукции требует значительных затрат и большого объема ручных операций.
Основные сложности при получении крупноразмерных литых стеклокристаллических изделий ямным способом заключаются в том, что в период охлаждения и кристаллизации расплава в изделиях возникают напряжения (термические, усадочные, фазовые), которые могут превосходить прочность материала и, следовательно, вызывать разрушение изделий в формах, если размер стороны изделий больше 0,6–0,7 м.
Г. Ф. Тобольским разработана технология изготовления литых шлаковых изделий путем ввода в них, в качестве наполнителя, шлака плотной или пористой структуры в количестве до 60 %. Наполнитель предварительно насыпается в формы, затем заливается шлаком, который при заполнении пустот между наполнителем оплавляет его и спекается с ним. Высокие физико-механические свойства шлаколитых стеклокристаллических изделий и простота технологии их изготовления позволили организовать промышленное производство полигонным способом крупных шлаколитых блоков для фундаментов и стен подвалов промышленных и жилых зданий.
Однако крупноразмерные шлаколитые изделия, обладая высокой прочностью при сжатии, характеризуются пониженной несущей способностью. Кроме того, вследствие усадки шлака, в процессе твердевания, кристаллизации и последующего охлаждения отливок образуются трещины. Вероятность возникновения трещин тем больше, чем больше объем отливки.
Утилизация идущих в отвал огненно-жидких шлаков, которые выходят из печей в виде высокотемпературных силикатных расплавов, ведет не только к получению дешевых литых стеклокристаллических изделий, но и к снижению себестоимости основного продукта. В настоящее время необходимо вернуться к разработке механизированной технологии получения стеклокристаллических изделий из огненно-жидких высокотемпературных кислых шлаковых расплавов, что представляет большой практический и научный интерес. При их использовании отпадает наиболее энергоемкая операция – плавление сырья, что значительно сокращает материальные и трудовые затраты на единицу продукции.
Силикомарганец выплавляют непрерывным процессом с закрытым колошником в герметизированных печах со стационарной ванной мощностью до 81 МВА при рабочем напряжении 120–200 В, обычно с угольной футеровкой. В качестве шихтовых материалов используют марганцевый агломерат и концентрат, восстановитель-коксик фракции 10–20 мм, кремнесодержащий материал – кварцит крупностью 20–80 мм и флюс-доломит с 17–20 % МnО.
Особенностью получения силикомарганца является совместное восстановление оксидов марганца и кремнезема углеродом кокса.
Температура начала восстановления (Рco = 1 ат) для последней реакции составляет 1 324 °С. В зоне высоких температур интенсивное развитие получают реакции восстановления кремнезема, что термодинамически облегчается наличием металлического расплава.
Восстановление кремния при выплавке силикомарганца идет из кремнезема, вносимого кварцитом, марганцевым сырьем и золой кокса.
Восстановление SiO2 до кремния идет по реакции:
( SiO2 ) + 2C + [MnCx] = [Mn — Si — Cx] + 2CO .
Повышение концентрации кремния в сплаве достигается благодаря восстановлению кремния на границе раздела фаз: оксидный насыщенный кремнеземом шлаковый расплав – углеродистый восстановитель, а также вследствие взаимодействия углерода, растворенного в первых каплях сплава, с SiO2 по схеме:
[ MnFe]C2Siy + SiO2 → [MnFe]13C2Si3 [MnFe]5 SiCx + CO .
При условии непосредственного контакта оксидов кремния, марганца, кальция, магния, алюминия, железа процессам восстановления предшествует образование силикатных расплавов. Причиной раннего шлакообразования является различие температур между началом восстановления марганца углеродом и образованием жидкой фазы в силикомарганцевой шихте.
Марганец, несмотря на его разнообразные формы в оксидных соединениях, в стеклах присутствует в основном в двухвалентных состояниях Mn2+ и Mn3+, находящихся в равновесии, которое может быть сдвинуто в ту или иную сторону составом матричного стекла, его основностью, температурой и окислительно-восстановительными условиями синтеза, а также наличием в стеклах других элементов переменной валентности. Чаще всего равновесие Mn3+ ↔ Mn2+ сдвинуто вправо вследствие наиболее устойчивой двухокисной формы марганца, и это особенно проявляется в трудности получения пурпурно-фиолетовой окраски стекла, которую обеспечивает Mn3+ .
