Одним из способов производства силикомарганца (SiMn) является технология углетермического восстановления кислотных сырьевых материалов в электродуговой печи с погруженной дугой. Такие же печи используются для производства ВУ FeMn. Мощность таких печей обычно составляет 15-40 мегавольт-ампер, а производительность 80-220 тонн сплава в день. Управлять этим процессом сложнее, чем FeMn процессом, поскольку требуется более высокая температура для получения сплава с нужными характеристиками. Часто производство SiMn интегрировано в производство ВУ FeMn таким образом, чтобы шлак от FeMn мог быть использован в производстве SiMn. Этим достигается высокий процент извлечения марганца.
Стандартный силикомарганец с содержанием Si 18-20% и Mn около 70% производится из смеси шлака, насыщенного 35%-45% MnO (полученного в результате описанного выше производства ВУ FeMn), марганцевых руд, кварцита, переплава (Fe)Si (или низкосортных сортов) и кокса. Обычно одна четверть требуемого марганца поступает в виде руды, поскольку присутствие руды способствует более эффективной работе печи в сравнении с FeMn шлаком в качестве единственного источника. Иногда добавляются небольшие количества минералов, содержащих MgO, например доломит [CaCO3* MgCO3 ] или оливин [2MgO*SiO2].
Эффективность плавки SiMn повышается путем минимизации потерь металлического марганца и MnO, расстворенных в шлаке. Отработанный после производства SiMn шлак содержит от 5% до 10% MnO. Для того, чтобы сократить потери, тонкие металлические фракции и переплав производственного процесса рециркулируются на переработку в печь.
Марганцевые руды обычно содержат нежелательные элементы, которые не могут быть удалены ни на стадии добычи, ни при переработке. При производстве FeMn и SiMn строгие требования предъявляются к содержанию фосфора. Железо, фосфор и кремний легче восстанавливаются, чем марганец и, таким образом, в первую очередь переходят в металлическую фазу. Их содержание в конечном продукте контроллируется выбором руд. Шлак от производства ВУ FeMn является очень чистым источником марганца, поскольку все легковосстанавливающиеся примеси в рудах удаляются на стадии производства FeMn (они смешиваются с FeMn).
Содержание примесей контроллируется не только путем выбора соответствующих руд, но и путем определения сотношения количества руды и ферромарганцевого шлака в смеси. SiO2 восстанавливается вместе с MnO в процессе производства SiMn. Поскольку SiO2 более устойчив, чем MnO, требуется температура от 1600°C до 1650°C чтобы произвести сплав с содержанием кремния около 20% и низким содержанием MnO в отработанном шлаке. В этой связи использование низкоплавкого ферромарганцевого шлака в качестве основного источника MnO в производстве SiMn может представлять проблему. Ферромарганцевый шлак имеет относительно низкую температуру плавления в сравнении с марганцевыми рудами. Соответственно, присутствие большого количества ферромарганцевого шлака будет способствовать понижению температуры процесса. При помощи углетермического восстановления кислотных сырьевых материалов уровень кремния в сплаве не превышает 20%.
Низкоуглеродистый силикомарганец (НУ SiMn) с содержанием кремния около 29-30% производится путем обогащения SiMn сплава добавлением кремниевых отходов ферросиликонового производства (см Рисунок 4.1). Такие отходы являются относительно дешевым источником кремния. Такая практика может быть использована в производстве стандартного SiMn, потому что значительно сокращается потребление электроэнергии и соответственно увеличивается производительность печи.
Удельное потребление электроэнергии при производстве стандартного SiMn из смеси марганцевой руды, высокоуглеродистого ферромарганцевого шлака и переплавов с высоким содержанием кремния составляет 3500-4500 кВт.ч/тонну металла и зависит, в основном, от количества добавленных в шихту металлических частиц. Потребление электроэнергии возрастает по мере возрастания содержания кремния в конечном продукте, а также вместе с увеличением производства шлака на тонну металла. Каждые дополнительно произведенные 100 кг шлака потребляют 50 кВт электроэнергии. Если рудную фракцию шихты восстановить до MnO с помощью СО восходящего из восстановительной зоны плавки, то можно сэкономить порядка 100 кВт.ч электроэнергии на тонну металла, а также некоторое количество кокса.
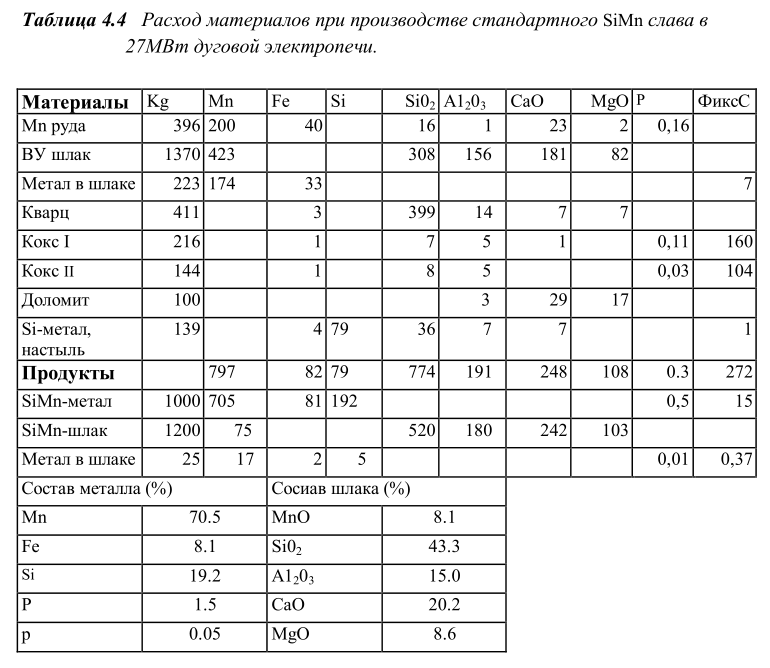
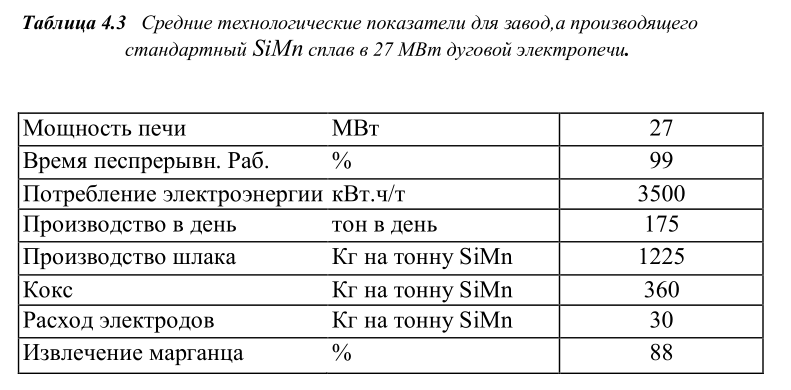
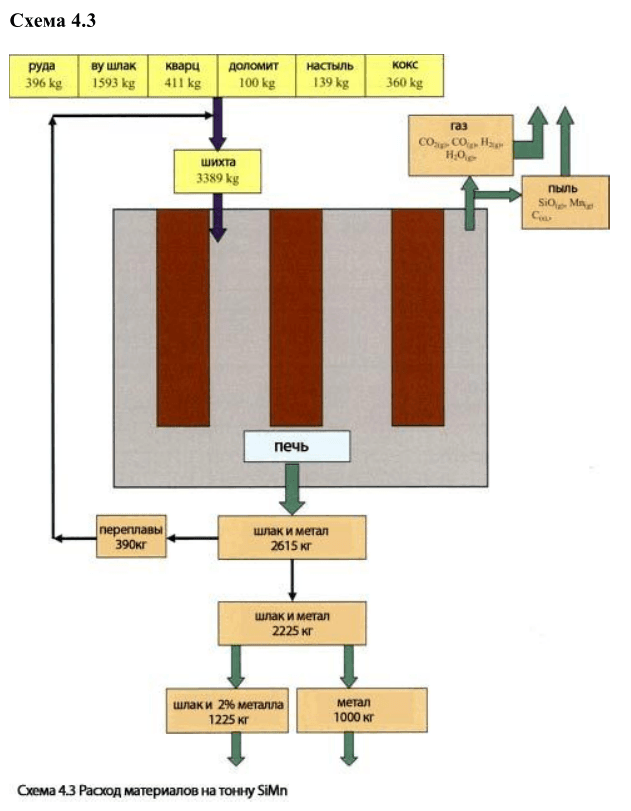
Таблица 4.3 дает пример технологических параметров для 27 МВт печи, производящей стандартный ферромарганцевый ферросплав. Расход материалов для той же печи показан в таблице 4.4 и графике 4.3. Расход показан на 1 тонну готовой продукции. В это же время производится 1225 кг шлака, содержащего 2% захваченных металлических частиц (того же состава, что и основной продукт), то есть количество чистого шлака составляет 1200 кг. В процессе циркулирует 390 кг переплава. Состав производимого металла и шлака показаны в таблице 4.4.
