Процессы получения ГЖ в камерных печах с вращающимся подом (ПВП), в которых в качестве восстановителя используется уголь, а в качестве исходных сырьевых материалов — мелкодисперсные металлургические отходы, мелкая железная руда или железорудный концентрат, начали разрабатываться в 1970-х годах. В первую очередь, разработку таких процессов стимулировали трудности утилизации на интегрированном металлургическом заводе цинксодержащих сталеплавильных шламов и пылей. По данным на 1999 год при суммарном годовом производстве стали в США 90,7 млн т выход металлургических отходов составил (млн т): доменные шламы — 0,943; кислородно-конвертерные — 1,33; электросталеплавильные — 0,77; отходы прокатного и литейного производств — 3,33. Усредненное для ряда металлургических заводов США содержание железа, углерода и цинка в мелкодисперсных металлургических отходах представлено в таблице ниже:
| Компонент | Колошниковая пыль | Доменный шлам | Пыль ККЦ | Шлам ККЦ | Прокатная окалина | Пыль ЭСПЦ |
| Feобщ | 25,0 | 25,0 | 54,0 | 54,0 | 72,0 | 31,0 |
| Zn | 0,2 | 0,2 | 8,0 | 11,0 | 0,1 | 21,0 |
| C | 38,0 | 30,0 | 0,2 | 1,8 | 0,2 | 1,5 |
В этих процессах композитные (рудоугольные) окатыши или неокускованные железосодержащие и углеродсодержащие материалы тонким слоем (15—40 мм) загружаются на вращающийся под камерной печи и быстро нагреваются до 1250—1350 °С. Благодаря высокой удельной поверхности контактов между частицами, содержащими углерод и оксиды железа, и высокой температуре восстановление железа из оксидов завершается за время одного оборота пода печи (6—12 мин). ГЖ непрерывно разгружается из печи при температуре около 1000 °С и затем либо охлаждается, либо брикетируется, либо горячим используется для выплавки чугуна. Недостатками процессов являются низкая производительность из-за ограничений по теплопередаче и повышенное содержание пустой породы и серы (в зависимости от вила используемого углеродсодержащего материала) в получаемых продуктах. Последнее обстоятельство делает неэффективным использование этих продуктов в качестве компонентов металлошихты при выплавке стали. По этой причине развитие этой технологии привело к созданию комбинированных процессов, завершающихся выплавкой в электропечах чугуна из ГЖ, полученного в ПВП. Разработанные различными фирмами и опробованные на пилотных установках процессы с описанной технологией отличаются, в основном, видом используемых шихтовых материалов и типом применяемых печей.
Процесс Inmetco
Процесс Inmetco разработан фирмой «International Nickel Company» (INCO) в 1970 году для утилизации различных металлургических отходов, содержащих в основном железо, никель и хром. После успешных испытаний процесса на пилотной установке фирмы в Порт-Колборне (Канада) был построен промышленный агрегат в Элвуд-Сити (Пенсильвания, США), который начал функционировать в 1978 году. В качестве исходных сырьевых материалов использовались отходы производства нержавеющей стали, травильные шламы и растворы, заводские шламы, отработанные катализаторы. Производительность промышленного агрегата — 45000 т отходов в год (или 20000 т легированного чугуна). Кроме того, побочными продуктами являлись улавливаемые в виде тонкой пыли оксиды цинка и свинца, которые продавались производителям цинка и свинца в качестве концентратов в количестве около 2000 т в год. В камерной печи эти металлы восстанавливаются и испаряются, их пары окисляются отходящими газами и образовавшиеся оксиды улавливаются газоочисткой. В связи с тем что процесс восстановления осуществляется в неподвижном слое окатышей, выделение пыли из слоя незначительно и пыль газоочистки представляет собой концентрат оксидов цинка и свинца. С момента пуска в течение 20 лет на промышленной установке в Элвуд-Сити переработано в ценные легирующие сплавы около 800000 различных мелкодисперсных отходов.