Благоприятное влияние оксидов марганца на стеклообразование в различных системах открывает возможность получения стекол с большим содержанием оксидов марганца, что объясняется их способностью снижать высокотемпературную вязкость стекол и выступать в качестве плавней, вследствие образования легкоплавких эвтектик, а также стеклообразующей ролью марганца в структуре стекла.
Установлено, что оксиды марганца положительно влияют на технологические, физико-химические свойства стекол. Они снижают температуру варки и выработки, увеличивают их термостойкость и химическую устойчивость. Кристаллизационная способность стекол различных составов, в основном, увеличивается с повышением общего содержания оксидов марганца в стекле. Но при этом оксидные состояния марганца не изучались ввиду аппаратурных трудностей в определении разновалентных форм марганца в стекле. Роль MnO в повышении кристаллизационной способности стекол объясняется с точки зрения напряженности поля и наличием фазового разделения в предкристаллизационный период.
Однако в промышленном масштабе на сегодняшний день не освоено производство марганецсодержащих стеклокристаллических материалов.
Выводы. Таким образом, оксиды марганца снижают вязкость силикатных расплавов, увеличивают склонность силикатных систем к стеклообразованию и при повторной термообработке в основном увеличивают кристаллизационную способность стекол. В связи с этим содержание оксидов марганца в силикомарганцевых шлаках должно способствовать формированию изделий из расплава шлаков и их кристаллизации.
Углеродотермия шлаков силикомарганца и пути их применения
При выплавке ферросиликомарганца в закрытых и герметичных рудовосстановительных электропечах с непрерывным процессом загрузки шихтовых материалов наряду с металлом образуется такой побочный продукт как расплав шлаков силикомарганца. Естественно, в металлургии разрабатываются новые технологии, которые способствуют снижению выхода шлаков. Однако, учитывая рост объемов добычи и переработки сырья и продолжающийся процесс накопления отходов, необходимо ориентироваться на шлаки как на первостепенный источник дешевого и, главное, эффективного сырья для многих отраслей народного хозяйства и, в первую очередь, для самой металлургии и производства строительных материалов.
Шлаковые расплавы силикомарганца в Украине преимущественно обрабатываються водой в гранулированный шлак, шлаковую пемзу, песчано-щебеночную смесь, щебень и песок. В последние годы ферросплавные шлаки широко используются и в самой металлургии в качестве шихтовых материалов. Опыт Новолипецкого металлургического комбината и «Азовстали» свидетельствует, что шлак может заменить агломерат, марганцевую руду, известняк. Однако наиболее энергосберегающим способом переработки шлаков является непосредственное их использование в виде высокотемпературного расплава, поступающего из печи, и формование из него cтеклокристаллических материалов методом литья. Такое производство целесообразно организовывать на металлургических заводах или в непосредственной близости от них, что обеспечивает сохранение физического тепла и организацию малоотходной энергосберегающей технологии, позволяющей в 4 – 7 раз сократить производственные площади, значительно снизить себестоимость основной продукции и создать комплексные ресурсосберегающие технологии. Вместе с тем вопросы регулируемой кристаллизации при получении стеклокристаллических материалов из огненно-жидких шлаков изучены еще недостаточно и этим вызывается несовершенство технологии и недостаточно высокие показатели свойств получаемого материала.
По химическому составу силикомарганцевые шлаки Никопольского завода ферросплавов представляют собой многокомпонентные системы, которые относятся к системе R2O – MgO – CaO – MnO – Al2O3 – SiO2 и имеют следующее содержание основных оксидов: 10 – 20 % МnО, 30 – 50 % SiO2, 10 – 25 % СаО, 1 – 2 % MgO, 24 – 26 % Al2O3.
Шлаковые расплавы характеризуются повышенным содержанием SiO2, MnO и пониженной концентрацией Al2O3. При использовании в шихте для сплава с 0,2 % Р большего количества импортных руд (Ганы, ЮАР, Австралии и др.) содержание глинозема повышается до 10,2 % (табл. 1).