Электрические печи и шихтовые материалы в производстве силикомарганца
Силикомарганец получают в рудовосстановительных прямоугольных закрытых электропечах типа РПЗ-48, РПЗ-63И1, РПЗ-63 и РПЗ-63М2 (трансформаторы мощностью 63 МВ • А) и круглых закрытых печах типа РКЗ-16,5 (мощность трансформатора 16,5 МВ • А), а также в круглых герметичных печах РКГ-75 трансформаторы мощностью 81 МВ • А). Суточное производство силикомарганца в печи РПЗ-63 при повышенном качестве марганцеворудного сырья может достигать 320—340 т и более. Электропечи типа РПЗ-48 оборудованы установкой продольно-емкостной компенсации, что обеспечивает повышение коэффициента мощности до 0,90—0,92.
Система газоочистки печи типов РПЗ и РПГ состоит из шести типовых самостоятельных линий и одной общей газодувки. Для охлаждения и очистки газа расходуется до 50 м3/ч воды. Обычно работает пять линий при одной резервной. На выходе из системы газоочистки в газе содержится менее 20 мг/м3 пыли, что позволяет сжигать его в топках котлов и использовать для агломерации марганцевых концентратов. Углубление ванны печи с 2,85 м по проекту до 4,5 м позволило уменьшить запыленность колошникового газа в 2—2,5 раза.
Все рудовосстановительные электропечи оборудованы непрерывными самообжигающимися электродами, применение которых обеспечивает непрерывность технологического процесса без остановок печей на наращивание электродов. Вопросы теории и технологии изготовления и эксплуатации электродов этого типа при выплавке марганцевых и других ферросплавов рассмотрены в работах. При выплавке силикомарганца на всех заводах применяют марганцевые оксидные концентраты, кварцит и углеродистый восстановитель.
Для подачи шихты в печь применяют автоматические дозаторы непрерывного действия, с самонастраивающейся системой управления. Точность поддержания заданного соотношения компонентов составляет 1 —1,5 %. Система дополнена устройством автоматической коррекции массы кокса в зависимости от его влажности.
Выплавка силикомарганца с использованием шлака бесфлюсовой плавки ферромарганца
Анализ мировой практики производства ферромарганца в электропечах свидетельствует о том, что его получают бесфлюсовым способом, благодаря низкому содержанию в рудах фосфора и кремнезема. Плавку ведут из расчета получения стандартного по фосфору высокоуглеродистого ферромарганца и передельного шлака с повышенным содержанием марганца. Бесфлюсовая плавка ферромарганца в условиях с применением отечественных бедных марганцевых концентратов не представляется возможной вследствие высокого содержания в них фосфора и SiO2. В связи с этим в СНГ весь ферромарганец как в доменных, так и электрических печах выплавляют флюсовым способом с применением в шихте сырого известняка.
Технология выплавки ферромарганца флюсовым процессом с использованием в шихте известняка резко ухудшает все показатели процесса. Расход известняка в количествах 850—950 кг на 1 т ферромарганца приводит к дополнительным неоправданным потерям электроэнергии и кокса. Освоение выплавки ферромарганца с использованием офлюсованного марганцевого агломерата также не решает проблемы удельного расхода электроэнергии, извлечения марганца и качества сплава. Повышение качества марганцевых ферросплавов за счет введения в состав шихты передельного низкофосфористого шлака (НФШ) (как это предусмотрено проектной технологией) неизбежно приводит к ухудшению технико-экономических показателей производства.
Снижение качества марганцевых концентратов приводит к ухудшению извлечения марганца на стадии металлургического передела, что вызывает необходимость внедрения в промышленность новых методов подготовки марганцевых концентратов, обеспечивающих наряду с дефосфорацией и их обескремнивание. Этим требованиям отвечает разработанный гидрометаллургический (содовый) способ дефосфорации и обескремнивания оксидных марганцевых концентратов, позволяющий снизить содержание фосфора в концентратах в 10 раз и кремнезема в два раза. На Ленинградском опытном заводе ВАМИ из низкосортного марганцевого концентрата, содержащего 32,64 % Mn, 0,25 % P, 20,8 % SiO2, была получена опытная партия (50 т) низкофосфористого и низкокремнеземистого гидрометаллургического марганцевого концентрата (ГМК), содержащего 32,8 % Mn, 11,5 % SiO2, 0,022 % P.
Полученный ГМК имел следующие физические свойства: плотность 3,28 г/см3; максимальная молекулярная влажность 23,1 %; удельная поверхность (внешняя) 310 м2/кг; удельная поверхность (полная) 17,1 • 103 м2/кг; крупность 0—0,16 мм. Концентрат характеризовался хорошей способностью легко окомковываться. Большая внутренняя пористость обеспечивала высокую восстановимость концентрата.
Ввиду высокой степени измельчения ГМК перед агломерацией подвергали окомкованию совместно с коксовой мелочью на чашевом окомкователе диаметром 1 м. Процесс окомкования, благодаря наличию в концентрате силиката натрия, проходил успешно с получением гранул диаметром 3 —8 мм. Опытные партии агломерата из ГМК обладали высокими физико-механическими свойствами; он не разрушался при длительном хранении.