Процесс DRyIron
Специфической особенностью процесса DRyIron является лишь способ окускования мелкодисперсных шихтовых материалов в рудоугольные брикеты. Технологическая схема процесса DRyIron (рис. 4.49) включает следующие основные операции: приемка шихтовых материалов, сушка (при необходимости), измельчение, складирование, усреднение, смешивание, брикетирование, получение ГЖ, его охлаждение и складирование. В зависимости от конкретного металлургического завода возможны изменения в технологической схеме в части подготовки шихтовых материалов и обработки получаемого горячего ГЖ.
Получение ГЖ происходит в ПВП при температуре 1150—1370 °С за короткое время (10 мин) пребывания брикетов в печи, которые загружаются на под печи слоем толщиной в один брикет. Давление в печи поддерживается слегка ниже атмосферного, что предотвращает выбросы газа, а подсос воздуха в печь исключен благодаря эффективной системе уплотнения (водяной затвор). Отсутствие сильных газовых потоков в рабочем пространстве печи и неподвижный слой брикетов на движущемся поду обеспечивает минимальное пылеобразование и минимальный вынос пыли с отходящими газами.
Присутствующие в металлургических отходах Zn, Pb, Cd, К, Na в температурных условиях ПВП являются летучими или образуют летучие соединения. Летучими являются также хлориды и фториды. Возгоны удаляются вместе с отходящими газами и улавливаются в системе газоочистки. При практическом отсутствии в улавливаемой пыли частиц металлургических отходов она состоит преимущественно из возгонов. В табл. 4.28 приведен элементный состав пыли, уловленной газоочисткой при переработке процессом DRyIron пыли ЭСПЦ (брикеты А) и смеси металлургических отходов интегрированного завода (брикеты Б).
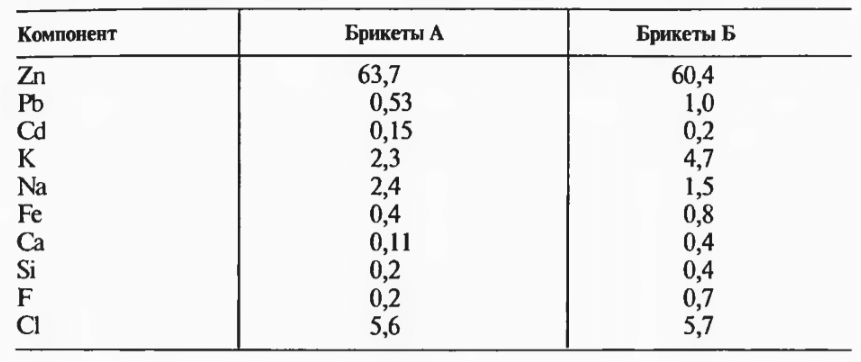
Химический состав, % по массе, уловленной пыли в процессе DryIron
Типичный состав брикетов из смеси мелкодисперсных отходов интегрированного металлургического завода и получаемого из них ГЖ приведен в табл. 4.29.
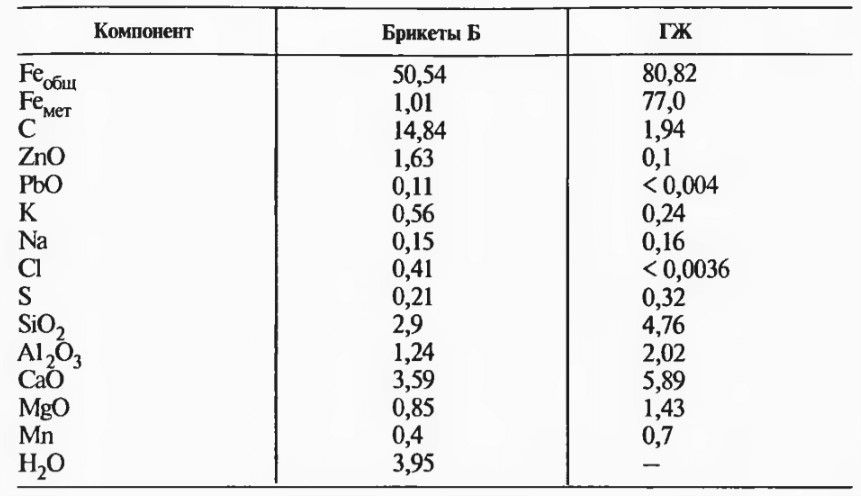
Химический состав, % по массе, сырых брикетов Б и полученного их них ГЖ
В процессе DRylron за время пребывания в ПВП брикеты теряют 40% массы. При этом степень металлизации железа в получаемом ГЖ составляет 90%, а степень удаления возгоняемых элементов составляет, %: 95 Zn, 99 Pb, 50 щелочных металлов, 90 хлоридов.