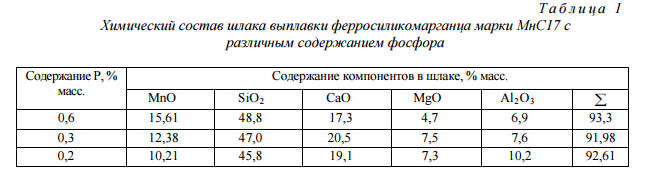
Высокая концентрация SiO2 в шлаках ферросиликомарганца обусловлена необходимостью достижения соответственно высокой активности SiO2, что создает термодинамические предпосылки для получения сплава с требуемым содержанием кремния. Вместе с тем, кремнеземистые шлаки характеризуются высокой вязкостью, что затрудняет гравитационное разделение ферросиликомарганца и шлакового расплава в ванне печи и при выпуске продуктов восстановительной плавки через одну летку в приемный ковш. Шлаковые расплавы с высоким содержанием SiO2 имеют более высокое удельное электрическое сопротивление, что способствует выделению и концентрированию в них определенной части подведенной электрической мощности. Вязкость и электропроводность шлаковых расплавов повышается с понижением температуры и особенно ниже 1 351 К, что связано, в том числе, и с выделением в вязком силикатном расплаве твердых наноразмерных фаз. При постоянной температуре вязкость и электропроводность шлаковых расплавов зависят от химического состава шлаков. С повышением содержания SiO2 и снижением МnО вязкость и электропроводность шлаков повышаются.
Химический анализ шлаков силикомарганца из рудотермических печей производился рентгеноспектральным методом (РСА) ежесуточно в Центральной заводской лаборатории (ЦЗЛ) на многоканальном рентгеновском спектрометре СРМ-200. Кроме того, периодически производился полный химический анализ исследовательской группой ЦЗЛ завода по всем элементам, содержащимся в шлаке силикомарганца по стандартным методикам. Физико-химический анализ процессов выплавки силикомарганца показал, что по мере прогрева марганцевых концентратов на колошнике печи и их опускания в зону более высоких температур происходит химическое взаимодействие кремнезема с марганцеворудными минералами, что сопровождается образованием первичного легкоплавкого оксидного расплава. Температура появления жидкой фазы при нагреве концентрата I сорта (содержание Mn – 43 %) составляет 1 160°С, II сорт – (содержание Mn – 34 %) – всего лишь 1 075°С. Поэтому сповышением содержания кремнезема в исходных марганцевых концентратах первичное шлакообразование происходит в более высоких горизонтах печи. Поскольку температура восстановления закиси марганца сравнительно высокая, то восстановление марганца углеродом кокса происходит из жидкой оксидной фазы. Преждевременное шлакообразование приводит к накоплению в печи оксидного расплава с высоким содержанием марганца. Наличие в шихте СаO, Al2O3, MgO оказывает существенное влияние на получение конечных продуктов плавки: сплава и шлака. Невосстанавливаемая и практически нейтральная Al2O3 является шлакообразующим балластом, от которого зависит количество шлака. СаО практически полностью переходит из шихты в шлаковую фазу.
Сопоставление экспериментальных данных показывает, что существенное повышение температуры отрицательно сказывается на физических свойствах конечных шлаков. Оптимальная температура, при которой достигается извлечение марганца (при колебании содержания MnO в шихте от 40 до 45 мас.%) – 1 540 – 1 580°С. При этом кратность шлака будет колебаться от 0,9 до 1,3, а основность: (CaO + Al 2O3 + MgO)/ SiO2 = 0,45 − 0,6 .
Железо и марганец в конечных шлаках в условиях восстановительной плавки присутствуют в виде закисей. При выплавке марганцевых сплавов, в существующих руднотермических печах с непрерывной загрузкой шихты, металлический и шлаковый расплавы близки к равновесным. Сопоставление результатов серийных химического и рентгеноструктурного анализов шлаков и шихтовых материалов, проведенных на ОАО “НЗФ”, показали (рис. 1), что выход шлаков увеличивается с увеличением содержания Al2O3 в шихтовых материалах и с уменьшением отношения восстановителя к содержанию марганца в концентрате и находится в обратной зависимости по отношению к MgO / Al2O3 и извлечению марганца в сплав.