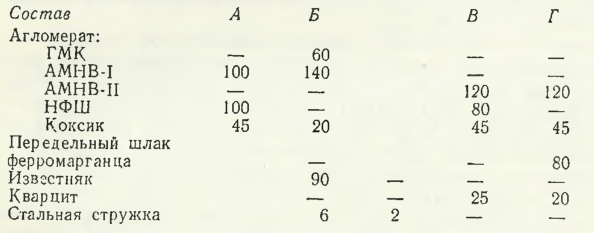
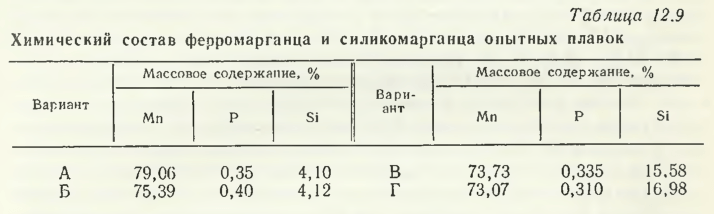
Выплавку марганцевых сплавов с использованием агломерата ГМК осуществляли в печи ОКБ-616 с установленной мощностью печного трансформатора 1600 кВ • А. Было проведено четыре варианта (А—Г) опытных плавок: А — выплавка высокоуглеродистого ферромарганца флюсовым способом по существующей технологии НЗФ; Б — выплавка высокоуглеродистого ферромарганца бесфлюсовым способом с введением в шихту агломерата ГМК; В — выплавка силикомарганца по технологии НЗФ; Г — выплавка силикомарганца с введением в шихту передельного шлака бесфлюсовой плавки ферромарганца. Подшихтовку передельных марганцевых шлаков и агломерата ГМК осуществляли из расчета получения сплавов с содержанием фосфора 0,35—0,40 %. Для опытных плавок использовали шихтовые материалы (табл. 12.8) следующего гранулометрического состава: марганцевый агломерат 0—50 мм, известняк, кварцит 0,-50 мм, кокс 5—20 мм, состава: углерода 80,8 %, зольность 17,0 %; летучих — 2,2 %.
Состав колош для вариантов плавок А—Г был следующим:
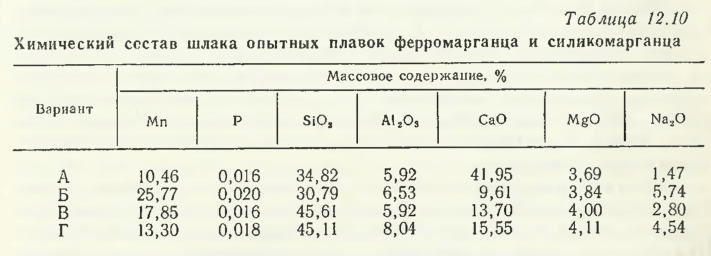
Химический состав металла по вариантам плавок приведен в табл. 12.9 и шлака в табл. 12.10.
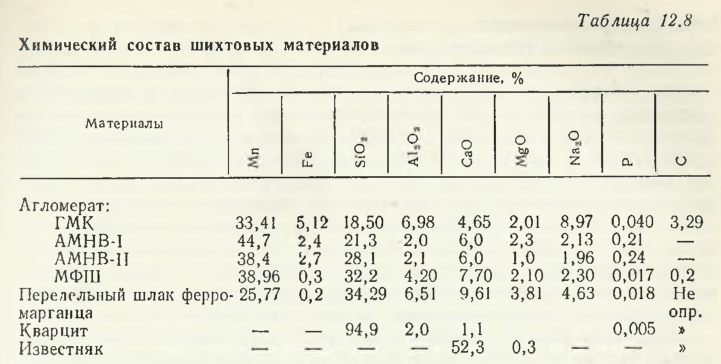
Установлено, что подшихтовка агломерата ГМК к агломерату АМНВ -1 в количестве 30,22 % (вариант Б) позволяет выплавлять ферромарганец бесфлюсовым способом. Замена флюсового способа (вариант А) бесфлюсовым (вариант Б) обеспечивает повышение производительности электропечи на 36 %, снижение удельного расхода электроэнергии на 26,72 % и кокса на 39,5 %. При этом из состава шихты полностью выводится известняк. В связи с тем, что расход кокса при выплавке ферромарганца бесфлюсовым процессом снижается на 184 кг/баз. т и полностью выводится из шихты известняк (992 кг/баз. т), выход отходящих колошниковых газов резко снижается и составляет для флюсового процесса 945 м3/баз. т и бесфлюсового — 360 м3/баз. т, т. е. уменьшается в 2,5 раза.
При выплавке силикомарганца с применением передельного шлака бесфлюсовой плавки ферромарганца (вариант Г) имеет место повышение удельного расхода электроэнергии (на 234 кВт • ч/т) и расход кокса (на 44 кг/т) с одновременным повышением извлечения марганца почти на 7 %, что объясняется существенным ускорением процессов совместного восстановления марганца и кремния углеродом и в присутствии оксидов щелочных металлов, содержание которых в шлаке опытного варианта на 1,7 % выше, чем в базовом. Механизм ускоряющего действия щелочей состоит в изменении структуры силикатного расплава, улучшении его физико-химических свойств и повышении химической активности оксидов марганца и кремния к углероду. Сравнительный анализ экономических расчетов показал, что в случае применения агломерата ГМК для выплавки ферромарганца бесфлюсовым процессом себестоимость его по сравнению с существующим флюсовым процессом повышается на 2,1 %, а приведенные затраты — на 2,5%. Однако при выплавкесиликомарганца с введением в шихту передельного шлака ферромарганца бесфлюсовой плавки себестоимость его по сравнению с существующей технологией (вариант В) снижается на 26,3%, а приведенных затрат — на 25,1%.
Внедрение разработанной сквозной малоотходной технологии выплавки ферромарганца и силикомарганца с введением в шихту качественно нового марганцевого сырья — гидрометаллургического марганцевого концентрата позволило бы выплавлять стандартный по фосфору (0,35—0,40 % P) ферромарганец бесфлюсовым процессом, исключающим на первом переделе потери марганца с отвальными шлаками. Замена флюсового процесса на бесфлюсовый при выплавке ферромарганца с использованием ГМК обеспечивает рост производительности печи на 36 %, снижение удельных расходов электроэнергии на 26,72 % и кокса — на 39,5 %, полное выведение известняка из состава шихты и уменьшение выхода колошникового газа в 2,5 раза. Новая технология позволяет получать также силикомарганец высшей категории качества с <1 0,35 % P. Повышенное содержание оксидов щелочных металлов (4—5 %) в шлаке бесфлюсовой плавки ферромарганца интенсифицирует процессы восстановления марганца и кремния. Сквозное извлечение марганца по двум переделам повышается на 6,7 %, значительно снижаются расходы марганцевого сырья, кварцита, кокса и электроэнергии при высоких технико-экономических показателях процесса.
Таким образом, главным направлением научно-технического прогресса в марганцевой промышленности страны является получение низкокремнеземистых и низкофосфористых марганцевых концентратов. При наличии такого марганцевого сырья становится возможной организация выплавки ферромарганца бесфлюсовым способом с получением передельного марганцевого шлака, который затем используют для получения товарного низкофосфористого силикомарганца. При этом богатый марганцевый шлак высокого качества по содержанию фосфора может использоваться для подшихтовки к исходному концентрату (агломерату) для получения требуемого содержания фосфора в сплаве.
Влияние основных параметров процесса на показатели производства силикомарганца
Освоение технологии выплавки силикомарганца на НЗФ начиналось с использованием высококачественного оксидного марганцевого сырья — концентрата I сорта и агломерата из смеси I и II сортов. Применение такого сырья не вызывало особых трудностей получения сплава, стандартного по фосфору.
Достижение высоких технико-экономических показателей выплавки силикомарганца и высокой эксплуатационной надежности электропечного оборудования обеспечило внедрение следующих мероприятий:
- изменение футеровки подины печи, исключающей ее разрушение и обеспечивающей надежную и долгосрочную работу;
- увеличение высоты ванны печи РПЗ-48 с 2801 до 3800 — 4500 мм, позволившее значительно снизить температуру колошника (с 800—1050 до 400—500 °С) и повысить тепловой КПД печей, значительно продлить срок службы основных узлов свода;
- изменение системы подвески свода закрытых и герметичных печей, обеспечившее их надежную работу и резко сократившее магнитные потери в элементах конструкции печей;
- изменение системы загрузки шихтовых материалов в печь, исключающее их сегрегацию в загрузочных воронках;
- усовершенствование конструкции леточных узлов и применение машин для механизированного открытия и закрытия леток, обеспечившие увеличение срока службы футеровки и улучшивших условия работы обслуживающего персонала.