Заводы по переработке металлургических отходов по способу DRyIron построены металлургическими фирмами США и Японии: «AmerSteel» в Джексоне, «Rouge Steel» в Дирборне и «Nippon Steel Соrр.» в Хикаро (Япония). Завод в Джексоне перерабатывает всю пыль 4-х электросталеплавильных цехов. Все получаемое ГЖ используется в составе металлошихты электропечей, а улавливаемая пыль (цинковый концентрат) продается производителям цинка.
Завод в Дирборне рассчитан на переработку 300000 т металлургических отходов в год, из которых получают 196000 т ГЖ. Расход коксовой мелочи, используемой в качестве восстановителя в составе брикетов, составляет 50000 т в год.
Брикеты, имеющие размеры 38×19×12 мм, получают на двух брикет-прессах с общей номинальной производительностью 48 т/ч.
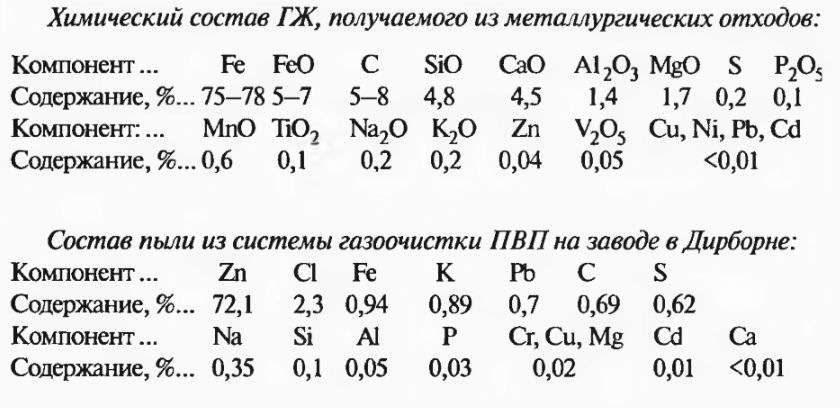
ПВП на этом заводе имеет диаметр 30 м с шириной пода 4,8 м. Для упрощения разгрузки горячего ГЖ ПВП установлена на отметке +18 м. ГЖ выгружается в специальные контейнеры, в которых транспортируется в кислородно-конвертерный цех в горячем виде для использования в составе металлошихты конвертеров. Состав ГЖ (степень металлизации 88—92 %), получаемого на этом заводе, и состав цинкового концентрата (пыль газоочистки ПВП) следующие.
Процесс FASTMET
Процесс FASTMET разработан совместно фирмами «Kobe Steel» и «Midrex Direct Reduction corporation» как альтернатива существующим процессам получения ГЖ с использованием природного газа. Основные технические и технологические решения процесса базируются на решениях разработанного в 1965 году процесса Heat Fast. Этот процесс предназначался для получения частично металлизованных окатышей из рудоугольных окатышей.
Начиная с 1991 года процесс в течение нескольких лет отрабатывался на пилотной установке (диаметр печи с вращающимся подом 2,5 м) в техническом центре фирмы «Midrex» в США. В качестве исходных сырьевых материалов использовали железорудный концентрат, а в качестве восстановителя — измельченный уголь, коксовую мелочь или углеродсодержащие мелкодисперсные отходы. Из смеси указанных материалов с добавлением связующего делали окатыши, которые сырыми или после сушки загружали в печь с вращающимся подом слоем в 1—3 окатыша.
