Нагрев и плавление металлов с помощью тепла, выделяемого сжатой в поперечном направлении электрической дугой, называют плазменно-дуговой плавкой. В отличие от обычного дугового разряда с температурой столба дуги 6000-8000 °С, сжатие дуги газовым потоком или магнитным полем увеличивает плотность тока, повышает степень ионизации частиц и обеспечивает повышение ее температуры до 10000-30000 °С. Сжатую высокотемпературную дугу получают при помощи специальных устройств — плазматронов. В используемых в металлургии плазматронах сжатие дуги осуществляют потоком газа.
Плазматрон состоит из корпуса, электрододержателя, сопла, электрода и водоохлаждаемого кожуха. Внутри корпуса на изоляционных втулках закрепляют электрододержатель в виде водоохлаждаемого штока с наконечником для крепления к верхней части токоподводящих шин и вмонтированным в нижнюю часть съемным вольфрамовым электродом. Внизу к корпусу через уплотнительное кольцо крепят медное съемное водоохлаждаемое сопло.
Зажигание плазменной дуги осуществляют следующим образом. В начальный момент с помощью осциллятора возбуждают дежурную дугу между катодом и соплом плазматрона, к которому на время возбуждения дуги подводят положительный потенциал, а затем через сопло подают рабочий газ. Истекая из плазматрона, газ отрывает дугу от сопла (анода) и замыкает цепь между электродом плазматрона (катодом) и поверхностью нагреваемого металла, являющегося анодом. При загорании дуги между катодом плазматрона и нагреваемым металлом сопло отключают и плазматрон поднимают, растягивая сжатую газовым потоком дугу до требуемой длины (1-2 м).
В отличие от обычного дугового нагрева, плазменно-дуговой нагрев обеспечивает:
- нагрев и плавление металла с более высокими скоростями;
- существенное упрощение процесса регулирования длины дуги и устранение сложного оборудования для перемещения электродов;
- создание над металлом атмосферы требуемого состава и свойств;
- исключение возможности науглероживания металла;
- устранение шумового эффекта дуги;
- возможность горения дуги в условиях изменения давления в широких пределах.
Плазменную дугу используют в сталеплавильных печах двух типов — плазменно-дуговых с керамическим тиглем и установках плазменного переплава заготовок в водоохлаждаемом кристаллизаторе.
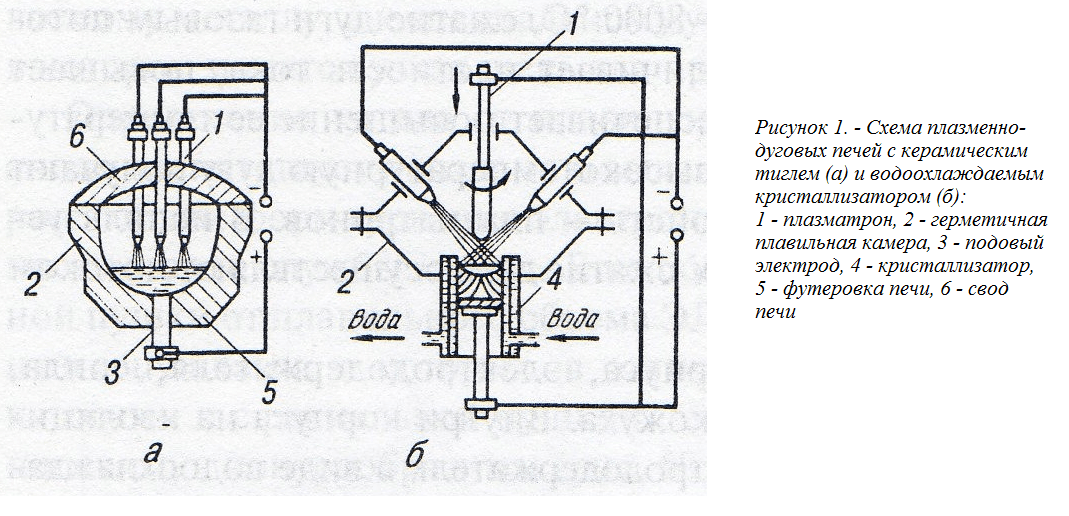
Плазменная печь с керамическим тиглем (ПП) является разновидностью обычной дуговой печи, в которой вместо графитизированных электродов устанавливают один или несколько плазматронов, а кожух, свод, сливное отверстие и рабочее окно выполняют герметичными и для подачи напряжения на нагреваемый металл в подину встраивают подовый электрод (рис.1, а).