Наряду с усовершенствованием конструкции печей внедрен ряд технологических мероприятий, направленных на оптимизацию шлакового режима ведения плавки, позволившую исключить из шихты доломит; на определение наиболее рационального соотношения основных компонентов шихты, прежде всего количества восстановителя и его фракционного состава, и выбор оптимального электрического режима ведения процесса и др.
Важным мероприятием явилось внедрение технологии утилизации марганецсодержащих отходов в собственном производстве, что позволило значительно повысить извлечение марганца в сплав и снизить потребность в марганцевом сырье, а также внедрение АСУ ТП в режиме управления, что обеспечило стабилизацию процесса и повышение удельной производительности печей.
Для определения количественного влияния основных параметров процесса на показатели выплавки проведена корректная обработка данных работы печей, выплавляющих силикомарганец за 1988—1990 гг.. Обработка проводилась методом корреляционно регрессионного анализа на ЭВМ ЕС-1045. Массив наблюдений представлял среднесменные показатели работы печей.
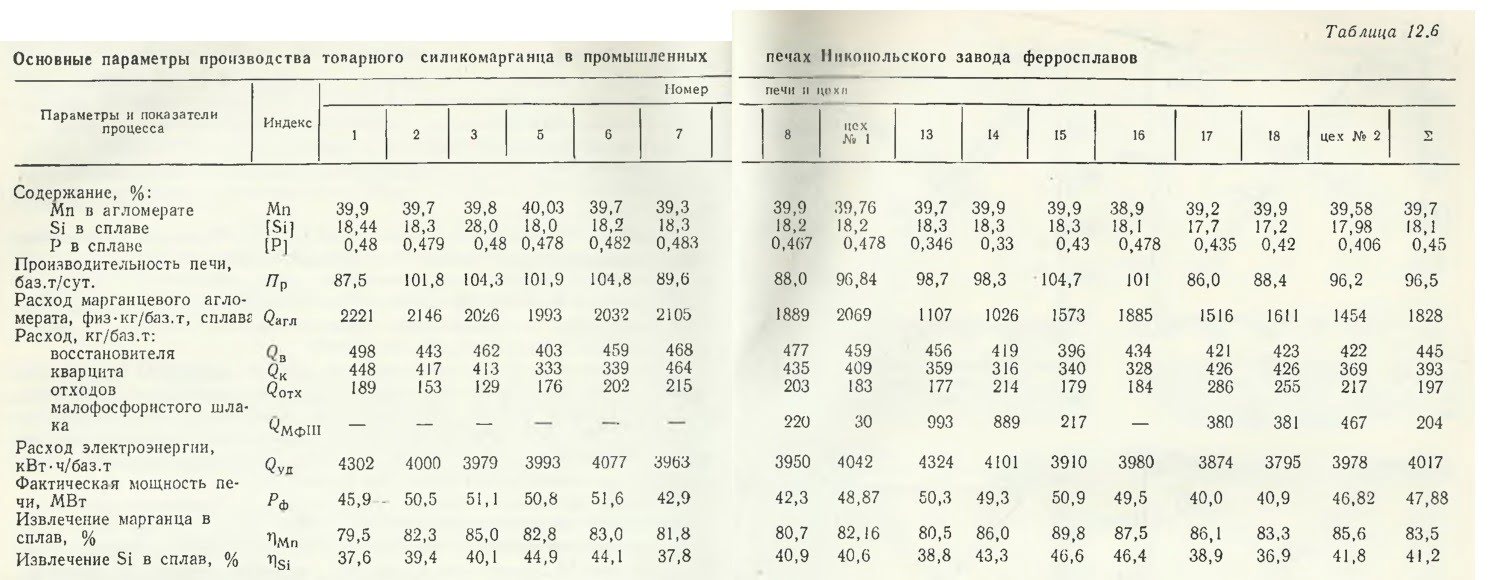
Средние значения основных параметров и показателей процесса за исследуемый период представлены в табл. 12.6. Анализ табличных данных свидетельствует, что показатели выплавки силикомарганца в печах цеха № 2 выше, чем в цехе № 1, что обусловлено параметрами печей второго цеха, которые имеют на 6—20 % выше концентрацию мощности на площадь подины и объем плавильного пространства. Кроме того, герметичные печи РКГ-81 цеха № 1 (№ 7 и №  работают на мощности выше оптимальной для этих агрегатов (39—41 МВт), что и привело к более высокому (на 113 кВт • ч/т) расходу электроэнергии и низкому (на 2 %) извлечению марганца в сравнении с аналогичными печами № 17 и 18 (цех № 2).
работают на мощности выше оптимальной для этих агрегатов (39—41 МВт), что и привело к более высокому (на 113 кВт • ч/т) расходу электроэнергии и низкому (на 2 %) извлечению марганца в сравнении с аналогичными печами № 17 и 18 (цех № 2).
При кажущемся стабильном среднем содержании марганца в агломерате на всех печах фактическая среднесменная его концентрация за исследуемый период колебалась от 35 до 44 %. Такие значительные
колебания состава сырья отрицательно сказываются на технологическом режиме плавки, что приводит к производственным потерям.