Камерную печь отапливали газообразным (природный или коксовый газ), жидким или пылеугольным топливом, которое сжигали в горелках, расположенных над подом печи. Дополнительное тепло в печи выделяется при дожигании СО—газообразного продукта реакций восстановления оксидов железа углеродом. Скорость вращения пода (время пребывания окатышей в печи от 6 до 12 мин) регулировали в зависимости от толщины слоя окатышей и других факторов. Несмотря на короткое время пребывания, оксиды железа рудоугольных окатышей при температуре 1290—1345 °С в подовой печи на 85—95% восстанавливаются до железа, которое частично науглероживается с образованием Fe3С.
В течение двух лет непрерывной работы на установке достигнута производительность 80—100 кг/м2ч при степени металлизации получаемого продукта 85—95 %. Максимальная однородность по степени металлизации получаемых окатышей и максимальная производительность печи достигались при толщине слоя на поду не более 1 —2 окатышей. В связи с высокой тепловой нагрузкой на под печи при тонком слое окатышей межремонтный срок работы печи определяется стойкостью огнеупорных материалов, из которых изготовлен под. Одновременно с отработкой технологии на установке в Какогаве испытывали различные огнеупорные материалы для пода печи. В 1996 году установка была укомплектована брикет-прессом для получения брикетов из горячих металлизованных окатышей, выгружаемых из печи.
При использовании в качестве исходных сырьевых материалов в процессе FASTMET колошниковой пыли доменных печей, цинксодержащих доменных и конвертерных шламов шихту для окатышей готовят, пропорционируя эти шламы с учетом содержания в них углерода и качества получаемого в процессе ГЖ. При лабораторных испытаниях путем обжига таких окатышей в трубчатой печи, позволяющей имитировать процесс FASTMET в печи с вращающимся подом, получили следующие результаты, (табл. 4.30).
Химический состав, % по массе, доменных и конвертерных шламов и получаемого губчатого железа
Сжигание топлива в ПВП производится с избытком воздуха, в связи с чем отходящий из печи газ полностью окислен и содержит около 2% кислорода. Тепло отходящего газа используется для подогрева воздуха горения, подаваемого в горелки, а также для сушки окатышей или брикетов.
Использование газоочистки с рукавными фильтрами и низкий вынос пыли из камерной ПВП, обусловленный неподвижностью обрабатываемого слоя окатышей, обеспечивают при переработке цинксодержащего сырья получение товарной концентрации цинка в улавливаемой пыли. Более 95 % цинка и свинца, содержащегося в перерабатываемых шламах, возгоняются и улавливаются в виде оксидов рукавными фильтрами газоочистки. Металлизованные окатыши, полученные на установке в Какогаве с использованием доменных шламов и конвертерных шламов, имели соответственно прочность на раздавливание (кг/окатыш) 100—150 и 50—70 при выходе мелочи ГЖ не более 5% и при степени удаления цинка более 95 %. Данная прочность вполне позволяет использовать металлизованные окатыши в качестве компонентов доменной шихты и металлошихты конвертера.
Более серьезную проблему представляет собой утилизация пыли электросталеплавильных печей, которая из-за высокой концентрации тяжелых металлов во многих странах относится к особо опасным веществам. Процесс FASTMET позволяет успешно утилизировать и эти пыли с улавливанием возгоняющихся оксидов цинка и свинца. В табл. 4.31 приведены результаты лабораторных имитаций процесса FASTMET при использовании пыли электросталеплавильных печей в качестве исходного сырья, а также смеси этой пыли и кека фильтрпрессов доменной газоочистки.