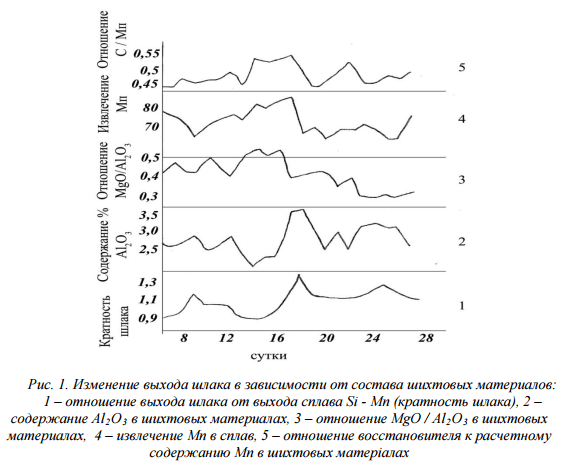
Таким образом, колебания состава сырьевых материалов обуславливает количество образующегося шлака и сплава. Так, увеличение в сырьевых материалах Al2O3 и уменьшение MgO приводит к увеличению выхода шлака Si — Мn. Увеличение Al2O3 обусловлено изменением его содержания в алгомерате и концентрате, а также в золе восстановителя, что вконечном итоге определяют колебания Al2O3 до 10 % в конечном шлаке. Содержание в шлаке CаO, MgO обусловлены только колебаниями их в исходном сырье, SiO2 – ходом электротермических процессов восстановления Mn и Si. Содержание щелочей K2O и Na2O в пределах 3 – 5 мас. % обусловлено колебаниями в исходном сырье, а также вносится восстановителем и расходуемой массой электродов.
Одна из важнейших физико-химических характеристик шлаковых расплавов – вязкость — оказывает огромное влияние на распределение температур в руднотермической печи, перемещение шихтовых материалов в печи, кинетику восстановительных процессов, величину и количество металлических включений в шлаке, а также на однородность силикатного расплава при заполнении форм и формировании отливок. Вязкость является необходимой характеристикой шлаковых расплавов при разработке технологии.
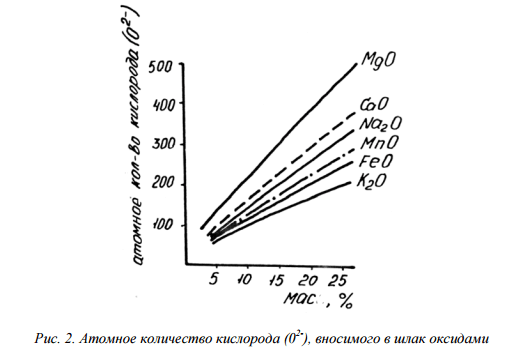
Влияние различных оксидов на вязкость одного и того же шлакового расплава далеко не одинаково вследствие различного в них содержания кислорода, разукрупняющего комплексы, так как равные весовые количества разных оксидов содержат разное количество ионов кислорода. Атомное содержание кислорода, вносимого в шлак оксидами CaO, MgO, MnO, K2O составляет 178, 230, 150, 100 соответственно (рис. 2).
Зависимость высокотемпературной вязкости шлака силикомарганца от его химического состава подчиняется общим законномерностям: увеличение Al2O3 в составе шлаков повышает вязкость, а щелочных, щелочноземельных и закиси марганца – снижают вязкость. Изменение суммарного содержания щелочей с 5,7 до 4,4 мас. % при одновременном увеличении СаО с 12,8 до 15,8 мас. % и Al2O3 c 8,0 до 10,4 мас. % при почти одинаковом содержании МnО, MgO и SiO2 снижают вязкость шлака при температуре 1 450°С с 0,81 до 0,61 Па∙с.
Поверхностное натяжение и плотность высокотемпературных шлаков силикомарганца увеличивались от 455 до 479 кДж/м и от 2 820 до 2 980 кг/м3 соответственно с понижением температуры отбора и закалки огненно-жидкого шлака от 1 500°С до 1 350°С.
Выводы. Технологические свойства шлаков силикомарганца (вязкость, поверхностное натяжение, жидкотекучесть) свидетельствуют о том, что наиболее эффективным способом формования изделий из расплава без его подшихтовки другими компонентами является литье, а температурный интервал формования 1 500 — 1 380 °С.