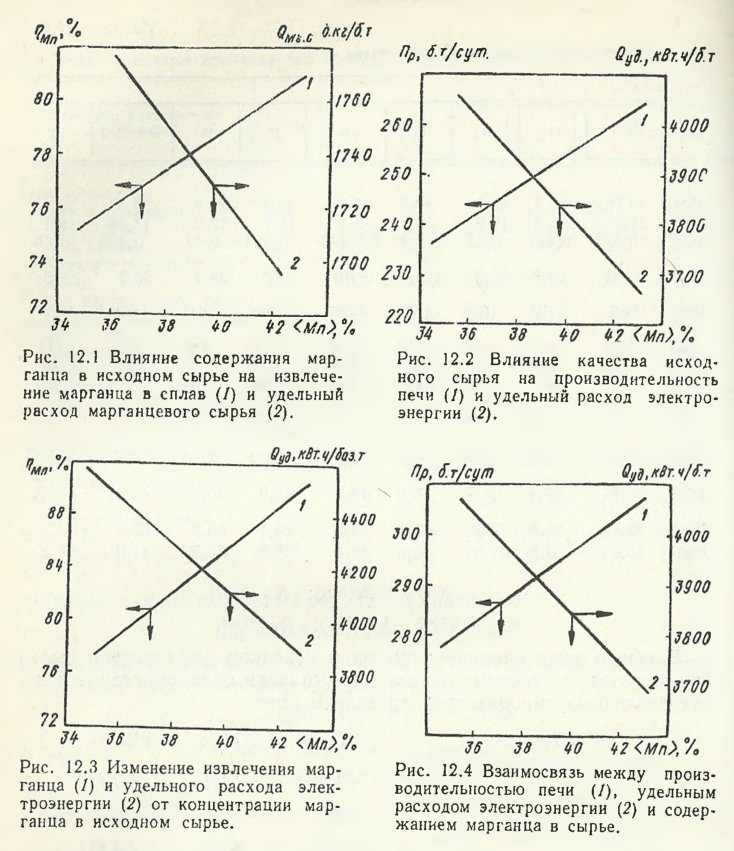
Полученные уравнения регрессии, описывающие влияние содержания марганца на основные показатели выплавки силикомарганца — удельный расход электроэнергии, извлечение марганца в сплав и производительность печи, позволили с высокой степенью достоверности (критическое значение коэффициента корреляции для данного массива наблюдений составляет 0,09—0, 14) определить их количественную взаимосвязь для печей различных типоразмеров. Так, для печей РКГ-81 снижение концентрации марганца в исходном сырье на 1 % приводит, как это следует из рис. 12.1 и уравнения
![]()
к уменьшению извлечения марганца на 0,7 %. При этом повышается и удельный расход марганцеворудного сырья:
![]()
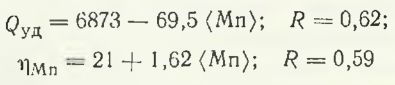
а также растет удельный расход электроэнергии (рис. 12.2):
![]()
и снижается производительность печи:
![]()
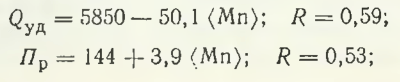
Аналогичные парные взаимосвязи получены при обработке данных производственных показателей печей типа РПЗ-48 (рис. 12.3):
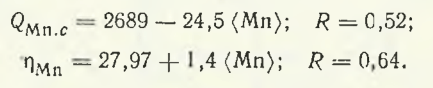
и печей типа РПЗ-63 (рис. 12.4 и 12.5):
В общем виде влияние качества в исходном марганцевом сырье (агломерате) на основные показатели выплавки силикомарганца в печах различных типоразмеров приведены ниже:
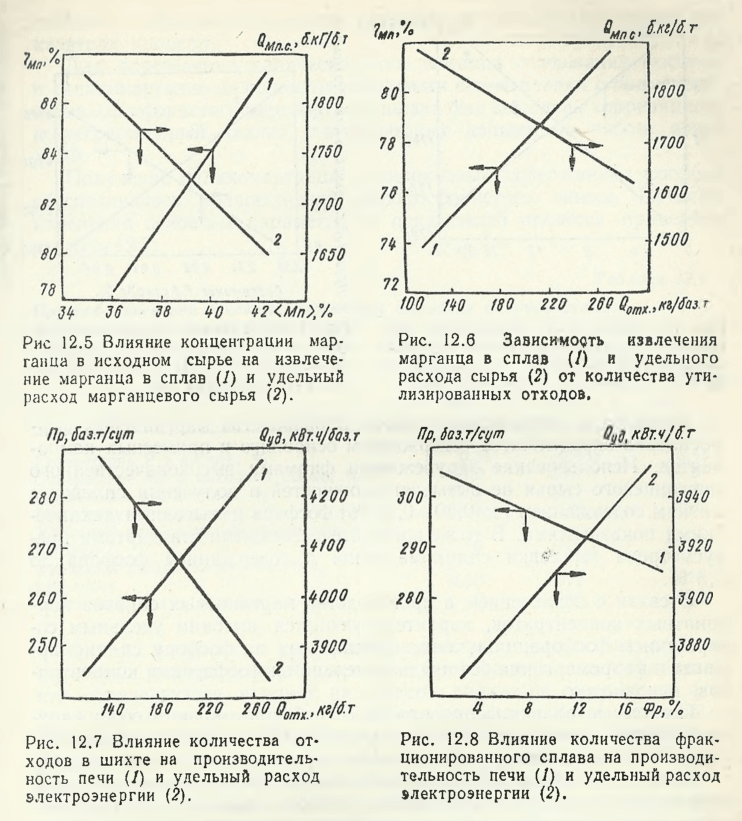
На показатели производства силикомарганца существенное влияние оказывают и другие технологические параметры, как, например, возврат собственных отходов сплава для переплава в печи уменьшает удельный расход марганцевого агломерата (рис. 12.6):
![]()
и повышает извлечение марганца
![]()
а также повышает производительность (рис. 12.7) печи:
![]()
и снижает удельный расход электроэнергии
![]()
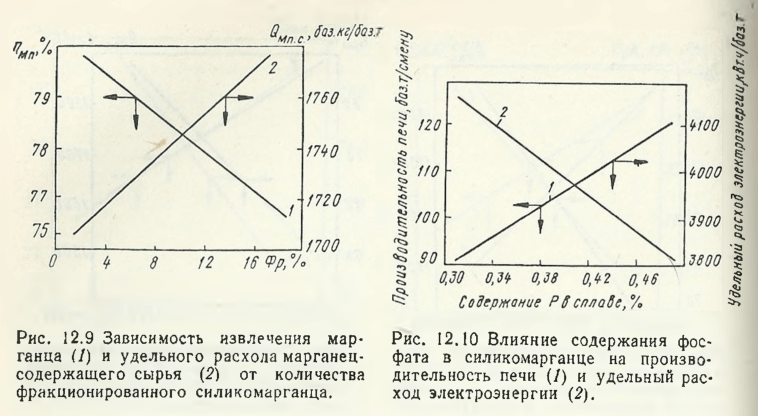
Вместе с тем фракционирование силикомарганца сопровождается существенным уменьшением выхода товарного силикомарганца и, следовательно, потерями производства (рис. 12.8, 12.9):
Качество и технический уровень производства марганцевых ферросплавов определяются содержанием основного и примесных компонентов. Использование зарубежными фирмами высококачественного марганцевого сырья не вызывает сложностей в получении сплавов с низким содержанием (до 0,30—0,40 %) фосфора и высокими техническими показателями. В то же время отечественными стандартами предусмотрена выплавка силикомарганца с содержанием фосфора до 0,6 %.
В связи с вовлечением в производство марганцевых сплавов карбонатных концентратов, характеризующихся высоким удельным содержанием фосфора, получение стандартных по фосфору силикомарганца и ферромарганца без предварительной дефосфорации концентратов невозможно.
Поэтому выплавка ферросплавов с требуемым низким содержанием фосфора возможна только при условии обеспечения производства высокосортными низкофосфористыми марганцевыми концентратами.
На Никопольском и Запорожском заводах ферросплавов при необходимости получения марганцевых сплавов с пониженным содержанием фосфора применяют малофосфористый марганцевый шлак — продукт электрометаллургического метода дефосфорации марганцевого сырья.
Малофосфористый шлак (МФШ) па НЗФ выплавляют в закрытых печах мощностью 16,5—21 МВ • А непрерывным процессом при расходе на тонну шлака 920—960 кВт • ч электроэнергии и около 100 кг коксика. Извлечение марганца в шлак составляет 78—82 %, а содержание фосфора снижается с 0,20 % до 0,015 %.
Использование малофосфористого шлака для выплавки сплавов с пониженным фосфором в силу особенностей его физико- химических свойств в значительной степени ухудшает технико-экономические показатели процесса.
Для определения количественного влияния содержания фосфора в силикомарганце на основные показатели его выплавки с применением малофосфористого марганцевого шлака был выполнен корреляционно-регрессионный анализ статистических данных по работе печей НЗФ.
Получение силикомарганца с пониженным содержанием фосфора обеспечивалось подшихтовкой малофосфористого шлака. Пределы изменения основных параметров и показателей процесса приведены в табл. 12.7.