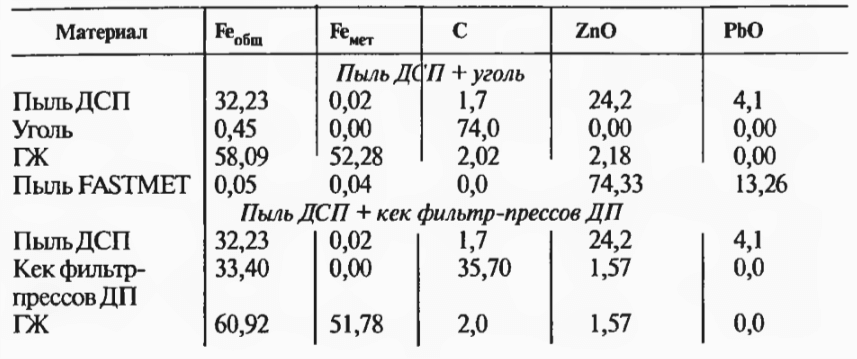
Химический состав пыли ДСП, угля, ГЖ и уловленной пыли FASTMET
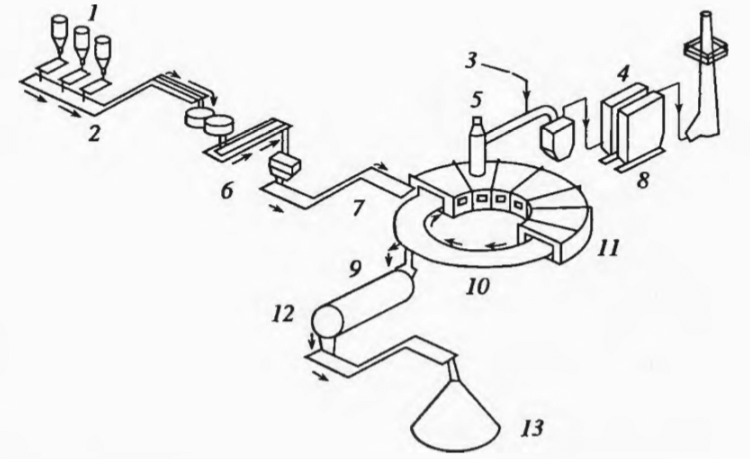
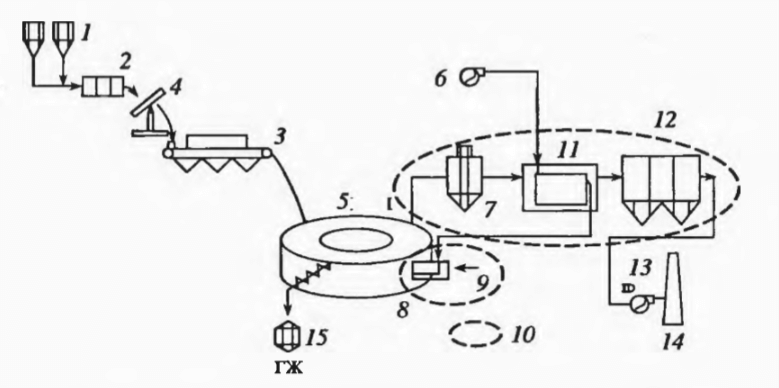
Промышленный завод по переработке металлургических отходов по технологии FASTMET производительностью 192000 т/год (по отходам) был построен вблизи металлургического завода Hirohata фирмы «Nippon Steel» (схема материальных потоков на заводе FASTMET показана на рис. 4.50, а упрощенная схема поперечного сечения и вид в плане кольцевой камерной ПВП показаны на рис. 4.51) и начал функционировать в марте 2000 года.