Работающие плазменные печи с керамическим тиглем являются результатом реконструкции дуговых печей емкостью 5—10 т. Плазматроны ПП с огнеупорной ванной работают на постоянном токе прямой полярности — катодом служит верхний водоохлаждаемый плазматрон, а анодом — ванна. От брызг металла и шлака катод защищен медным водоохлаждаемым соплом.
Находящийся в контакте с металлом подовый электрод обычно изготовляют водоохлаждаемым из меди. Ведутся работы по замене таких электродов на более надежные металлокерамические.
Плазменную дугу успешно используют как источник нагрева в установках рафинирующего переплава расходуемых металлических электродов на слитки в медных водоохлаждаемых кристаллизаторах. Разработанная Институтом электросварки им. О. Е. Патона печь плазменно-дугового переплава (ПДП) для получения слитков массой до 5 т из жаропрочных, нержавеющих и конструкционных сталей состоит из плавильной камеры, плазматронов, кристаллизатора, механизма вытягивания слитка и питающей энергосистемы (рис. 1,б).
Плавильную камеру ПДП изготовляют из двух конусов. К верхнему — крышке камеры — крепят через изоляторы камеру расходуемой заготовки с механизмом подачи и патрубки для радиальных плазматронов и датчика уровня ванны. Нижний конус снабжают фланцем для установки плиты кристаллизатора и камеры слитка с механизмом его вытягивания и разгрузки, а также патрубками для смотровых систем визуального контроля процесса переплава, установки механизма подачи флюса и вакуумпровода.
Из укороченного водоохлаждаемого кристаллизатора (два медных пояса и один стальной) слиток вытягивают в камеру слитка токоведущим штоком. Подъем и опускание камеры со слитком осуществляют с помощью гидропривода.
Расходуемый литой или кованый электрод из стали или сплава определенной марки соединяют с водоохлаждаемым штоком, закрепленным верхним концом в траверсе телескопической стойки, перемещающейся вверх и вниз от электромеханического или гидравлического привода.
Через уплотнители и изоляторы в верхней камере устанавливают плазматроны. Шестиплазматронную установку питают трехфазным током промышленной частоты. При этом плазматроны объединяют в два блока (по три в каждом) с питанием от отдельных силовых трансформаторов. Для стабилизации температуры электродных пятен в цепь плазматрон—ванна от выпрямителя подают дополнительно постоянную составляющую силы тока. Цепь между плазматронами замыкают по ванне кристаллизатора. Перед плавлением расходуемую заготовку устанавливают в плавильную камеру, затем ее герметизируют и заполняют соответствующим газом (аргоном, гелием, азотом). Расход газа на промывку камеры составляет ~12 м3. Заготовку опускают до упора в затравку кристаллизатора, включают плазматроны и наводят жидкую ванну. Затем включают механизм вытягивания слитка из кристаллизатора.
При установившемся режиме переплава массовая скорость плавления заготовки равна массовой скорости кристаллизации слитка. Заготовка плавится под действием тепла плазменных дуг, тепловой энергии от тока, проходящего через анод (при подключении к источ-нику питания) и отраженного тепла жидкой ванны и плазменных струй. Образующаяся при этом не торце электрода пленка жидкого металла и стекающие в кристаллизатор капли взаимодействуют с ат-мосферой печи и рафинируются.
Слитки ПДП имеют плотную макроструктуру и хорошую поверхность, не требующую обработки перед прокаткой и ковкой. Мелкая ванна в слитке ПДП приводит к практическому отсутствию в его головной части усадочной раковины и рыхлости. Он имеет периферийную зону мелких кристаллов и зону крупных, перпендикулярных оси ориентированных кристаллов. Зона равноосных кристаллов в центре слитка отсутствует. В печах ПДП сталь легируют азотом до концентраций, в 2—3 раза превышающих его обычную равновесную растворимость в ней, так как скорость поглощения азота металлом из газовой фазы на порядок выше, чем во всех других плавильных агрегатах. Это позволяет отказаться от использования для легирования стали азотсодержащих ферросплавов — феррохрома, ферромарганца, феррованадия и др.
Процесс рафинирования в установках ПДП приближается к процессу ЭЛП, поскольку он позволяет регулировать скорость кристаллизации слитка, поддерживать высокий температурный уровень ванны в кристаллизаторе, обеспечивать низкое парциальное давление выделяющихся газов и примесей. ПДП отличается от ЭЛП простотой конструкции установки, отсутствием сложного высоковольтного оборудования и более высокой производительностью. По возможностям рафинирования расплава от летучих примесей цветных металлов процесс ПДП уступает ЭЛП.