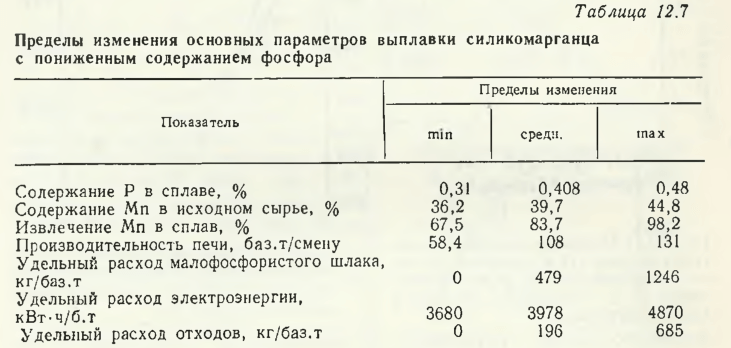
Анализ полученных уравнений регрессии, описывающих влияние некоторых параметров на содержание фосфора в сплаве, показывает, что определяющее влияние на качество сплава по содержанию фосфора оказывает расход малофосфористого шлака. Взаимосвязь между этими параметрами описывается уравнением и имеет практически функциональный характер (коэффициент корреляции R = 0,84 при критическом его значении для данного случая равном всего 0,045).
Полученная количественная взаимосвязь между содержанием фосфора, производительностью печи и удельным расходом электроэнергии (рис. 12.10)

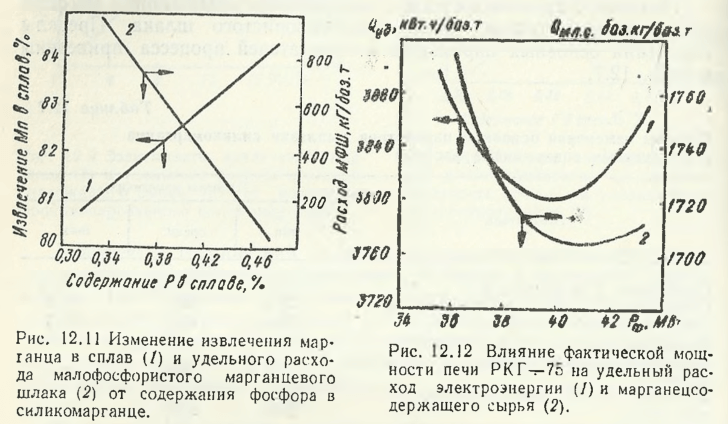
а также извлечением марганца в сплав и расходом малофосфористого шлака (рис. 12.11)
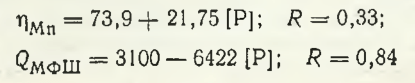
позволила с высокой достоверностью установить, что снижение концентрации фосфора на 0,1 % требует расходовать около 640 кг/баз т шлака. При этом удельный расход электроэнергии возрастает на 190 кВт • ч/баз. т, а извлечение марганца и производительность печи снижаются на 2,17 % и 16,3 баз. т/смену соответственно.
Таким образом, выплавка силикомарганца с пониженным содержанием фосфора требует значительного расхода передельного малофосфористого шлака, что приводит к повышению его себестоимости не только за счет использования более дорогого сырья, но и резкого снижения показателей производства сплава. Поэтому дальнейший поиск альтернативных путей дефосфорации как марганцевого сырья, так и силикомарганца и ферромарганца является актуальной проблемой металлургии ферросплавов.
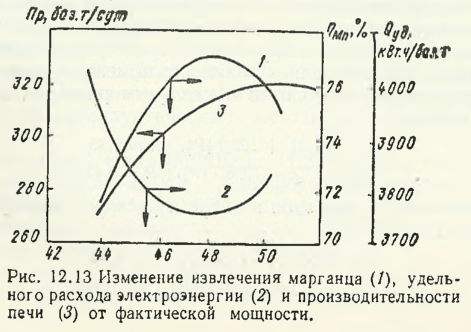
Исследовано влияние фактической мощности печей на основные показатели производства силикомарганца. Получены функциональные зависимости ( Qуд и QMn.c. от фактической мощности. Для печи типа РКГ-81 эти связи описываются выражениями (рис. 12.12)
а для печи типа РПЗ-48 выражениями (рис. 12.13)
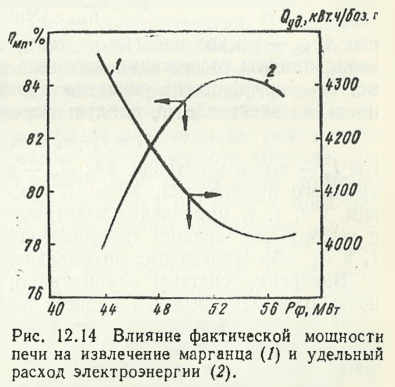
Оптимальные значения фактической мощности находятся в пределах: для печи типа РКГ-81 39—41 МВт, печи типа РПЗ-48 48—50,5 МВт. Несколько выше значения для печи типа РПЗ-63И1 52—56 МВт, что следует из приведенных ниже уравнений (рис. 12.14)
По-видимому, это обусловлено тем, что печь РПЗ-63И1, при больших размерах ванны оборудована самообжигающимися электродами сечением 2800×650 мм, т. е. такими же, как и печь РПЗ-48, имеющая меньшие размеры ванны. Как было показано, увеличение расстояния от торцевой поверхности электрода к угольной футеровке печи повышает электрическое сопротивление ванны и показатели производства.
Таким образом, полученные аналитические зависимости позволили установить количественное влияние основных параметров технологии на показатели выплавки и качество силикомарганца, определить рациональные пределы большинства управляемых параметров технологии и явились исходными данными для разработки АСУ ТП производства силикомарганца.
Промышленная технология получения азотированного марганца и силикомарганца
Азотированный марганец (2—8 % N) широко используется при производстве сталей многих марок. В коррозионностойких сталях аустенитного класса (ОХ20Н4Г10, ОХ18Н5Г12АБ, ОХ18Н5Г11БАФ и др.) азот используется как заменитель никеля, его содержание достигает 0,5—0,6 %. Особенно велика перспектива применения азотированных марганца и его сплавов при выплавке стали для магистральных нефте- и газопроводов. Добавка к низколегированной марганцевой стали ванадия в сочетании с азотом резко увеличивает хладостойкость листовой стали, что делает ее пригодной для работы конструкций в суровых климатических условиях.
Известны два метода получения азотированного марганца, отличающихся агрегатным состоянием подвергаемого азотированию марганца. Сущность первого состоит в насыщении твердого порошка марганца молекулярным азотом или другими азотсодержащими газами. Особенностью второго метода является азотирование марганца в жидком состоянии также азотсодержащими газами или твердыми веществами. На Запорожском заводе ферросплавов применяют твердофазный процесс, обеспечивающий получение марганца с содержанием азота до 8 %. В случае насыщения марганца в жидком состоянии содержание азота в нем не превышает 1—2 % и растворимость азота снижается с повышением температуры.
Экспериментальное исследование равновесия в системе Mn — N в области существования твердого раствора и ξ-нитрида марганца при 800—1000 °С показало, что нитридная фаза появляется при достижении содержания азота в твердом растворе марганца, равном 7,35 %. В интервале температур существования насыщенного твердого раствора азота в γ-Mn равновесной фазой является нитрид Mn5N2.
Поскольку содержание азота в промышленном сплаве составляет 6—8 %, продукт при температурах азотирования представлен твердым раствором азота в γ-Mn. Однако вследствие кинетических условий по радиусу сферической частицы практически всегда образуется градиент концентрации азота, так что на поверхности гранулы создаются условия для образования нитрида Mn5N2. При охлаждении происходит выделение во всем объеме из твердого раствора ε- или ξ-нитридной фазы в зависимости от концентрации азота.