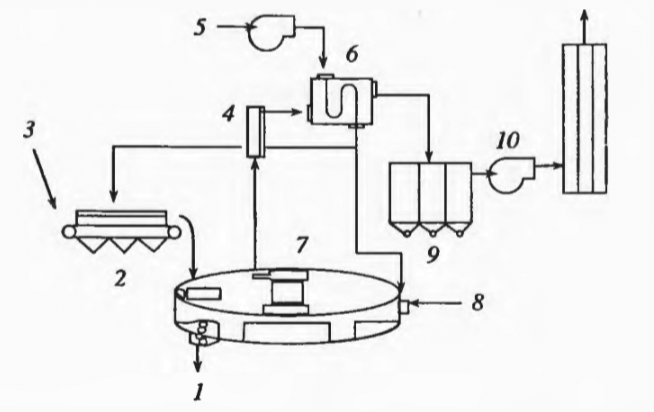
1 — горячее ГЖ ; 2 — конвейерная машина для сушки окатышей ; 3 — рудоугольные окатыши из сталеплавильной пыли ; 4 — охладитель газа; 5 — воздуходувная машина ; 6 —подогреватель; 7 — ПВП ; 8 — природный газ; 9 — рукавные фильтры ; 10 — дымосос
Технология переработки мелкодисперсных отходов кислородно- конвертерного производства стали, содержащих оксиды железа и цинка, включает получение из этих отходов рудоугольных окатышей или брикетов и их металлизацию в ПВП (наружный диаметр печи 21,5 м, рабочая ширина пода 3,75 м). Получаемое ГЖ (степень металлизации более 90%) используется в составе металлошихты в кислородно-конвертерном цехе металлургического завода Hirohata, на площадке которого построена фабрика для производства рудоугольных окатышей из пыли и шламов доменного и кислородно-конвертерного цехов. Сырые окатыши транспортируются на завод FASTMET грузовиками. После отсева мелочи на роликовых грохотах окатыши подсушиваются до влажности не более 0,5 % и непрерывно загружаются в ПВП. По окружности ПВП имеется 6 температурных зон, горелки в которых отапливаются природным газом. Металлизованные окатыши перед выгрузкой из ПВП проходят под плитой-холодильником и выгружаются из печи водоохлаждаемыми скребками с температурой около 1000 °С в специальные контейнеры и транспортируются грузовиками в кислородно-конвертерный цех металлургического завода.
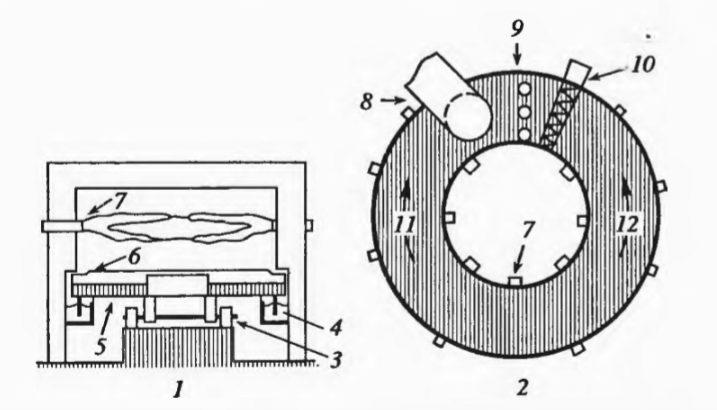
1 — поперечное сечение; 2 — вид сверху; 3 — колеса; 4 — водяной затвор ; 5 — под печи ; 6 — слой брикетов; 7 — горелк а; 8 — отсос отходящих газов; 9 — система загрузки ; 10 — скребковая система выгрузки ; 11 — направление потока газов; 12 — направление потока твердых материалов
Сжигание топлива в горелках ПВП производится с избытком воздуха, в связи с чем отходящий из печи газ практически полностью окислен и содержит около 2% кислорода. Отходящий газ по футерованному газоотводу отводится из печи и поступает в первичный теплообменник рекуперативного типа, где нагревается воздух до 350 °С, используемый в горелках ПВП и в агрегате для сушки окатышей. С целью снижения температуры отходящего газа до наиболее приемлемого для рекуператора уровня (1000 °С), минимизации содержания оксидов азота и дожигания оставшихся горючих компонентов (Н2 и СО) газ в первичном охладителе разбавляется воздухом и охлаждается путем орошения водой. После рекуператора отходящий газ охлаждается орошением водой во вторичном охладителе до 120 °С и поступает в систему газоочистки (рукавные фильтры), где улавливается мелкодисперсная пыль, содержание цинка в которой (в виде оксида цинка) составляет 60—65%. Пыль продается производителям цинка в Японии по цене, составляющей примерно одну треть цены металлического цинка. Высокая температура в печи и длительное время пребывания газов в ней способствуют разложению диоксинов и фуранов, а быстрое охлаждение отходящих газов предотвращает их повторное образование. Отходящие газы после газоочистки выбрасываются в дымовую трубу эксгаустером, за счет чего в ПВП создается небольшое разряжение и предотвращаются выбросы газа из печи. Количество вредных примесей и пыли, выбрасываемых в атмосферу на заводе FASTMET, приведено в табл. 4.32.

Количество вредных выбросов на заводе FASTMET
С момента пуска в марте 2000 года цех за 5 месяцев вышел на уровень производительности 25 т/ч (более 90 % проектной производительности). Удельная производительность ПВП составила 0,1 т/(м2-ч) при средней степени металлизации ГЖ 91,9 %, что хорошо согласуется с результатами испытаний процесса на демонстрационной установке в Какогаве. Средняя степень удаления цинка составила 94 %. Содержание цинка в пыли, улавливаемой рукавными фильтрами, составляет 63,4 % (или 78,9 % ZnO), что превосходит результаты, полученные на пилотной установке, где пробы пыли отбирались непосредственно из потока отходящего газа. Содержание железа в пыли рукавных фильтров не превышает 1 %. За год непрерывной работы завода (с июля 2000 по июль 2001 года) время простоев составило менее 10%.
Второй коммерческий завод FASTMET был создан на базе демонстрационного модуля FASTMET на металлургическом заводе Kakogawa Steel Works фирмы «Kobe Steel» и начал функционировать в мае 2001 года. По количеству перерабатываемых отходов производительность завода составляет 16000 т/год, из которых:
- Кек шламов доменного цеха………………………. 2000 т/год
- Пыль кислородно-конвертерного цеха ………. 7000 т/год
- Пыль электросталеплавильного цеха………….. 2000 т/год
- Другие отходы…………………………………………….. 1000 т/год.
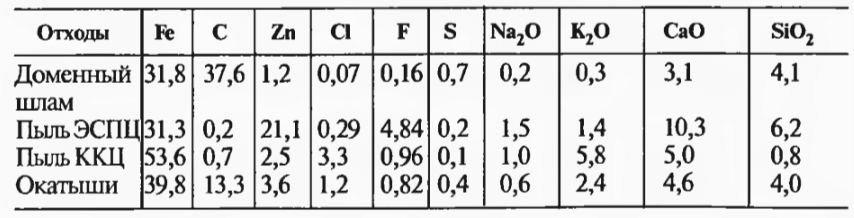
Химический состав перерабатываемых отходов, % по массе
Химический состав перерабатываемых отходов и получаемых из них окатышей приведен в табл. 4.33, а примеры химического состава получаемого ГЖ и улавливаемой пыли приведены в табл. 4.34 и 4.35.

Химический состав ГЖ, % по массе, получаемого на заводе FASTMET

Химический состав, % по массе, улавливаемой пыли, получаемой на заводе FASTMET
Получаемое ГЖ в количестве 10000 т/год используется в составе металлошихты кислородно-конвертерного цеха, а улавливаемая цинксодержащая пыль в количестве 1400 т/год продается производителям цинка. На заводе FASTMET горелки в ПВП работают на жидком топливе, получаемом из отходов нефтепродуктов и шламов коксохимического производства. Это потребовало модификации используемых на демонстрационном заводе горелок ПВП и оборудования систем газоочистки и утилизации тепла отход ящих газов. Схема технологической цепи агрегатов на заводе FASTMET в Какогаве представлена на рис. 4.52.
Результаты экспертной оценки топливно-сырьевых и экономических затрат на производство ГЖ процессом FASTMET из железной руды (производительность цеха 500000 т/год) и металлургических отходов (производительность 200000 т/год) в расчете на 1 т ГЖ для условий США и Западной Европы приведены ниже.