Для практики производства азотированного марганца большое значение имеет изучение температурного эффекта азотирования металла. Взаимодействие марганца с азотом сопровождается выделением сравнительно большого количества тепла. Теплота образования Mn4N составляет — 130 кДж/моль, поэтому в системе Mn — N, как и при взаимодействии в других системах Me — N, наблюдается локальное выделение тепла, приводящее к оплавлению металла. Термичность процесса азотирования влияет на скорость повышения температуры в промышленных печах и должна учитываться при разработке технологии получения азотированного марганца (табл. 16.4).
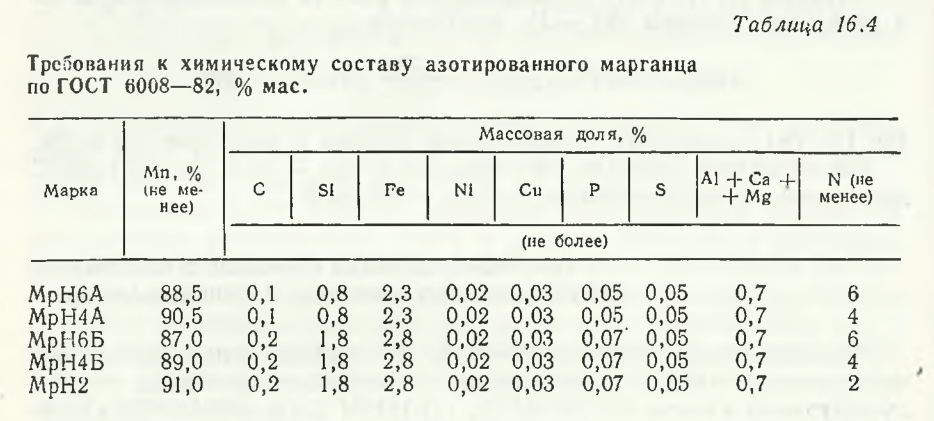
Поскольку в ряде случаев допускается использование азотсодержащих марганцевых ферросплавов с повышенным содержанием углерода и фосфора, затраты на производство эквивалентного количества азота в случае использования в качестве основы средне- и низкоуглеродистого ферромарганца значительно ниже, чем в случае с применением металлического марганца.
Промышленно полезной является технология твердофазного азотирования марганца по способу ЦНИИИЧМ—ДМетИ—ЗФЗ. Сущность ее состоит в том, что окускование порошкообразного азотированного марганца происходит непосредственно в ходе насыщения марганца азотом вследствие усиления температурного эффекта азотирования. Это достигается в результате проведения азотирования в вакуумных печах, производится нагрев порошка марганца в вакууме, а затем по достижении определенной температуры в печь вводится молекулярный азот. В вакуумной печи садкой 10 т скорость нагрева порошка перед напуском азота составляет 10—20 °С/ч. По достижении температуры 600—850 °С напускают азот, скорость нагрева при этом возрастает до 40—80 °С/ч.
Технология азотированного марганца твердофазным процессом состоит в следующем. Порошок марганца (фракции ≤ 2 мм), полученный в шаровой мельнице в атмосфере азота, насыпают в поддоны и помещают в вакуумные печи при температуре не выше 200 °С. После создания вакуума не ниже 133,3 Па и последующего нагрева до 800 °С в печь подают молекулярный азот чистотой 99 % N2. Температура изотермической выдержки составляет 900—950 °С. Поскольку процесс экзотермический, происходит спекание порошка в прочные спеки. Охлаждение садки производится в атмосфере азота. Удовлетворительная прочность спеков получается в том случае, если азотирование ведется при 750—900 °С, при этом плотность спека составляет 5,9—6,4 г/см3. При создании на первой стадии процесса вакуумирования слой порошка марганца разрыхляется выделяющимся водородом (140—250 см3/100 г), что облегчает доступ азота при азотировании. В отличие от указанной выше двухстадийной технологии, где требуется создание циркуляции азота, вакуумный процесс ведут в атмосфере азота, подаваемого непрерывно в замкнутую печную систему. Годовая производительность одной вакуумной печи такой конструкции составляет 1300 т. Удлинение печей в процессе реконструкции позволило увеличить число поддонов с порошком марганца с 30 до 45. Период нагрева садки составляет 20 ч, а общая продолжительность процесса азотирования ~70 ч. На выплавку 1 т товарного азотированного марганца расходуется 1030 кг металлического марганца, 150 м3 азота при расходе электроэнергии 1180 кВт • ч. Полезное использование марганца составляет 98 %. Для снижения себестоимости азотированного марганца успешно опробовано использование отходов металлического марганца, в которых количество мелких фракций от 0,04 до 0,01 мм на 13,8 % больше, чем в порошке при разломе кускового товарного марганца.
При использовании в качестве исходного компонента силикомарганца процесс ведется в основном по режиму, аналогичному для получения азотированного марганца. Отличие состоит в собственно составе и кинетике формирования азотсодержащих фаз, обусловленное содержанием кремния и углерода в силикомарганце с 17—20 % кремния и 1,2—1,5 % С.
Кремний с азотом образует единственный нитрид Si3N4, содержащий 39,39 мас. % N. Он имеет ромбическую решетку с параметрами: a = 1,338 нм; b = 0,86 нм и c = 0,774 нм. Однако более поздние исследования позволили уточнить кристаллическую структуру нитрида кремния. Прежде всего установлено, что Si3N4 существует в двух модификациях: α- и β-Si3N4. Наиболее точные значения периодов решетки этих модификаций кремния следующие:

Соединение Si3N4 практически не имеет области гомогенности.
Полиморфизм не зависит от состава. Нитрид β-Si3N4 образуется при высоких температурах (>>1450 °С). Его можно получить также отжигом α-Si3N4 при 1550 °С.
Растворимость азота в твердом кремнии ничтожно мала, нитрид кремния находится в равновесии с жидким кремнием, т. е. практически не растворяется и в жидком кремнии. Нитрид кремния не плавится, а при нагревании до высоких температур (>1800 °С) разлагается.
Давление диссоциации нитрида кремния выражается уравнением

из которого следует, что давление, равное 1 атм (101 кПа), достигается при 1977 °С. Стандартная теплота образования Si3N4 ΔH°298 = —750,3 кДж/моль, энтропия S°298 = 96,14 Дж/(моль • К).
Нагрев нитрида кремния на воздухе при 1100—1500 °С сопровождается образованием пленки кремнезема. Соединение Si3N4 отличается высокой стойкостью по отношению к расплавленным металлам. Поскольку в силикомарганце кремний содержится не в свободном виде, а представлен силицидами, точнее силикокарбидами марганца (Mn, Fe)xSiyCz, нагрев сплава в атмосфере азота сопровождается образованием нитридных фаз сложного состава. Табинович А. В. установил, что фазовый состав азотированного силикомарганца представлен силиконитридом марганца Mn5-xSi3-уNx+y и карбидом (Mn, Fe)23C6. Независимо от конечного содержания азота (степени завершенности процесса) x = 2,95 и y = 0,65.
Твердофазный способ получения азотированных ферросплавов, характеризуется высокой универсальностью и может быть применен для производства азотированного высокоуглеродистого ферромарганца с ванадием и других сплавов.
Известны также способы получения комплексных азотированных ферросплавов путем насыщения смеси порошков ферросплавов Fe — Mn, Fe — V, Fe — Cr, Fe — Nb и других, взятых в определенном заданном соотношении. Благодаря этому удается получить спеки азотированных легирующих добавок при требуемом содержании легирующих элементов и с более высоким (до 10 %) содержанием азота.