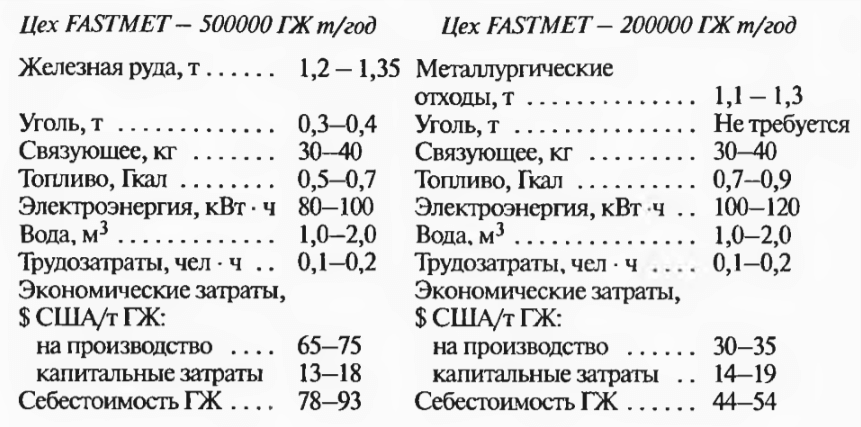
По другим оценкам, для условий Северной Америки капитальные затраты на строительство модуля FASTMET производительностью 500000 т/год составят 90—100 млн дол. США, а себестоимость ГЖ в зависимости от перерабатываемых материалов может составлять 55— 95 дол. /т.
Процесс ITmk3
Процесс ITmk3 (Iron-making Technology Mark 3) является разновидностью процесса FASTMET и разработан он также фирмами «Midrex» и «Kobe Steel». Название процесса связано с претензиями его разработчиков на большие перспективы развития и применения этого процесса (Mark 1 — доменный процесс, Марк 2 — Midrex-процесс, Mark 3 — ITmk3 — процесс получения чугунных гранул). Технологическая схема процесса ITmk3 (рис. 4.53) практически не отличается от процесса FASTMET. Принципиальным отличием этих двух процессов является температурный режим в ПВП и вид получаемого продукта.
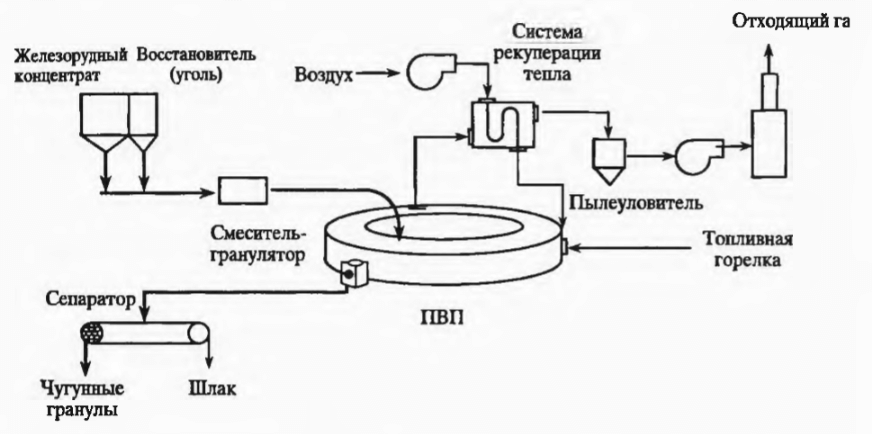
В процессе ITmk3 рудоугольные окатыши восстанавливаются в ПВП в условиях относительно высокой температуры — 1350 °С. При этом практически полностью восстановленное железо науглероживается до содержания углерода 2,5—3,5% и расплавляется, образуя фасолевидные корольки чугуна размером 3,5—8,0 мм. Пустая порода окатышей образует шлак, содержание FeO в котором не превышает 2%, что исключает высокую агрессивность шлака и способствует высокой стойкости огнеупорных материалов пода печи. После охлаждения чугунные корольки отделяются от шлака с помощью магнитной сепарации. Содержание серы в чугунных корольках зависит от ее содержания в применяемом при производстве окатышей угле.