Аналогичные исследования по получению азотированных ферросплавов на основе марганца и его сплавов позже были приведены и другими авторами в бывшем СССР и за рубежом. Так, в Институте металловедения и технологии металлов Болгарской Академии наук исследованы процессы получения азотированного силикомарганца (7—23 % Si, 65—85 % Mn, 0,5—3,5 % C), а также комплексного сплава (25—40 % Mn, 22—32 Cr, 10—17 % Si). Установлено, что при азотировании силикомарганца наилучшие показатели получаются при содержании кремния не более 10 %. Для частиц порошка силикомарганца <3 мм оптимальные параметры азотирования следующие: температура 1050 °С, давление азота 1,6 МПа, продолжительность процесса 6—8 ч. Содержание азота в получаемом сплаве составляет 6—10 %.
В случае азотирования комплексного сплава Mn — Cr — Si содержание азота 10—12 % достигается при 1150—1200 °С, давлении азота 1200—1500 кПа и фракции порошка сплава 1—2 мм.
Раскисление стали силикомарганцем
Общеизвестно, что раскисление жидкой стали комплексными раскислителями, например силикомарганцем, обеспечивает более высокое качество металла. Это связывают, как правило, с понижением активности компонентов SiO2 и MnO в продуктах реакции, представляющих собой сплавы системы MnO — SiO2. Из анализа диаграммы состояния этой системы следует, что при температурах сталеплавильных процессов в изотермических условиях (например, 1600 °С) по мере повышения содержания SiO2 от 0 до 100 % изотерма проходит через двухфазную область Mnт + жидкость, однофазную область + жидкость и область жидкость + SiO2(т). Из данных следует, что в первой области aMnO = 1, а в третьей aSiO2 = 1, во второй области aMnO < 1 и aSiO2 < 1. Следовательно, в зависимости от концентрации марганца и кремния в жидком железе стали состав и активность компонентов в продуктах реакции различны. Однако учет изменения активности aMnO и aSiO2 при раскислении железа сплавами системы Mn — Si является необходимым, но недостаточным условием для более полного анализа процесса раскисления. Обязательное условие — комплексный подход к решению этой физико-химической задачи, который предусматривает учет изменения активности марганца и кремния в металлическом расплаве.
В ранних работах акад. А. М. Самарина установлено наиболее подходящее соотношение содержаний марганца и кремния в стали, а исходя из этого рекомендованы и соответствующие составы раскислителей системы Mn — Si (в дальнейшем и Mn — Al — Si). Авербух С. М., Л. А. Смирнов и С. И. Попель провели обстоятельный термодинамический анализ процесса совместного раскисления жидкого железа кремнием и марганцем с учетом активности компонентов в металлической и оксидных фазах. Равновесия реакций в системе Fe — O — Si — Mn изучали методом взаимодействия с непрерывно циркулирующей газовой смесью H2O — H2 — Ar. Массовое содержание марганца изменялось от 0,063 до 1,41 %, а кремния от 0,073 до 0,63 %. Ниже приведено содержание кислорода в железе при температуре 1600 °С в зависимости от концентрации кремния и марганца в металле:

Авторы работы определяли взаимное влияние кремния и марганца на их коэффициенты активности по результатам опытов с концентрациями [Mn] и [Si], превышающими отношения [Si]/[Mn], при которых SiO2 выделяется в самостоятельную фазу (приведенные выше данные, отмеченные звездочкой). Поскольку в оксидной фазе, насыщенной SiO2, aSiO2 = 1, из выражения константы равновесия реакции окисления в расплавах систем Fe — O — Si и Fe — O — Mn авторы получили выражение, учитывающее влияние [Mn] на коэффициент активности кремния

где [O](3) и [O](4) — концентрации кислорода в железе в равновесии с расплавами системы Fe — O — Si и Fe — O — Si — Mn соответственно. Для реакции системы Fe — O — Si зависимость lg KSiO2 от температуры имеет вид

![]()
Для количественной оценки влияния марганца на коэффициент активности кремния авторы определили параметры взаимодействия
![]()
Таким образом, авторы количественно подтвердили, что возрастание раскислительной способности [Si] в присутствии [Mn] обусловлено не только уменьшением aSiO2 в силикатной фазе, но и взаимодействием кремния и марганца в жидком железе. Количественно это влияние описывается выражением
Если aSiO2 = 1, то концентрации кислорода в расплавах системы Fe — O — Si и Fe — O — Si — Mn будут одинаковыми только при условии
![]()
Приняв для реакции
(MnO) = [Mn] + [O]
зависимость
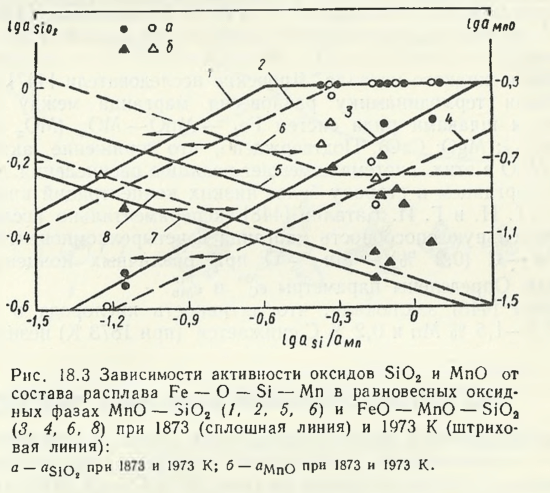
![]()
авторы работы определили активность MnO и SiO2 в силикатном расплаве. Результаты расчетов представлены на рис. 18.3. Величины отношений aSi/aMn, соответствующие пределу растворимости SiO2 в силикатной фазе (точки пересечения линий 3 и 4 с прямой lg aSiO2 = 0), превышают их значения для расплавов, помеченных звездочкой. В случае, когда продукты раскисления железа сплавами системы Mn — Si представляют силикатный расплав системы MnO — SiO2, зависимости aSiO2 и aMnO в них при 1600 °С описываются выражениями:
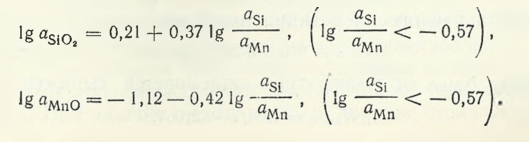
Если lg (aSi/aMn) = — 0.57, то активности компонентов силикатной фазы постоянны и равны aSiO2= 1 и aMnO = 0,13. Таким образом, влияние марганца на раскислительную способность кремния при использовании сплавов — раскислителей системы Mn — Si или при раздельной присадке ферромарганца и ферросилиция проявляется не только в уменьшении активности компонентов — продуктов реакции раскисления железа (стали), но и в повышении активности марганца в металличеткой фазе (в стали), так как eMnSi = 0,23 положительна, а не отрицательна, как это отмечалось в работе японских исследователей. Михайлов Г. Г. и Н. М. Танкелевская представили результаты исследования особенностей строения диаграммы состояния Fe — Mn — C — O и Fe — Si — C — O в области кристаллизации жидкого металла. Японские исследователи проанализировали термодинамику равновесия марганца между жидким железом и шлаками ряда систем Fet — MnO— MOx (MOx = PO2,5; SiO2; AlO1,5; MgO; CaO). Подтверждено, что понижение активности FetO и MnO в этих системах смещает реакцию раскисления жидкого железа марганцем в сторону более низких концентраций кислорода. Зиневич Т. Н. и Г. И. Баталин экспериментально исследовали раскислительную способность марганца в четырехкомпонентной системе Fe — C (0,2 %) — Mn — O при различных концентрациях марганца. Определены параметры eMnC и eMnMn.
Авторы заключили, что активность кислорода в присутствии 0,5— 1,5 % Mn и 0,2 % C снижается (при 1873 К) незначительно.
